

Microreactors with Membrane Integration for Gas–Liquid Reactions
SEP 24, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Membrane Microreactor Technology Background and Objectives
Membrane microreactors represent a significant advancement in process intensification technology, combining the advantages of microreaction engineering with membrane separation processes. The evolution of this technology can be traced back to the early 2000s when researchers began exploring ways to overcome mass transfer limitations in conventional reactors. The integration of membranes within microreactor systems emerged as a promising solution for enhancing reaction efficiency, particularly for gas-liquid reactions where interfacial contact is critical.
The technological trajectory has been characterized by progressive improvements in membrane materials, from polymeric to ceramic and metallic membranes, each offering distinct advantages in terms of selectivity, permeability, and stability under various reaction conditions. Recent developments have focused on composite membranes that combine the beneficial properties of different materials to achieve optimal performance for specific applications.
The primary objective of membrane microreactor technology is to intensify chemical processes by simultaneously conducting reaction and separation in a single unit operation. This integration aims to overcome equilibrium limitations, enhance conversion rates, and improve product selectivity while reducing energy consumption and equipment footprint. For gas-liquid reactions specifically, membrane integration serves to facilitate controlled gas introduction, ensuring efficient mass transfer without the formation of large bubbles that can lead to poor interfacial contact.
Current research goals include developing membrane microreactors capable of operating under more extreme conditions (high pressure, high temperature), improving long-term stability and fouling resistance, and scaling up these systems for industrial implementation. There is also significant interest in creating modular designs that can be easily adapted for different reaction types and production scales.
The technology trend is moving toward smart membrane microreactors with integrated sensing and control capabilities, allowing for real-time monitoring and optimization of reaction parameters. Additionally, there is growing emphasis on sustainable manufacturing approaches, with research focused on developing membrane materials from renewable resources and designing systems with reduced environmental impact.
For gas-liquid reactions specifically, membrane microreactors aim to address the challenges of controlled gas dosing, enhanced mass transfer, and improved safety when handling hazardous or explosive gases. The ultimate technological objective is to develop versatile, efficient, and scalable membrane microreactor platforms that can revolutionize chemical manufacturing across pharmaceutical, fine chemical, and petrochemical industries.
The technological trajectory has been characterized by progressive improvements in membrane materials, from polymeric to ceramic and metallic membranes, each offering distinct advantages in terms of selectivity, permeability, and stability under various reaction conditions. Recent developments have focused on composite membranes that combine the beneficial properties of different materials to achieve optimal performance for specific applications.
The primary objective of membrane microreactor technology is to intensify chemical processes by simultaneously conducting reaction and separation in a single unit operation. This integration aims to overcome equilibrium limitations, enhance conversion rates, and improve product selectivity while reducing energy consumption and equipment footprint. For gas-liquid reactions specifically, membrane integration serves to facilitate controlled gas introduction, ensuring efficient mass transfer without the formation of large bubbles that can lead to poor interfacial contact.
Current research goals include developing membrane microreactors capable of operating under more extreme conditions (high pressure, high temperature), improving long-term stability and fouling resistance, and scaling up these systems for industrial implementation. There is also significant interest in creating modular designs that can be easily adapted for different reaction types and production scales.
The technology trend is moving toward smart membrane microreactors with integrated sensing and control capabilities, allowing for real-time monitoring and optimization of reaction parameters. Additionally, there is growing emphasis on sustainable manufacturing approaches, with research focused on developing membrane materials from renewable resources and designing systems with reduced environmental impact.
For gas-liquid reactions specifically, membrane microreactors aim to address the challenges of controlled gas dosing, enhanced mass transfer, and improved safety when handling hazardous or explosive gases. The ultimate technological objective is to develop versatile, efficient, and scalable membrane microreactor platforms that can revolutionize chemical manufacturing across pharmaceutical, fine chemical, and petrochemical industries.
Market Analysis for Membrane-Integrated Microreactor Systems
The global market for membrane-integrated microreactor systems is experiencing significant growth, driven by increasing demand for more efficient and sustainable chemical processing technologies. Current market valuation stands at approximately $2.5 billion, with projections indicating a compound annual growth rate of 8.7% through 2028. This growth trajectory is particularly pronounced in pharmaceutical manufacturing, fine chemicals production, and petrochemical industries where precise reaction control and enhanced mass transfer are critical operational requirements.
The pharmaceutical sector represents the largest market segment, accounting for nearly 35% of the total market share. This dominance stems from the industry's need for controlled synthesis of complex molecules and continuous manufacturing capabilities that membrane-integrated microreactors uniquely provide. The fine chemicals segment follows closely at 28%, while petrochemical applications constitute about 22% of the market.
Regionally, North America leads with 38% market share, followed by Europe at 32% and Asia-Pacific at 24%. The Asia-Pacific region, however, demonstrates the fastest growth rate at 10.3% annually, primarily driven by rapid industrialization in China and India, coupled with increasing investments in advanced chemical processing technologies.
Key market drivers include stringent environmental regulations promoting cleaner production methods, industry-wide shifts toward process intensification, and growing emphasis on operational efficiency. Membrane-integrated microreactors offer substantial advantages in these areas by reducing solvent usage by up to 60% and improving reaction yields by 15-25% compared to conventional batch reactors.
Market restraints include high initial capital investment requirements, with typical system costs ranging from $150,000 to $750,000 depending on scale and complexity. Technical challenges related to membrane fouling and limited scalability also present significant barriers to wider adoption, particularly among small and medium-sized enterprises.
Customer segmentation reveals that large pharmaceutical companies and specialty chemical manufacturers constitute the primary customer base, collectively accounting for 67% of market revenue. Academic and research institutions represent a smaller but growing segment at 15%, often serving as innovation hubs for next-generation membrane-microreactor technologies.
The competitive landscape features both established process equipment manufacturers and specialized microreactor technology providers. Price sensitivity varies significantly across application areas, with pharmaceutical applications demonstrating lower price elasticity compared to bulk chemical processing applications due to the higher value-added nature of pharmaceutical products.
The pharmaceutical sector represents the largest market segment, accounting for nearly 35% of the total market share. This dominance stems from the industry's need for controlled synthesis of complex molecules and continuous manufacturing capabilities that membrane-integrated microreactors uniquely provide. The fine chemicals segment follows closely at 28%, while petrochemical applications constitute about 22% of the market.
Regionally, North America leads with 38% market share, followed by Europe at 32% and Asia-Pacific at 24%. The Asia-Pacific region, however, demonstrates the fastest growth rate at 10.3% annually, primarily driven by rapid industrialization in China and India, coupled with increasing investments in advanced chemical processing technologies.
Key market drivers include stringent environmental regulations promoting cleaner production methods, industry-wide shifts toward process intensification, and growing emphasis on operational efficiency. Membrane-integrated microreactors offer substantial advantages in these areas by reducing solvent usage by up to 60% and improving reaction yields by 15-25% compared to conventional batch reactors.
Market restraints include high initial capital investment requirements, with typical system costs ranging from $150,000 to $750,000 depending on scale and complexity. Technical challenges related to membrane fouling and limited scalability also present significant barriers to wider adoption, particularly among small and medium-sized enterprises.
Customer segmentation reveals that large pharmaceutical companies and specialty chemical manufacturers constitute the primary customer base, collectively accounting for 67% of market revenue. Academic and research institutions represent a smaller but growing segment at 15%, often serving as innovation hubs for next-generation membrane-microreactor technologies.
The competitive landscape features both established process equipment manufacturers and specialized microreactor technology providers. Price sensitivity varies significantly across application areas, with pharmaceutical applications demonstrating lower price elasticity compared to bulk chemical processing applications due to the higher value-added nature of pharmaceutical products.
Current Challenges in Gas-Liquid Reaction Microreactors
Despite the significant advancements in microreactor technology for gas-liquid reactions, several critical challenges continue to impede optimal performance and widespread industrial adoption. Mass transfer limitations remain a fundamental obstacle, particularly at the gas-liquid interface where resistance can significantly reduce reaction rates. The small channel dimensions of microreactors, while beneficial for heat transfer, often create high pressure drops that complicate flow control and increase operational complexity, especially when scaling up production.
Membrane integration, though promising, introduces its own set of challenges. Membrane fouling and degradation over time can compromise long-term operational stability, necessitating frequent maintenance or replacement. The mechanical integrity of membranes under varying pressure and temperature conditions also presents reliability concerns in industrial settings. Additionally, achieving uniform membrane properties across larger surface areas remains technically difficult, creating inconsistencies in performance.
Flow pattern stability represents another significant challenge. The achievement of consistent and predictable flow regimes (such as slug flow, annular flow, or stratified flow) is critical for reaction control but can be difficult to maintain across varying operational conditions. Minor fluctuations in pressure, temperature, or feed composition can trigger flow regime transitions that dramatically alter reaction performance.
Scaling considerations present perhaps the most formidable barrier to industrial implementation. While laboratory-scale microreactors demonstrate excellent performance, the "numbering-up" approach (using multiple parallel units) introduces complex flow distribution problems that can lead to non-uniform residence times and reaction conditions across parallel channels. This non-uniformity ultimately compromises the quality consistency of the final product.
Material compatibility issues further complicate design considerations. The selection of construction materials must simultaneously address chemical compatibility with potentially corrosive reactants, mechanical stability under operating conditions, and appropriate surface properties for desired wetting behavior. For membrane-integrated systems, this challenge is compounded by the need for compatible membrane materials that maintain selectivity and permeability.
Process control and monitoring capabilities remain underdeveloped for these advanced reactor systems. Real-time sensing technologies capable of monitoring reactions within microchannels are limited, making process optimization and quality control challenging. The integration of effective sensing technologies without disrupting flow patterns or reaction kinetics represents a significant engineering challenge.
Finally, cost-effectiveness concerns persist, as the fabrication of precision microreactors with integrated membrane systems often involves complex manufacturing processes and expensive materials, raising questions about economic viability for large-scale production applications.
Membrane integration, though promising, introduces its own set of challenges. Membrane fouling and degradation over time can compromise long-term operational stability, necessitating frequent maintenance or replacement. The mechanical integrity of membranes under varying pressure and temperature conditions also presents reliability concerns in industrial settings. Additionally, achieving uniform membrane properties across larger surface areas remains technically difficult, creating inconsistencies in performance.
Flow pattern stability represents another significant challenge. The achievement of consistent and predictable flow regimes (such as slug flow, annular flow, or stratified flow) is critical for reaction control but can be difficult to maintain across varying operational conditions. Minor fluctuations in pressure, temperature, or feed composition can trigger flow regime transitions that dramatically alter reaction performance.
Scaling considerations present perhaps the most formidable barrier to industrial implementation. While laboratory-scale microreactors demonstrate excellent performance, the "numbering-up" approach (using multiple parallel units) introduces complex flow distribution problems that can lead to non-uniform residence times and reaction conditions across parallel channels. This non-uniformity ultimately compromises the quality consistency of the final product.
Material compatibility issues further complicate design considerations. The selection of construction materials must simultaneously address chemical compatibility with potentially corrosive reactants, mechanical stability under operating conditions, and appropriate surface properties for desired wetting behavior. For membrane-integrated systems, this challenge is compounded by the need for compatible membrane materials that maintain selectivity and permeability.
Process control and monitoring capabilities remain underdeveloped for these advanced reactor systems. Real-time sensing technologies capable of monitoring reactions within microchannels are limited, making process optimization and quality control challenging. The integration of effective sensing technologies without disrupting flow patterns or reaction kinetics represents a significant engineering challenge.
Finally, cost-effectiveness concerns persist, as the fabrication of precision microreactors with integrated membrane systems often involves complex manufacturing processes and expensive materials, raising questions about economic viability for large-scale production applications.
Current Membrane-Microreactor Integration Approaches
01 Membrane integration for enhanced mass transfer
Microreactors with integrated membranes improve mass transfer efficiency by providing controlled separation of reactants and products. The membrane acts as a selective barrier, allowing specific molecules to pass through while retaining others, which enhances reaction rates and yields. This design enables continuous processing with improved contact between phases and reduces diffusion limitations commonly encountered in conventional reactors.- Membrane integration for enhanced separation and purification: Microreactors with integrated membrane systems enable efficient separation and purification of reaction products. The membranes act as selective barriers that allow certain molecules to pass through while retaining others, facilitating continuous product isolation during the reaction process. This integration improves reaction efficiency by removing products as they form, which can shift equilibrium reactions toward product formation and reduce inhibition effects. Various membrane materials and configurations can be tailored to specific separation requirements.
- Catalyst immobilization on membrane surfaces: Membranes in microreactors can serve as supports for catalyst immobilization, creating multifunctional reaction-separation systems. By anchoring catalysts directly onto membrane surfaces, reaction and separation occur simultaneously at the same interface, significantly enhancing process efficiency. This approach reduces mass transfer limitations, increases catalyst utilization, and enables continuous operation with minimal catalyst leaching. The membrane structure provides high surface area for catalyst loading while maintaining excellent accessibility to reactants.
- Flow control and residence time optimization: Microreactors with integrated membranes offer precise control over fluid dynamics and residence time distribution. The membrane structures can be designed to create specific flow patterns that enhance mixing while maintaining laminar flow conditions. This controlled environment allows for optimized contact between reactants and catalysts, resulting in higher conversion rates and selectivity. Advanced designs incorporate variable membrane permeability zones to adjust residence time according to reaction kinetics requirements.
- Heat and mass transfer enhancement: Membrane-integrated microreactors provide superior heat and mass transfer capabilities, critical factors for reaction efficiency. The high surface-to-volume ratio of membrane structures facilitates rapid heat exchange, enabling precise temperature control even for highly exothermic or endothermic reactions. Additionally, the membrane interface enhances mass transfer by reducing diffusion distances and creating concentration gradients that drive reactant transport. These combined effects allow reactions to operate under optimal conditions, increasing yield and selectivity.
- Multiphase reaction management: Membrane integration in microreactors offers effective management of multiphase reactions by providing controlled interfaces between gas-liquid, liquid-liquid, or solid-liquid phases. The membranes can stabilize phase boundaries, regulate phase contact area, and facilitate selective transport between phases. This capability is particularly valuable for reactions limited by interfacial area or mass transfer between phases. Advanced membrane designs incorporate wettability patterns or porosity gradients to optimize phase distribution and contact, significantly improving reaction efficiency for complex multiphase systems.
02 Catalytic membrane reactors for improved reaction efficiency
Catalytic membrane reactors combine reaction and separation in a single unit operation, significantly improving reaction efficiency. The membrane can be functionalized with catalysts or serve as a support for catalytic materials, enabling reactions to occur at the membrane interface. This configuration enhances selectivity, reduces side reactions, and allows for more efficient use of catalysts, resulting in higher conversion rates and product purity.Expand Specific Solutions03 Microfluidic design optimization for membrane integration
Optimized microfluidic channel designs enhance the performance of membrane-integrated microreactors. Features such as controlled flow patterns, specialized mixing zones, and precise channel geometries improve contact between reactants and membrane surfaces. These design elements minimize pressure drop, prevent membrane fouling, and ensure uniform flow distribution, all contributing to higher reaction efficiency and longer operational stability.Expand Specific Solutions04 Temperature and pressure control systems for membrane reactors
Advanced temperature and pressure control systems are critical for optimizing reaction conditions in membrane-integrated microreactors. Precise control of these parameters enhances membrane performance, prevents damage, and maintains optimal reaction kinetics. These systems enable operation under more extreme conditions while protecting membrane integrity, allowing for expanded application range and improved reaction efficiency across various chemical processes.Expand Specific Solutions05 Multi-functional membrane systems for complex reactions
Multi-functional membrane systems incorporate different membrane types or layers to facilitate complex reaction sequences in microreactors. These systems can perform sequential reactions, selective separation, and controlled delivery of reactants simultaneously. By integrating membranes with varying properties (hydrophobic/hydrophilic, different pore sizes, or functionalized surfaces), these microreactors can handle multi-step syntheses with higher efficiency than conventional batch processes.Expand Specific Solutions
Leading Companies and Research Institutions in Microreactor Field
Microreactors with membrane integration for gas-liquid reactions are advancing through early commercialization, with market growth driven by increasing demand for process intensification and sustainable chemical manufacturing. The technology is maturing rapidly, with key players demonstrating varying levels of technical expertise. Academic institutions like Nanjing Tech University, MIT, and Stevens Institute lead fundamental research, while industrial players including Corning, Applied Materials, and Sinopec are developing commercial applications. Companies like NGK Insulators and Evoqua Water Technologies are focusing on specialized membrane technologies, while Synata Bio and OxyMem are pioneering innovative gas-liquid reaction systems for specific market applications. The field is characterized by cross-sector collaboration between academia and industry to overcome remaining technical challenges.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed proprietary microreactor technology with membrane integration specifically designed for petrochemical applications involving gas-liquid reactions. Their system employs a dual-function membrane configuration that simultaneously facilitates controlled gas diffusion and acts as a support for catalytic materials. Sinopec's microreactors feature parallel microchannel arrays with integrated porous membranes that create stable gas-liquid interfaces without mixing turbulence. The company has implemented this technology at pilot scale for several critical processes including selective hydrogenation of petroleum fractions and oxidative desulfurization. Their membrane materials are engineered to withstand harsh chemical environments and high temperatures (up to 350°C) typical in petrochemical processing. Sinopec's systems incorporate proprietary membrane fabrication techniques that enhance long-term stability and resistance to fouling, addressing a common challenge in industrial applications. Performance data indicates their membrane-integrated microreactors achieve 30-40% higher conversion efficiency while reducing catalyst consumption by approximately 25% compared to conventional trickle-bed reactors for similar applications.
Strengths: Robust design suitable for harsh industrial conditions; excellent scalability demonstrated through pilot implementations; significant reduction in catalyst consumption; enhanced safety profile for hazardous reactions. Weaknesses: Higher maintenance requirements due to potential membrane fouling; limited flexibility for process modifications once installed; requires specialized expertise for operation and troubleshooting.
Corning, Inc.
Technical Solution: Corning has developed advanced microreactor systems with integrated membrane technology for gas-liquid reactions. Their Advanced-Flow™ Reactors (AFR) feature a unique heart-shaped design that creates uniform mixing patterns and excellent mass transfer capabilities. The company's membrane integration approach involves embedding selectively permeable membranes within the microreactor channels, allowing precise control of gas introduction into liquid reaction media. This technology enables controlled, gradual gas diffusion through membranes rather than direct bubbling, significantly enhancing gas-liquid contact efficiency. Corning's systems utilize various membrane materials including polymeric (PDMS, PTFE) and ceramic options, selected based on specific reaction requirements and chemical compatibility. Their microreactors achieve reaction intensification through improved heat transfer (up to 100 times better than batch reactors), enhanced mass transfer, and precise residence time control, making them particularly valuable for hydrogenation, oxidation, and carbonylation processes.
Strengths: Superior heat management capabilities prevent hotspot formation; exceptional mass transfer efficiency increases reaction rates; modular design allows easy scaling; reduced catalyst deactivation extends catalyst lifetime. Weaknesses: Higher initial capital investment compared to conventional systems; potential membrane fouling in certain applications; limited compatibility with highly viscous reaction media.
Key Patents and Innovations in Gas-Liquid Membrane Contactors
Multi-channel microreactor, method of producing the same, and gas-liquid reaction using the same
PatentActiveKR1020130029138A
Innovation
- A microreactor with double channels separated by a gas permeable membrane, coated with chemical-resistant materials such as polyvinylsilazane, to enhance safety and increase gas-liquid contact area, allowing for stable and efficient mixing reactions.




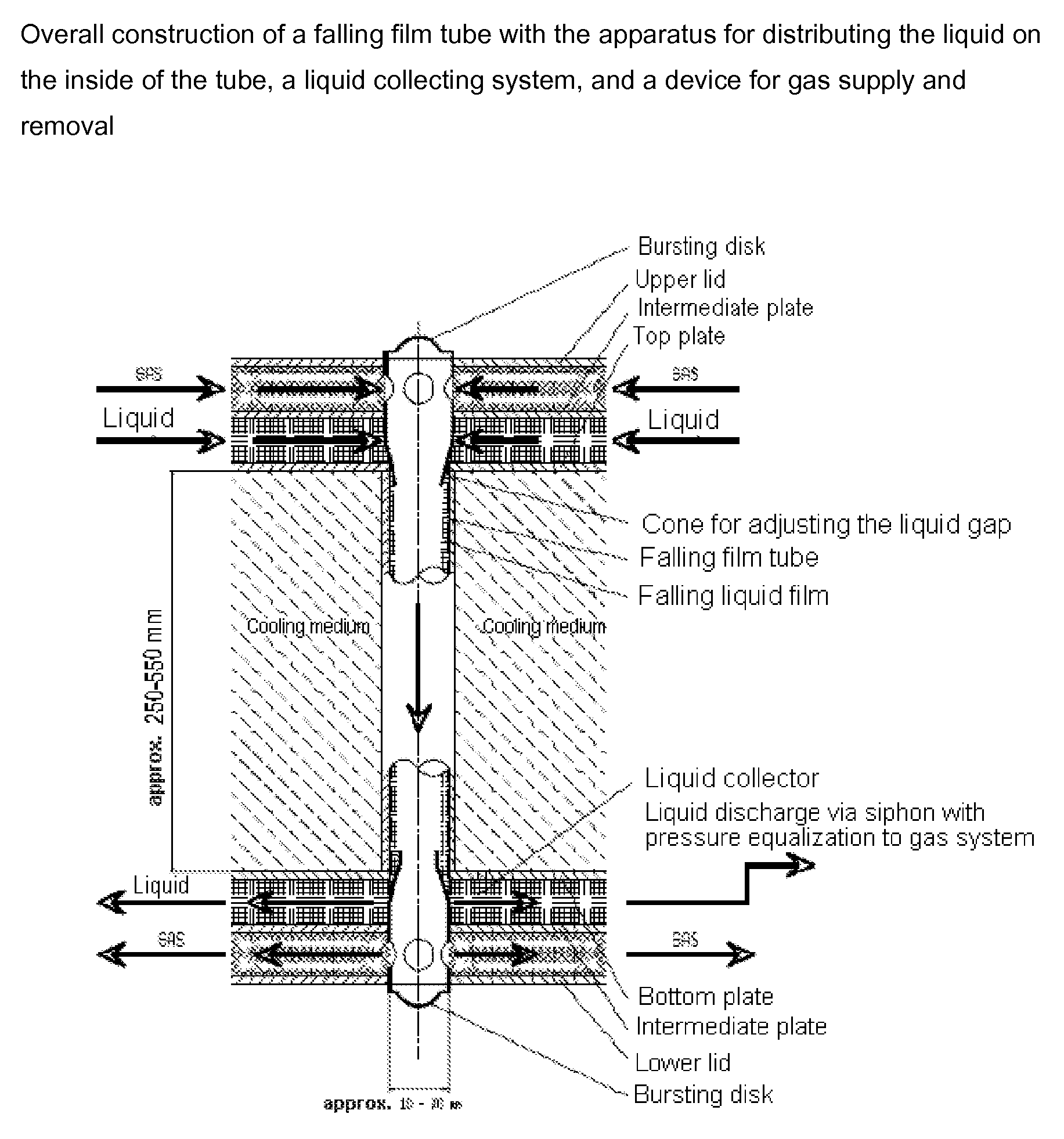
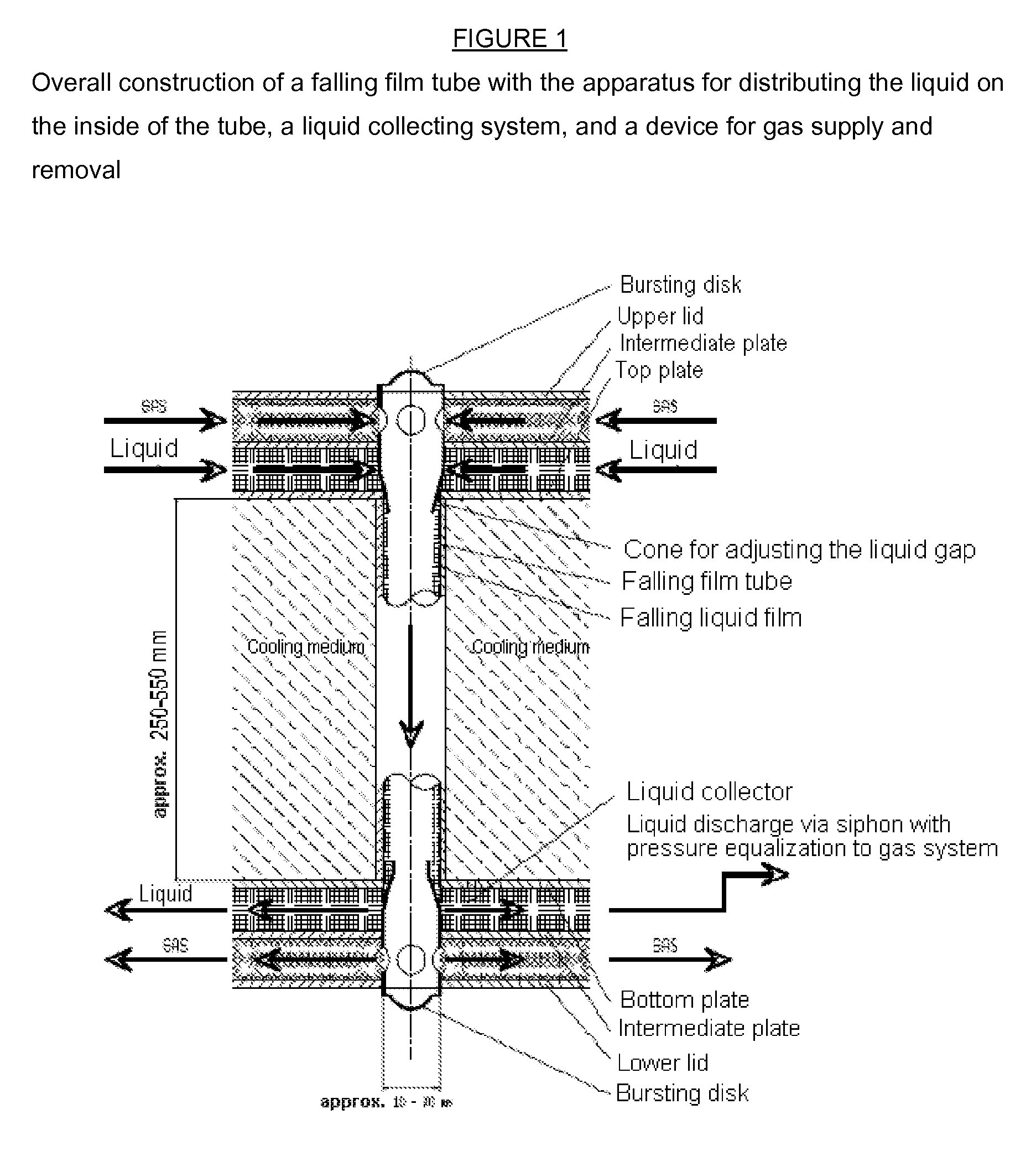
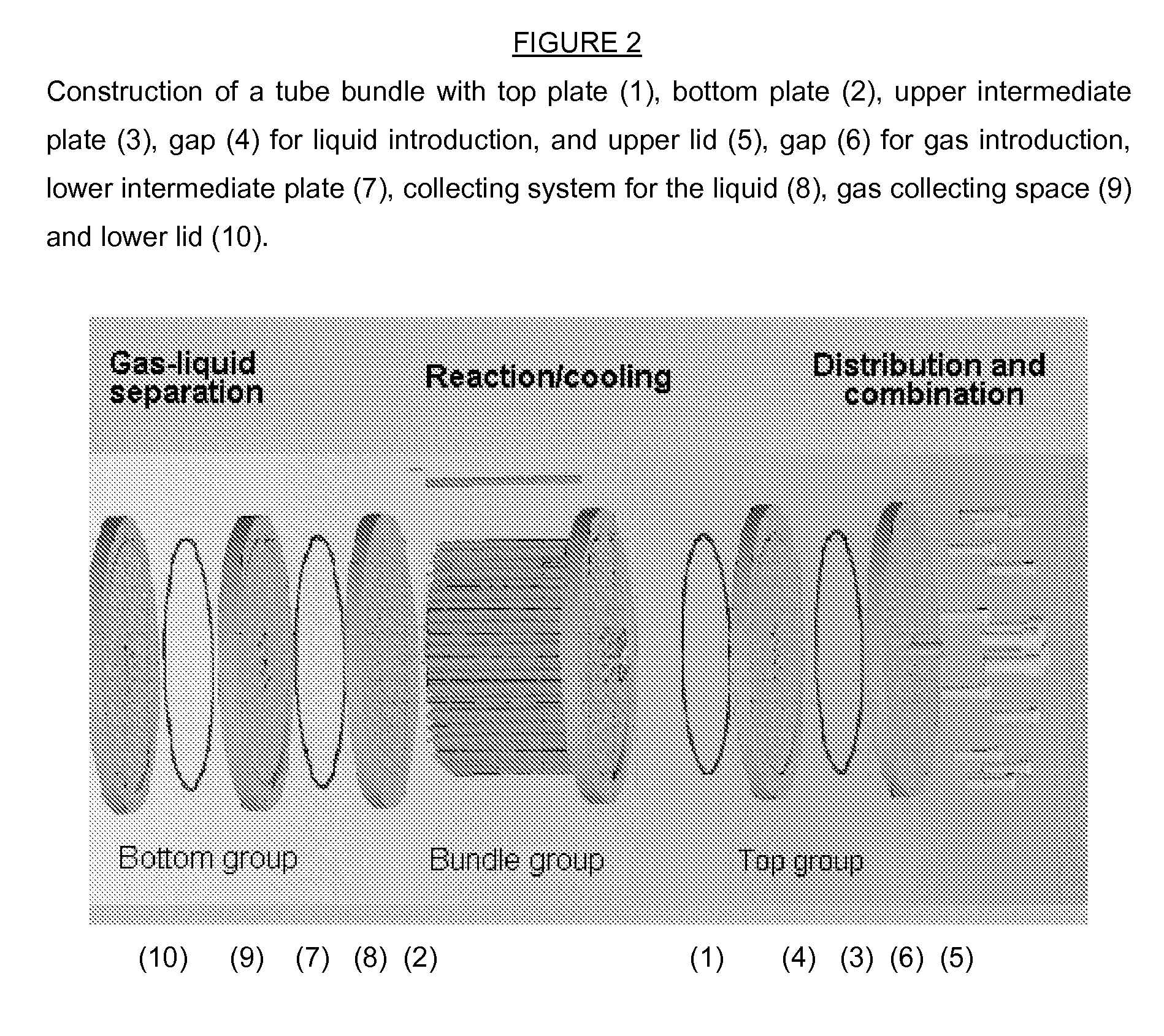
Tube bundle falling film microreactor for performing gas liquid reactions
PatentActiveUS8221708B2
Innovation
- A tube bundle falling film microreactor design featuring vertical tubes with internal liquid distribution and collection systems, and separate gas supply and removal, mimicking tube bundle heat exchanger construction to simplify scalability and enhance safety through reduced gas space and modular design.

Scale-up Strategies for Industrial Implementation
The industrial implementation of microreactors with membrane integration for gas-liquid reactions requires careful consideration of scale-up strategies to maintain the advantages observed at laboratory scale. Traditional scale-up approaches involving larger equipment dimensions often fail for these systems due to the fundamental changes in transport phenomena that occur with increasing size. Instead, a "numbering-up" approach has emerged as the preferred strategy, where multiple microreactor units operate in parallel to increase throughput while preserving the beneficial characteristics of microscale operations.
Numbering-up can be implemented through internal or external approaches. Internal numbering-up involves increasing the number of microchannels within a single device, maintaining a common fluid distribution system. This approach offers compactness but presents challenges in ensuring uniform flow distribution across all channels. External numbering-up connects multiple complete microreactor units in parallel, which simplifies maintenance and allows for modular capacity expansion, though it requires more complex control systems and larger footprints.
Smart manufacturing principles are increasingly being incorporated into scale-up strategies for membrane-integrated microreactors. Advanced process control systems utilizing real-time monitoring with integrated sensors enable precise regulation of reaction conditions across multiple units. These systems can compensate for minor variations between parallel units, ensuring consistent product quality despite manufacturing tolerances.
Material selection becomes increasingly critical during scale-up, as economic considerations gain importance alongside performance requirements. While laboratory prototypes may utilize exotic materials like platinum or specialized polymers, industrial implementation often necessitates more cost-effective alternatives that maintain adequate performance characteristics. Computational fluid dynamics (CFD) modeling plays a vital role in predicting performance across different scales and optimizing designs before physical implementation.
Hybrid approaches combining microreactor technology with conventional process equipment represent another viable scale-up strategy. In these systems, membrane-integrated microreactors handle the most challenging aspects of gas-liquid contacting, while conventional equipment manages less demanding process steps. This approach leverages the strengths of each technology while minimizing overall capital investment.
Regulatory considerations also significantly impact scale-up strategies, particularly in pharmaceutical and fine chemical industries. Continuous processing using microreactors offers advantages in regulatory compliance through improved process consistency and traceability, but requires thorough validation protocols to demonstrate equivalence across multiple parallel units.
Numbering-up can be implemented through internal or external approaches. Internal numbering-up involves increasing the number of microchannels within a single device, maintaining a common fluid distribution system. This approach offers compactness but presents challenges in ensuring uniform flow distribution across all channels. External numbering-up connects multiple complete microreactor units in parallel, which simplifies maintenance and allows for modular capacity expansion, though it requires more complex control systems and larger footprints.
Smart manufacturing principles are increasingly being incorporated into scale-up strategies for membrane-integrated microreactors. Advanced process control systems utilizing real-time monitoring with integrated sensors enable precise regulation of reaction conditions across multiple units. These systems can compensate for minor variations between parallel units, ensuring consistent product quality despite manufacturing tolerances.
Material selection becomes increasingly critical during scale-up, as economic considerations gain importance alongside performance requirements. While laboratory prototypes may utilize exotic materials like platinum or specialized polymers, industrial implementation often necessitates more cost-effective alternatives that maintain adequate performance characteristics. Computational fluid dynamics (CFD) modeling plays a vital role in predicting performance across different scales and optimizing designs before physical implementation.
Hybrid approaches combining microreactor technology with conventional process equipment represent another viable scale-up strategy. In these systems, membrane-integrated microreactors handle the most challenging aspects of gas-liquid contacting, while conventional equipment manages less demanding process steps. This approach leverages the strengths of each technology while minimizing overall capital investment.
Regulatory considerations also significantly impact scale-up strategies, particularly in pharmaceutical and fine chemical industries. Continuous processing using microreactors offers advantages in regulatory compliance through improved process consistency and traceability, but requires thorough validation protocols to demonstrate equivalence across multiple parallel units.
Sustainability and Green Chemistry Applications
Membrane-integrated microreactors represent a significant advancement in sustainable chemical processing, offering unprecedented opportunities for green chemistry applications. These systems excel at minimizing waste generation through precise reaction control and enhanced mass transfer efficiency, directly supporting the principles of atom economy and waste prevention central to green chemistry. The integration of membranes enables selective separation of products during reaction, reducing downstream purification requirements and associated energy consumption.
The environmental impact of chemical manufacturing is substantially reduced through these technologies, with studies demonstrating up to 60% reduction in solvent usage and 40-50% decrease in energy consumption compared to conventional batch processes. This translates to smaller carbon footprints and reduced environmental hazards across pharmaceutical, fine chemical, and specialty chemical industries.
Membrane-integrated microreactors enable intensified processes that operate under milder conditions, often eliminating the need for harsh reagents or extreme temperatures. This capability has proven particularly valuable for oxidation reactions, hydrogenations, and carbonylations that traditionally pose significant safety and environmental challenges. The controlled gas-liquid interface created by membranes prevents runaway reactions while maximizing reactant utilization.
Circular economy principles are effectively implemented through these systems by facilitating catalyst recovery and reuse. Immobilized catalysts retained by membranes can be continuously used without contaminating product streams, dramatically reducing precious metal consumption and waste. Several industrial implementations have demonstrated catalyst lifetimes extended by factors of 5-10 compared to conventional systems.
Water conservation represents another critical sustainability benefit, with membrane-integrated systems requiring significantly less water for both reaction and cleaning operations. The precise control over reaction parameters reduces byproduct formation, thereby minimizing wastewater treatment requirements. Recent applications in pharmaceutical manufacturing have shown water usage reductions exceeding 70% compared to batch processes.
The scalability of these technologies through numbering-up rather than traditional scale-up preserves efficiency advantages while meeting industrial production demands. This approach maintains the inherent safety and sustainability benefits across production scales, offering a viable pathway for implementing green chemistry principles in commercial manufacturing. Several companies have successfully deployed modular membrane microreactor systems that maintain consistent performance from laboratory to production scales.
The environmental impact of chemical manufacturing is substantially reduced through these technologies, with studies demonstrating up to 60% reduction in solvent usage and 40-50% decrease in energy consumption compared to conventional batch processes. This translates to smaller carbon footprints and reduced environmental hazards across pharmaceutical, fine chemical, and specialty chemical industries.
Membrane-integrated microreactors enable intensified processes that operate under milder conditions, often eliminating the need for harsh reagents or extreme temperatures. This capability has proven particularly valuable for oxidation reactions, hydrogenations, and carbonylations that traditionally pose significant safety and environmental challenges. The controlled gas-liquid interface created by membranes prevents runaway reactions while maximizing reactant utilization.
Circular economy principles are effectively implemented through these systems by facilitating catalyst recovery and reuse. Immobilized catalysts retained by membranes can be continuously used without contaminating product streams, dramatically reducing precious metal consumption and waste. Several industrial implementations have demonstrated catalyst lifetimes extended by factors of 5-10 compared to conventional systems.
Water conservation represents another critical sustainability benefit, with membrane-integrated systems requiring significantly less water for both reaction and cleaning operations. The precise control over reaction parameters reduces byproduct formation, thereby minimizing wastewater treatment requirements. Recent applications in pharmaceutical manufacturing have shown water usage reductions exceeding 70% compared to batch processes.
The scalability of these technologies through numbering-up rather than traditional scale-up preserves efficiency advantages while meeting industrial production demands. This approach maintains the inherent safety and sustainability benefits across production scales, offering a viable pathway for implementing green chemistry principles in commercial manufacturing. Several companies have successfully deployed modular membrane microreactor systems that maintain consistent performance from laboratory to production scales.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!