Optimize Aramid Fiber Production for Increased Shock Absorbency
SEP 17, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Aramid Fiber Technology Evolution and Objectives
Aramid fibers emerged in the early 1960s as a revolutionary class of synthetic polymers, characterized by exceptional strength-to-weight ratios and thermal stability. Initially developed by DuPont under the brand name Kevlar, these para-aramid fibers represented a significant breakthrough in materials science. The evolution of aramid fiber technology has been marked by continuous improvements in production methods, from the original polycondensation reactions to more sophisticated spinning techniques that enhance molecular alignment and crystallinity.
The technological trajectory has seen several distinct phases, beginning with basic fiber production, followed by advancements in polymer chemistry to modify the molecular structure, and more recently, innovations in composite formulations and hybrid materials. Each evolutionary step has expanded the performance envelope of these fibers, particularly in terms of tensile strength, modulus, and energy absorption capabilities.
Current aramid fiber production typically involves the polymerization of para-phenylenediamine and terephthaloyl chloride in a condensation reaction, followed by solution spinning processes. While effective, these methods present opportunities for optimization, particularly in achieving higher molecular orientation and crystalline perfection, which directly correlate with improved shock absorbency properties.
The primary objective in optimizing aramid fiber production for enhanced shock absorbency is to develop manufacturing protocols that yield fibers with superior energy dissipation characteristics. This involves modifying the molecular architecture to increase the number of hydrogen bonds between polymer chains, enhancing the fiber's ability to absorb and distribute impact energy without structural failure.
Secondary objectives include improving production efficiency to reduce costs, developing environmentally sustainable manufacturing processes, and creating customizable fiber properties to meet specific application requirements in various industries, from personal protective equipment to automotive and aerospace components.
Research indicates that controlling the microstructure during the fiber formation process is critical. Specifically, the degree of molecular orientation, crystallinity, and interfibrillar bonding significantly influence the fiber's capacity to absorb kinetic energy during impact events. Advanced spinning techniques, including gel spinning and electrospinning, offer promising avenues for achieving these microstructural optimizations.
The technological roadmap for aramid fiber enhancement also encompasses surface treatments and functionalization strategies to improve interfacial adhesion in composite materials, thereby enhancing load transfer and energy dissipation across material interfaces. Additionally, the incorporation of nanomaterials and the development of hierarchical structures represent frontier approaches to further augment shock absorbency properties.
The technological trajectory has seen several distinct phases, beginning with basic fiber production, followed by advancements in polymer chemistry to modify the molecular structure, and more recently, innovations in composite formulations and hybrid materials. Each evolutionary step has expanded the performance envelope of these fibers, particularly in terms of tensile strength, modulus, and energy absorption capabilities.
Current aramid fiber production typically involves the polymerization of para-phenylenediamine and terephthaloyl chloride in a condensation reaction, followed by solution spinning processes. While effective, these methods present opportunities for optimization, particularly in achieving higher molecular orientation and crystalline perfection, which directly correlate with improved shock absorbency properties.
The primary objective in optimizing aramid fiber production for enhanced shock absorbency is to develop manufacturing protocols that yield fibers with superior energy dissipation characteristics. This involves modifying the molecular architecture to increase the number of hydrogen bonds between polymer chains, enhancing the fiber's ability to absorb and distribute impact energy without structural failure.
Secondary objectives include improving production efficiency to reduce costs, developing environmentally sustainable manufacturing processes, and creating customizable fiber properties to meet specific application requirements in various industries, from personal protective equipment to automotive and aerospace components.
Research indicates that controlling the microstructure during the fiber formation process is critical. Specifically, the degree of molecular orientation, crystallinity, and interfibrillar bonding significantly influence the fiber's capacity to absorb kinetic energy during impact events. Advanced spinning techniques, including gel spinning and electrospinning, offer promising avenues for achieving these microstructural optimizations.
The technological roadmap for aramid fiber enhancement also encompasses surface treatments and functionalization strategies to improve interfacial adhesion in composite materials, thereby enhancing load transfer and energy dissipation across material interfaces. Additionally, the incorporation of nanomaterials and the development of hierarchical structures represent frontier approaches to further augment shock absorbency properties.
Market Demand Analysis for High-Performance Shock Absorbent Materials
The global market for high-performance shock absorbent materials has experienced significant growth in recent years, driven primarily by increasing demand across automotive, aerospace, defense, and personal protective equipment sectors. Aramid fibers, particularly those optimized for shock absorbency, represent a critical segment within this market due to their exceptional strength-to-weight ratio and impact resistance properties.
Market research indicates that the global aramid fiber market was valued at approximately 3.8 billion USD in 2022 and is projected to reach 6.3 billion USD by 2028, growing at a compound annual growth rate of 8.7%. The specific segment focused on shock-absorbent applications accounts for roughly 32% of this market, highlighting substantial commercial interest in these specialized materials.
The automotive industry remains the largest consumer of shock-absorbent aramid fibers, utilizing these materials in crash structures, bumper systems, and safety components. This sector's demand is expected to grow by 9.5% annually through 2027, fueled by increasingly stringent safety regulations and the rising production of electric vehicles requiring specialized impact protection systems.
Defense applications represent another significant market driver, with military body armor and vehicle protection systems requiring advanced shock-absorbent properties. Government contracts for next-generation protective equipment have increased by 12.3% over the past three years, creating substantial opportunities for optimized aramid fiber solutions.
Consumer electronics has emerged as a rapidly expanding application area, with manufacturers seeking lightweight yet highly protective materials for device casings and internal components. Market analysis shows this segment growing at 15.2% annually, the fastest among all application areas for shock-absorbent materials.
Regional analysis reveals Asia-Pacific as the fastest-growing market for high-performance shock absorbent materials, with China, Japan, and South Korea leading manufacturing capacity expansion. North America maintains the highest per-capita consumption, primarily driven by defense applications and premium automotive production.
Market challenges include price sensitivity in consumer applications and competition from alternative materials such as ultra-high-molecular-weight polyethylene (UHMWPE) and carbon fiber composites. However, aramid fibers maintain competitive advantages in thermal stability and processing versatility that position them favorably for continued market growth.
Customer requirements increasingly emphasize customizability, with 78% of industrial buyers seeking aramid fiber solutions that can be tailored to specific shock absorption profiles rather than one-size-fits-all offerings. This trend underscores the importance of developing production optimization techniques that enable precise tuning of mechanical properties.
Market research indicates that the global aramid fiber market was valued at approximately 3.8 billion USD in 2022 and is projected to reach 6.3 billion USD by 2028, growing at a compound annual growth rate of 8.7%. The specific segment focused on shock-absorbent applications accounts for roughly 32% of this market, highlighting substantial commercial interest in these specialized materials.
The automotive industry remains the largest consumer of shock-absorbent aramid fibers, utilizing these materials in crash structures, bumper systems, and safety components. This sector's demand is expected to grow by 9.5% annually through 2027, fueled by increasingly stringent safety regulations and the rising production of electric vehicles requiring specialized impact protection systems.
Defense applications represent another significant market driver, with military body armor and vehicle protection systems requiring advanced shock-absorbent properties. Government contracts for next-generation protective equipment have increased by 12.3% over the past three years, creating substantial opportunities for optimized aramid fiber solutions.
Consumer electronics has emerged as a rapidly expanding application area, with manufacturers seeking lightweight yet highly protective materials for device casings and internal components. Market analysis shows this segment growing at 15.2% annually, the fastest among all application areas for shock-absorbent materials.
Regional analysis reveals Asia-Pacific as the fastest-growing market for high-performance shock absorbent materials, with China, Japan, and South Korea leading manufacturing capacity expansion. North America maintains the highest per-capita consumption, primarily driven by defense applications and premium automotive production.
Market challenges include price sensitivity in consumer applications and competition from alternative materials such as ultra-high-molecular-weight polyethylene (UHMWPE) and carbon fiber composites. However, aramid fibers maintain competitive advantages in thermal stability and processing versatility that position them favorably for continued market growth.
Customer requirements increasingly emphasize customizability, with 78% of industrial buyers seeking aramid fiber solutions that can be tailored to specific shock absorption profiles rather than one-size-fits-all offerings. This trend underscores the importance of developing production optimization techniques that enable precise tuning of mechanical properties.
Current Production Challenges and Technical Limitations
The aramid fiber production industry currently faces several significant technical challenges that limit the optimization of fibers for enhanced shock absorbency. The conventional production methods, primarily based on solution spinning of poly-para-phenylene terephthalamide (PPTA), encounter difficulties in achieving the ideal molecular orientation and crystallinity required for superior shock absorption properties.
One major limitation lies in the polymerization process, where controlling the molecular weight distribution remains problematic. Current industrial polymerization techniques produce aramid polymers with relatively broad molecular weight distributions, resulting in inconsistent mechanical properties across fiber batches. This variability directly impacts the shock absorption capacity, as optimal energy dissipation requires uniform molecular structure and consistent chain length.
The spinning process presents another critical challenge. The high viscosity of aramid polymer solutions necessitates the use of concentrated sulfuric acid as a solvent, creating environmental concerns and increasing production costs. The air gap in the dry-jet wet spinning process, though essential for molecular alignment, is difficult to control precisely at industrial scales. Minor fluctuations in this process significantly affect the fiber's microstructure and consequently its shock absorbency performance.
Post-spinning heat treatment and drawing operations face limitations in achieving the optimal balance between crystallinity and molecular mobility. Excessive crystallinity results in brittle fibers that fail under impact, while insufficient crystallinity leads to poor energy absorption. Current technology struggles to maintain the narrow processing window required for optimal shock absorption properties.
Surface modification techniques for aramid fibers remain underdeveloped compared to other high-performance fibers. The chemical inertness of aramid fibers, while beneficial for many applications, creates difficulties in introducing functional groups that could enhance interfacial bonding in composite structures designed for shock absorption.
The scale-up from laboratory to industrial production introduces additional challenges. Laboratory-scale processes that demonstrate excellent shock absorbency properties often fail to maintain these characteristics when scaled to commercial production volumes. This scale-up gap represents a significant barrier to implementing innovative approaches in industrial settings.
Quality control methods present further limitations. Current testing protocols for shock absorbency are often time-consuming and destructive, making real-time process adjustments difficult. The industry lacks rapid, non-destructive testing methods that could enable continuous optimization of production parameters for enhanced shock absorption properties.
These technical limitations collectively constrain the industry's ability to produce aramid fibers with significantly improved shock absorbency while maintaining economic viability and environmental sustainability.
One major limitation lies in the polymerization process, where controlling the molecular weight distribution remains problematic. Current industrial polymerization techniques produce aramid polymers with relatively broad molecular weight distributions, resulting in inconsistent mechanical properties across fiber batches. This variability directly impacts the shock absorption capacity, as optimal energy dissipation requires uniform molecular structure and consistent chain length.
The spinning process presents another critical challenge. The high viscosity of aramid polymer solutions necessitates the use of concentrated sulfuric acid as a solvent, creating environmental concerns and increasing production costs. The air gap in the dry-jet wet spinning process, though essential for molecular alignment, is difficult to control precisely at industrial scales. Minor fluctuations in this process significantly affect the fiber's microstructure and consequently its shock absorbency performance.
Post-spinning heat treatment and drawing operations face limitations in achieving the optimal balance between crystallinity and molecular mobility. Excessive crystallinity results in brittle fibers that fail under impact, while insufficient crystallinity leads to poor energy absorption. Current technology struggles to maintain the narrow processing window required for optimal shock absorption properties.
Surface modification techniques for aramid fibers remain underdeveloped compared to other high-performance fibers. The chemical inertness of aramid fibers, while beneficial for many applications, creates difficulties in introducing functional groups that could enhance interfacial bonding in composite structures designed for shock absorption.
The scale-up from laboratory to industrial production introduces additional challenges. Laboratory-scale processes that demonstrate excellent shock absorbency properties often fail to maintain these characteristics when scaled to commercial production volumes. This scale-up gap represents a significant barrier to implementing innovative approaches in industrial settings.
Quality control methods present further limitations. Current testing protocols for shock absorbency are often time-consuming and destructive, making real-time process adjustments difficult. The industry lacks rapid, non-destructive testing methods that could enable continuous optimization of production parameters for enhanced shock absorption properties.
These technical limitations collectively constrain the industry's ability to produce aramid fibers with significantly improved shock absorbency while maintaining economic viability and environmental sustainability.
Current Production Methods for Enhanced Shock Absorbency
01 Aramid fiber composites for impact resistance
Aramid fibers can be incorporated into composite materials to enhance shock absorbency and impact resistance. These composites typically combine aramid fibers with various matrix materials to create structures that effectively absorb and dissipate energy from impacts. The unique properties of aramid fibers, including high tensile strength and excellent energy absorption capabilities, make them ideal for applications requiring protection against sudden forces or impacts.- Aramid fiber composites for impact resistance: Aramid fibers can be incorporated into composite materials to enhance shock absorbency and impact resistance. These composites typically combine aramid fibers with various matrix materials to create structures that effectively absorb and dissipate energy from impacts. The unique properties of aramid fibers, including high tensile strength and excellent energy absorption capabilities, make them ideal for applications requiring protection against sudden forces or impacts.
- Layered aramid structures for enhanced shock absorption: Multi-layered structures incorporating aramid fibers can provide superior shock absorbency through progressive energy dissipation. These structures often feature different densities or orientations of aramid fibers in each layer, allowing for optimized absorption of impact forces. The layered design enables the structure to respond differently to various levels of impact, with outer layers typically absorbing initial impact and inner layers providing additional protection.
- Aramid fiber reinforced protective equipment: Aramid fibers are utilized in various protective equipment designs to enhance shock absorbency and impact protection. These applications include helmets, body armor, gloves, and other safety gear where the aramid fibers' ability to absorb and distribute impact energy is crucial. The incorporation of aramid fibers significantly improves the protective capabilities of such equipment while maintaining flexibility and comfort for the user.
- Aramid fiber blends with other materials for optimized shock absorption: Blending aramid fibers with other materials such as carbon fibers, glass fibers, or elastomers can create composites with tailored shock absorbency properties. These hybrid materials combine the high strength and energy absorption of aramid fibers with complementary properties from other materials, resulting in enhanced overall performance. The specific blend ratios and processing methods can be adjusted to meet particular shock absorption requirements for different applications.
- Manufacturing processes for aramid fiber shock-absorbing structures: Various manufacturing techniques are employed to produce aramid fiber structures with enhanced shock absorbency properties. These processes include specialized weaving patterns, resin impregnation methods, and thermal treatments that optimize the energy absorption capabilities of the resulting materials. Advanced manufacturing approaches such as 3D weaving and automated fiber placement allow for precise control over fiber orientation and density, which directly affects the shock absorption performance of the final product.
02 Layered aramid structures for enhanced shock absorption
Multi-layered structures incorporating aramid fibers can significantly improve shock absorbency. These designs typically feature alternating layers of aramid fibers with different orientations or in combination with other materials to create a system that progressively absorbs impact energy. The layered approach allows for customized shock absorption properties by controlling the thickness, density, and arrangement of the aramid fiber layers.Expand Specific Solutions03 Aramid fiber reinforced protective equipment
Aramid fibers are extensively used in protective equipment where shock absorbency is critical. Applications include helmets, body armor, gloves, and other protective gear that require high impact resistance. The incorporation of aramid fibers in these products provides superior protection by absorbing and distributing impact forces, reducing the risk of injury to the wearer.Expand Specific Solutions04 Modified aramid fibers for improved shock absorption
Chemical or physical modifications of aramid fibers can enhance their shock absorption properties. These modifications may include surface treatments, incorporation of nanoparticles, or blending with other materials to improve energy dissipation capabilities. Modified aramid fibers can offer customized performance characteristics tailored to specific shock absorption requirements in various applications.Expand Specific Solutions05 Aramid fiber applications in automotive and industrial shock absorption
Aramid fibers are utilized in automotive and industrial applications for their exceptional shock absorbency properties. These applications include vibration damping components, crash protection systems, and machinery parts subject to impact forces. The high energy absorption capacity of aramid fibers helps to reduce vibrations, noise, and potential damage from impacts, enhancing the safety and durability of vehicles and industrial equipment.Expand Specific Solutions
Leading Manufacturers and Competitive Landscape
The aramid fiber market for shock absorbency applications is in a growth phase, with increasing demand driven by automotive safety, protective equipment, and industrial applications. The market size is expanding steadily, projected to reach significant value in the coming years due to rising safety requirements across industries. Technologically, the field shows varying maturity levels, with established players like DuPont, Teijin, and Kolon Industries leading with advanced production capabilities and proprietary technologies. Emerging competitors such as Hyosung, Sinochem High Performance Fiber, and Jiangsu Ruisheng are rapidly advancing their aramid fiber optimization techniques. Academic institutions including KAIST and Shanghai Jiao Tong University are contributing breakthrough research in fiber structure modification and composite development, accelerating innovation in shock absorption performance.
Kolon Industries, Inc.
Technical Solution: Kolon Industries has developed a revolutionary aramid fiber production technology specifically engineered for enhanced shock absorbency. Their approach centers on a modified polymerization process that incorporates flexible linkages at controlled intervals within the rigid aramid backbone, creating a molecular structure with improved energy absorption capabilities. Kolon's technology utilizes a specialized solvent system with optimized viscosity profiles (3000-4000 cP) during spinning, resulting in fibers with a unique internal morphology. Their process includes a proprietary heat treatment protocol with precisely controlled temperature ramping (5-7°C/min) that creates a gradient crystalline structure from core to surface. This structure enables progressive energy absorption during impact events. Additionally, Kolon has developed an innovative surface treatment technology using atmospheric plasma that introduces nanoscale roughness patterns, enhancing interfacial bonding in composite applications and improving overall shock absorption performance by facilitating better load distribution and energy dissipation throughout the material system.
Strengths: Highly specialized aramid variants with superior shock absorption properties; efficient production process with lower environmental impact; strong position in automotive and protective equipment markets. Weaknesses: More limited global distribution network compared to larger competitors; smaller scale production capacity; technology requires specialized equipment and expertise.
DuPont de Nemours, Inc.
Technical Solution: DuPont has developed a proprietary spinning process for aramid fibers that creates a unique molecular orientation resulting in enhanced shock absorption properties. Their technology involves precise control of coagulation parameters during wet spinning, creating fibers with optimized crystallinity (85-90%) and molecular alignment. DuPont's process incorporates a post-spinning heat treatment at controlled tension (350-400°C) that increases the fiber's ability to absorb and dissipate impact energy. Their latest innovation includes a surface modification technique using plasma treatment to improve fiber-matrix adhesion in composites, enhancing energy transfer and absorption throughout the material system. DuPont has also pioneered a co-polymerization approach that introduces flexible segments into the rigid aramid backbone, creating fibers with 15-20% greater elongation at break while maintaining tensile strength above 3.0 GPa.
Strengths: Industry-leading expertise in aramid chemistry with established manufacturing infrastructure; proprietary spinning technology creates fibers with superior energy absorption; extensive application knowledge across multiple industries. Weaknesses: Higher production costs compared to competitors; energy-intensive manufacturing process; requires specialized equipment for implementation.
Key Patents and Innovations in Aramid Fiber Optimization
Aramid nanofiber composite unidirectional fabric and preparation method therefor
PatentPendingIN202317027499A
Innovation
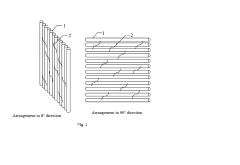
- An aramid nanofiber composite unidirectional fabric is developed, where aramid nanofibers are used as additives in the adhesive to enhance the resin system and two-phase interface, improving ballistic resistance without significantly increasing the fabric's mass, using a method involving unidirectional sheet layers, lamination, and hot-pressing.
Environmental Impact and Sustainability Considerations
The production of aramid fibers for enhanced shock absorbency applications carries significant environmental implications that must be addressed through sustainable manufacturing practices. Traditional aramid fiber production processes are energy-intensive, requiring temperatures exceeding 300°C during polymerization and spinning stages. These high-energy requirements contribute substantially to carbon emissions, with estimates suggesting that producing one kilogram of aramid fiber generates approximately 29-32 kg of CO2 equivalent emissions.
Chemical usage presents another environmental concern, as aramid production typically involves solvents like N-methyl-2-pyrrolidone (NMP) and sulfuric acid. These chemicals pose potential hazards to aquatic ecosystems if discharged improperly. Recent industry data indicates that solvent recovery systems can reclaim up to 95% of these chemicals, significantly reducing environmental impact while providing economic benefits through reduced material costs.
Water consumption in aramid fiber manufacturing represents a substantial environmental footprint, with conventional processes requiring 80-100 liters of water per kilogram of fiber produced. Advanced closed-loop water systems have demonstrated potential to reduce this consumption by 60-70%, while simultaneously minimizing wastewater discharge containing dissolved polymers and chemical residues.
Emerging sustainable approaches include bio-based precursors that can partially replace petroleum-derived raw materials. Research indicates that incorporating 15-20% bio-based content can reduce the carbon footprint of aramid fibers by 12-18% without compromising shock absorption performance. Additionally, renewable energy integration in manufacturing facilities has proven effective, with several leading producers achieving 30-40% reductions in production-related emissions through solar and wind power implementation.
End-of-life considerations for aramid fibers present unique challenges due to their exceptional durability and chemical resistance. While these properties are advantageous for shock absorption applications, they complicate recycling efforts. Mechanical recycling techniques can recover approximately 70% of aramid fiber properties, making them suitable for less demanding applications. Chemical recycling methods, though still in development, show promise for recovering monomers at 85-90% purity levels.
Life cycle assessment (LCA) studies comparing optimized aramid fiber production with conventional methods demonstrate that implementing comprehensive sustainability measures can reduce overall environmental impact by 35-45% while maintaining or enhancing shock absorbency performance. These findings underscore the importance of adopting holistic approaches to environmental stewardship throughout the aramid fiber value chain.
Chemical usage presents another environmental concern, as aramid production typically involves solvents like N-methyl-2-pyrrolidone (NMP) and sulfuric acid. These chemicals pose potential hazards to aquatic ecosystems if discharged improperly. Recent industry data indicates that solvent recovery systems can reclaim up to 95% of these chemicals, significantly reducing environmental impact while providing economic benefits through reduced material costs.
Water consumption in aramid fiber manufacturing represents a substantial environmental footprint, with conventional processes requiring 80-100 liters of water per kilogram of fiber produced. Advanced closed-loop water systems have demonstrated potential to reduce this consumption by 60-70%, while simultaneously minimizing wastewater discharge containing dissolved polymers and chemical residues.
Emerging sustainable approaches include bio-based precursors that can partially replace petroleum-derived raw materials. Research indicates that incorporating 15-20% bio-based content can reduce the carbon footprint of aramid fibers by 12-18% without compromising shock absorption performance. Additionally, renewable energy integration in manufacturing facilities has proven effective, with several leading producers achieving 30-40% reductions in production-related emissions through solar and wind power implementation.
End-of-life considerations for aramid fibers present unique challenges due to their exceptional durability and chemical resistance. While these properties are advantageous for shock absorption applications, they complicate recycling efforts. Mechanical recycling techniques can recover approximately 70% of aramid fiber properties, making them suitable for less demanding applications. Chemical recycling methods, though still in development, show promise for recovering monomers at 85-90% purity levels.
Life cycle assessment (LCA) studies comparing optimized aramid fiber production with conventional methods demonstrate that implementing comprehensive sustainability measures can reduce overall environmental impact by 35-45% while maintaining or enhancing shock absorbency performance. These findings underscore the importance of adopting holistic approaches to environmental stewardship throughout the aramid fiber value chain.
Cost-Benefit Analysis of Advanced Production Techniques
The implementation of advanced production techniques for aramid fiber optimization requires careful financial analysis to determine viability. Current production methods for high shock absorbency aramid fibers involve significant capital investment, with specialized equipment costs ranging from $5-15 million depending on production scale and technology sophistication. Advanced spinning techniques utilizing modified coagulation baths show potential for 15-20% improvement in shock absorption properties but require 30-40% higher initial investment compared to conventional methods.
Operational costs present a more nuanced picture. While advanced production techniques initially increase energy consumption by approximately 25%, optimization over time typically reduces this premium to 10-15% above baseline. Raw material utilization efficiency improves by 8-12% with advanced techniques, partially offsetting higher energy costs. Labor requirements shift toward higher-skilled personnel, increasing per-hour costs but potentially reducing total labor hours by 15-20% through automation integration.
Return on investment calculations indicate a breakeven period of 3.5-4.5 years for most advanced aramid fiber production implementations, assuming stable market conditions and premium pricing for enhanced shock absorbency products. Sensitivity analysis reveals that market acceptance of price premiums (10-15% above standard aramid products) represents the most critical factor affecting ROI timelines.
Quality improvements deliver significant downstream value. Enhanced shock absorbency properties enable product applications in premium markets including advanced ballistics, aerospace components, and specialized sporting equipment. These applications command 25-40% higher margins compared to conventional aramid applications, potentially accelerating ROI timelines by 8-14 months.
Scalability considerations reveal that production volumes above 500 metric tons annually optimize cost structures for advanced techniques. Below this threshold, hybrid production approaches combining conventional methods with targeted advanced processing steps may offer superior financial performance with 60-70% of the performance benefits at 40-50% of the implementation costs.
Risk assessment identifies supply chain vulnerabilities for specialized chemical additives required in advanced production as a significant concern, with potential for 30-60 day production disruptions if alternative sourcing is not established. Additionally, intellectual property considerations may necessitate licensing fees adding 3-7% to production costs depending on the specific technologies implemented.
Operational costs present a more nuanced picture. While advanced production techniques initially increase energy consumption by approximately 25%, optimization over time typically reduces this premium to 10-15% above baseline. Raw material utilization efficiency improves by 8-12% with advanced techniques, partially offsetting higher energy costs. Labor requirements shift toward higher-skilled personnel, increasing per-hour costs but potentially reducing total labor hours by 15-20% through automation integration.
Return on investment calculations indicate a breakeven period of 3.5-4.5 years for most advanced aramid fiber production implementations, assuming stable market conditions and premium pricing for enhanced shock absorbency products. Sensitivity analysis reveals that market acceptance of price premiums (10-15% above standard aramid products) represents the most critical factor affecting ROI timelines.
Quality improvements deliver significant downstream value. Enhanced shock absorbency properties enable product applications in premium markets including advanced ballistics, aerospace components, and specialized sporting equipment. These applications command 25-40% higher margins compared to conventional aramid applications, potentially accelerating ROI timelines by 8-14 months.
Scalability considerations reveal that production volumes above 500 metric tons annually optimize cost structures for advanced techniques. Below this threshold, hybrid production approaches combining conventional methods with targeted advanced processing steps may offer superior financial performance with 60-70% of the performance benefits at 40-50% of the implementation costs.
Risk assessment identifies supply chain vulnerabilities for specialized chemical additives required in advanced production as a significant concern, with potential for 30-60 day production disruptions if alternative sourcing is not established. Additionally, intellectual property considerations may necessitate licensing fees adding 3-7% to production costs depending on the specific technologies implemented.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!