

Optimize Lithium Hydroxide Synthesis For Cost Reduction
AUG 28, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Lithium Hydroxide Synthesis Background and Objectives
Lithium hydroxide has emerged as a critical material in the global energy transition, primarily due to its essential role in the production of high-performance lithium-ion batteries for electric vehicles and renewable energy storage systems. The synthesis of lithium hydroxide has traditionally followed several industrial pathways, with the most common being the lime soda process, electrolysis of lithium chloride solutions, and the conversion of lithium carbonate using calcium hydroxide.
The evolution of lithium hydroxide synthesis technologies has been driven by increasing demand from the battery sector, which has grown at a compound annual growth rate exceeding 20% since 2015. This exponential growth has highlighted inefficiencies in conventional production methods, particularly regarding energy consumption, reagent utilization, and waste generation, all of which contribute significantly to production costs.
Current industrial processes typically require substantial energy inputs, with thermal energy consumption ranging from 8-12 GJ per ton of lithium hydroxide produced. Additionally, conventional methods often achieve lithium recovery rates of only 80-85%, resulting in considerable material losses throughout the production chain. Water consumption remains another critical concern, with some processes requiring 50-70 cubic meters of water per ton of product.
The technical objectives for optimizing lithium hydroxide synthesis focus on several key performance indicators. Primary among these is reducing production costs by 30-40% through improved process efficiency and reagent recovery. This cost reduction is essential for maintaining competitiveness as lithium demand continues to surge while price pressures intensify from downstream battery manufacturers.
Specific technical targets include increasing lithium recovery rates to >95%, reducing energy consumption by at least 25%, minimizing water usage by implementing closed-loop systems, and developing processes capable of handling lower-grade lithium sources without compromising product quality. Additionally, there is a growing emphasis on developing synthesis routes that produce battery-grade lithium hydroxide (>99.5% purity) in fewer processing steps.
The environmental footprint of lithium hydroxide production has also become a significant consideration, with objectives to reduce carbon emissions by 40-50% compared to conventional methods. This aligns with the broader sustainability goals of the electric vehicle supply chain, where battery materials increasingly face scrutiny regarding their environmental credentials.
Recent technological breakthroughs in electrochemical processing, direct lithium extraction, and advanced separation techniques have opened new pathways for process optimization. These emerging technologies promise to address many of the inefficiencies inherent in traditional methods while potentially enabling more distributed production models closer to end markets.
The evolution of lithium hydroxide synthesis technologies has been driven by increasing demand from the battery sector, which has grown at a compound annual growth rate exceeding 20% since 2015. This exponential growth has highlighted inefficiencies in conventional production methods, particularly regarding energy consumption, reagent utilization, and waste generation, all of which contribute significantly to production costs.
Current industrial processes typically require substantial energy inputs, with thermal energy consumption ranging from 8-12 GJ per ton of lithium hydroxide produced. Additionally, conventional methods often achieve lithium recovery rates of only 80-85%, resulting in considerable material losses throughout the production chain. Water consumption remains another critical concern, with some processes requiring 50-70 cubic meters of water per ton of product.
The technical objectives for optimizing lithium hydroxide synthesis focus on several key performance indicators. Primary among these is reducing production costs by 30-40% through improved process efficiency and reagent recovery. This cost reduction is essential for maintaining competitiveness as lithium demand continues to surge while price pressures intensify from downstream battery manufacturers.
Specific technical targets include increasing lithium recovery rates to >95%, reducing energy consumption by at least 25%, minimizing water usage by implementing closed-loop systems, and developing processes capable of handling lower-grade lithium sources without compromising product quality. Additionally, there is a growing emphasis on developing synthesis routes that produce battery-grade lithium hydroxide (>99.5% purity) in fewer processing steps.
The environmental footprint of lithium hydroxide production has also become a significant consideration, with objectives to reduce carbon emissions by 40-50% compared to conventional methods. This aligns with the broader sustainability goals of the electric vehicle supply chain, where battery materials increasingly face scrutiny regarding their environmental credentials.
Recent technological breakthroughs in electrochemical processing, direct lithium extraction, and advanced separation techniques have opened new pathways for process optimization. These emerging technologies promise to address many of the inefficiencies inherent in traditional methods while potentially enabling more distributed production models closer to end markets.
Market Demand Analysis for Cost-Effective Lithium Hydroxide
The global lithium hydroxide market is experiencing unprecedented growth, primarily driven by the rapid expansion of the electric vehicle (EV) industry. Current market valuations indicate the lithium hydroxide market reached approximately 7.5 billion USD in 2022, with projections suggesting a compound annual growth rate (CAGR) of 13.8% through 2030. This substantial growth trajectory underscores the critical importance of cost-effective lithium hydroxide production methods.
Battery manufacturers represent the largest demand segment, accounting for over 65% of global lithium hydroxide consumption. The increasing energy density requirements of modern EV batteries have shifted preference from lithium carbonate to lithium hydroxide, particularly for high-nickel cathode formulations. This transition is evidenced by major battery producers like CATL, LG Energy Solution, and Samsung SDI increasing their lithium hydroxide procurement volumes by an average of 22% annually since 2020.
Cost sensitivity remains a paramount concern across the supply chain. EV manufacturers face intense pressure to reduce battery costs, with raw materials representing approximately 40% of total battery production expenses. Industry benchmarks indicate that lithium hydroxide typically constitutes 9-12% of cathode material costs. Consequently, a 15% reduction in lithium hydroxide production costs could potentially translate to a 1-2% decrease in overall battery costs, representing significant savings at scale.
Regional demand patterns reveal interesting dynamics. China dominates consumption, utilizing approximately 54% of global lithium hydroxide production, followed by South Korea (17%), Japan (12%), and North America (9%). European demand, while currently representing only 7% of the market, is growing at the fastest rate of 19% annually, driven by aggressive EV adoption policies and domestic battery production initiatives.
The industrial grade segment, requiring 55.0-56.5% LiOH content, represents approximately 18% of market demand, primarily serving glass, ceramics, and lubricant applications. However, battery-grade lithium hydroxide (minimum 56.5% LiOH content) commands premium pricing, typically 12-15% higher than industrial grade, reflecting the stringent purity requirements for battery applications.
Supply-demand imbalances have created significant price volatility, with spot prices fluctuating between 12,000-85,000 USD per tonne over the past three years. This volatility has accelerated interest in developing more cost-effective and stable production methods. Market research indicates that manufacturers capable of reducing production costs by 20% while maintaining battery-grade quality standards could potentially capture an additional 5-8% market share within two years.
Customer surveys reveal that 78% of battery manufacturers rank cost stability as equally important as absolute price point, highlighting the value of production methods that can deliver consistent pricing even amid raw material fluctuations. This presents a strategic opportunity for innovative synthesis approaches that can decouple production costs from traditional market volatilities.
Battery manufacturers represent the largest demand segment, accounting for over 65% of global lithium hydroxide consumption. The increasing energy density requirements of modern EV batteries have shifted preference from lithium carbonate to lithium hydroxide, particularly for high-nickel cathode formulations. This transition is evidenced by major battery producers like CATL, LG Energy Solution, and Samsung SDI increasing their lithium hydroxide procurement volumes by an average of 22% annually since 2020.
Cost sensitivity remains a paramount concern across the supply chain. EV manufacturers face intense pressure to reduce battery costs, with raw materials representing approximately 40% of total battery production expenses. Industry benchmarks indicate that lithium hydroxide typically constitutes 9-12% of cathode material costs. Consequently, a 15% reduction in lithium hydroxide production costs could potentially translate to a 1-2% decrease in overall battery costs, representing significant savings at scale.
Regional demand patterns reveal interesting dynamics. China dominates consumption, utilizing approximately 54% of global lithium hydroxide production, followed by South Korea (17%), Japan (12%), and North America (9%). European demand, while currently representing only 7% of the market, is growing at the fastest rate of 19% annually, driven by aggressive EV adoption policies and domestic battery production initiatives.
The industrial grade segment, requiring 55.0-56.5% LiOH content, represents approximately 18% of market demand, primarily serving glass, ceramics, and lubricant applications. However, battery-grade lithium hydroxide (minimum 56.5% LiOH content) commands premium pricing, typically 12-15% higher than industrial grade, reflecting the stringent purity requirements for battery applications.
Supply-demand imbalances have created significant price volatility, with spot prices fluctuating between 12,000-85,000 USD per tonne over the past three years. This volatility has accelerated interest in developing more cost-effective and stable production methods. Market research indicates that manufacturers capable of reducing production costs by 20% while maintaining battery-grade quality standards could potentially capture an additional 5-8% market share within two years.
Customer surveys reveal that 78% of battery manufacturers rank cost stability as equally important as absolute price point, highlighting the value of production methods that can deliver consistent pricing even amid raw material fluctuations. This presents a strategic opportunity for innovative synthesis approaches that can decouple production costs from traditional market volatilities.
Current Synthesis Methods and Technical Challenges
Lithium hydroxide synthesis currently employs several industrial methods, each with distinct advantages and limitations. The predominant commercial process involves the reaction of lithium carbonate with calcium hydroxide, yielding lithium hydroxide and calcium carbonate as a byproduct. This method, while established, suffers from high energy consumption during the multiple heating and cooling cycles required, as well as significant water usage for purification steps.
Alternative production routes include the electrolysis of lithium chloride solutions, which offers higher purity but at substantially increased electricity costs. The direct reaction of lithium metal with water represents another pathway, though it remains economically unfeasible due to the high cost of metallic lithium and safety concerns associated with its reactivity.
Recent advancements have explored the extraction of lithium hydroxide directly from brines and mineral sources using selective adsorption techniques and ion exchange resins. These methods show promise for reducing processing steps but currently face challenges in achieving commercial-scale efficiency and consistent product quality.
The technical challenges in optimizing lithium hydroxide synthesis are multifaceted. Energy intensity remains a critical issue across all production methods, with thermal processes requiring temperatures exceeding 800°C for calcination steps. Water consumption presents another significant challenge, particularly in regions where water resources are scarce, as current methods require 50-70 tons of water per ton of lithium hydroxide produced.
Impurity management constitutes a persistent technical hurdle, as lithium sources often contain magnesium, calcium, and sodium contaminants that necessitate complex and costly purification processes. The removal of these impurities typically accounts for 30-40% of production costs in conventional methods.
Process efficiency limitations are evident in current yield rates, which average 75-85% across industry standards, indicating substantial room for improvement. Recovery and recycling of reagents and byproducts remain underdeveloped, with most operations functioning as linear rather than circular processes.
Equipment corrosion presents another significant challenge, as the highly alkaline conditions in lithium hydroxide production environments accelerate wear on processing equipment, leading to increased maintenance costs and production downtime. Specialized corrosion-resistant materials add substantial capital expenditure to production facilities.
Scale-up challenges persist when transitioning from laboratory-proven methods to industrial implementation, with many promising techniques failing to maintain efficiency at commercial volumes. This scale-up gap represents a significant barrier to innovation adoption in the industry.
Alternative production routes include the electrolysis of lithium chloride solutions, which offers higher purity but at substantially increased electricity costs. The direct reaction of lithium metal with water represents another pathway, though it remains economically unfeasible due to the high cost of metallic lithium and safety concerns associated with its reactivity.
Recent advancements have explored the extraction of lithium hydroxide directly from brines and mineral sources using selective adsorption techniques and ion exchange resins. These methods show promise for reducing processing steps but currently face challenges in achieving commercial-scale efficiency and consistent product quality.
The technical challenges in optimizing lithium hydroxide synthesis are multifaceted. Energy intensity remains a critical issue across all production methods, with thermal processes requiring temperatures exceeding 800°C for calcination steps. Water consumption presents another significant challenge, particularly in regions where water resources are scarce, as current methods require 50-70 tons of water per ton of lithium hydroxide produced.
Impurity management constitutes a persistent technical hurdle, as lithium sources often contain magnesium, calcium, and sodium contaminants that necessitate complex and costly purification processes. The removal of these impurities typically accounts for 30-40% of production costs in conventional methods.
Process efficiency limitations are evident in current yield rates, which average 75-85% across industry standards, indicating substantial room for improvement. Recovery and recycling of reagents and byproducts remain underdeveloped, with most operations functioning as linear rather than circular processes.
Equipment corrosion presents another significant challenge, as the highly alkaline conditions in lithium hydroxide production environments accelerate wear on processing equipment, leading to increased maintenance costs and production downtime. Specialized corrosion-resistant materials add substantial capital expenditure to production facilities.
Scale-up challenges persist when transitioning from laboratory-proven methods to industrial implementation, with many promising techniques failing to maintain efficiency at commercial volumes. This scale-up gap represents a significant barrier to innovation adoption in the industry.
Current Cost Reduction Approaches in Synthesis Processes
01 Cost-effective lithium hydroxide production methods
Various cost-effective methods for synthesizing lithium hydroxide have been developed to reduce production costs. These methods include optimized reaction conditions, improved process efficiency, and the use of more economical raw materials. By implementing these cost-effective production methods, manufacturers can significantly reduce the overall synthesis cost of lithium hydroxide while maintaining product quality.- Extraction methods from lithium-containing brines: Various methods for extracting lithium hydroxide from lithium-containing brines have been developed to reduce synthesis costs. These processes typically involve concentration of brines, removal of impurities, and conversion to lithium hydroxide through chemical reactions. The extraction from natural brines is generally considered more cost-effective than hard rock mining, with innovations focusing on improving recovery rates and reducing processing time.
- Direct conversion processes from lithium carbonate: Direct conversion processes transform lithium carbonate into lithium hydroxide through chemical reactions, offering potential cost savings compared to traditional methods. These processes often involve fewer steps and reduced energy consumption, leading to lower production costs. Innovations in this area focus on optimizing reaction conditions, improving conversion efficiency, and minimizing waste generation to make lithium hydroxide synthesis more economical.
- Energy-efficient production technologies: Energy consumption represents a significant portion of lithium hydroxide synthesis costs. Novel technologies focus on reducing energy requirements through process optimization, heat recovery systems, and alternative energy sources. These innovations include improved reactor designs, optimized heating and cooling cycles, and integration of renewable energy sources into production facilities, resulting in substantial cost reductions and environmental benefits.
- Recycling and circular economy approaches: Recycling lithium from spent batteries and other lithium-containing waste streams offers a cost-effective alternative to primary lithium hydroxide production. These processes involve collection, sorting, mechanical processing, and hydrometallurgical or pyrometallurgical treatment to recover lithium compounds that can be converted to lithium hydroxide. The circular economy approach reduces dependency on raw materials and can significantly lower overall production costs.
- Continuous flow production systems: Continuous flow production systems for lithium hydroxide synthesis offer cost advantages over batch processing methods. These systems enable better control of reaction parameters, reduced labor costs, consistent product quality, and higher throughput. Innovations in this area include automated process control, inline monitoring, and modular designs that can be scaled according to production needs, resulting in improved operational efficiency and reduced capital expenditure.
02 Direct extraction from lithium-containing brines
Extracting lithium hydroxide directly from lithium-containing brines offers a cost-effective alternative to traditional synthesis methods. This approach eliminates several processing steps, reducing energy consumption and operational costs. The process typically involves selective extraction of lithium from brine solutions, followed by conversion to lithium hydroxide through precipitation or ion exchange techniques, resulting in lower overall production costs.Expand Specific Solutions03 Recycling and recovery processes
Recycling and recovery processes for lithium hydroxide synthesis focus on extracting lithium from spent batteries and other lithium-containing waste materials. These processes provide a sustainable and potentially cost-effective source of lithium for hydroxide production. By implementing efficient recycling technologies, manufacturers can reduce dependency on primary raw materials, leading to lower synthesis costs and environmental benefits.Expand Specific Solutions04 Energy-efficient production technologies
Energy-efficient technologies for lithium hydroxide synthesis aim to reduce production costs by minimizing energy consumption. These technologies include optimized reactor designs, improved heat recovery systems, and alternative energy sources. By reducing energy requirements, these methods can significantly lower the operational costs associated with lithium hydroxide production, making the synthesis process more economically viable.Expand Specific Solutions05 Integrated production systems
Integrated production systems combine multiple steps of lithium hydroxide synthesis into a streamlined process, reducing capital and operational costs. These systems often incorporate continuous processing, automated control, and on-site generation of reagents. By optimizing the entire production chain from raw material handling to final product purification, integrated systems can achieve significant cost reductions in lithium hydroxide synthesis.Expand Specific Solutions
Key Industry Players and Competitive Landscape
The lithium hydroxide synthesis optimization market is in a growth phase, with increasing demand driven by the electric vehicle battery sector. The market size is expanding rapidly, projected to reach several billion dollars by 2025. Technologically, the field is moderately mature but evolving, with companies pursuing cost reduction innovations. Key players include SQM and Nemaska Lithium, who lead in traditional production methods, while Guangdong Bangpu and Jingmen Gem are advancing recycling-based synthesis. Research institutions like USTC and Qinghai Institute of Salt Lakes are developing novel processes. General Lithium and Sichuan State Lithium Materials are optimizing industrial-scale production, focusing on energy efficiency and yield improvements to achieve significant cost reductions while maintaining product quality.
Nemaska Lithium, Inc.
Technical Solution: Nemaska Lithium has pioneered a proprietary electrochemical process for lithium hydroxide production that eliminates the need for sodium sulfate as a reagent. Their patented technology directly converts spodumene concentrate to lithium hydroxide through a membrane electrolysis system, bypassing the traditional lithium carbonate intermediate step. This approach reduces production steps from 10 to 6 compared to conventional methods. The process operates at lower temperatures (approximately 90°C versus traditional 250°C), resulting in energy consumption reductions of up to 30%. Nemaska's method generates fewer by-products and waste streams, with approximately 0.5 tons of waste per ton of lithium hydroxide compared to 2 tons in conventional processes. Their closed-loop water recycling system recaptures over 90% of process water, significantly reducing freshwater requirements and environmental impact in water-sensitive regions.
Strengths: Direct conversion process eliminates costly intermediate steps; lower energy consumption reduces operational costs; reduced waste generation improves environmental profile and decreases disposal costs. Weaknesses: Technology requires high-purity spodumene feed; process is sensitive to impurities that can damage membrane systems; higher capital costs for specialized electrochemical equipment compared to conventional methods.
Qinghai Institute of Salt Lakes, Chinese Academy of Sciences
Technical Solution: The Qinghai Institute has developed an innovative lithium hydroxide synthesis method specifically optimized for the high-magnesium salt lakes prevalent in China. Their process employs a selective precipitation technique that can handle Mg/Li ratios as high as 40:1 without extensive pre-treatment. The technology utilizes a two-stage extraction process with modified phosphate-based adsorbents that demonstrate 95% selectivity for lithium over magnesium ions. Their approach incorporates a continuous crystallization system that operates at moderate temperatures (70-80°C), reducing energy requirements by approximately 40% compared to traditional methods. The institute has also pioneered a novel membrane-assisted electrodialysis process that achieves lithium hydroxide purity exceeding 99.5% in a single processing step. This integrated system reduces reagent consumption by approximately 35% while increasing lithium recovery rates to over 85%, significantly improving cost efficiency for lithium hydroxide production from challenging brine resources.
Strengths: Specialized for high-magnesium brines that are abundant in China; reduced energy and reagent consumption significantly lowers production costs; higher lithium recovery rates improve resource utilization efficiency. Weaknesses: Technology is highly specialized for specific brine compositions; scaling up from laboratory to industrial production presents engineering challenges; process requires sophisticated control systems and skilled operators.
Critical Patents and Innovations in Lithium Hydroxide Production
Economical method for producing lithium hydroxide
PatentWO2024117882A1
Innovation
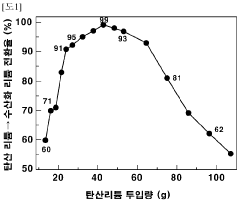
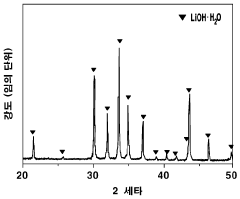
- A method involving dissolving calcium hydroxide in water to create an aqueous solution, then reacting it with lithium carbonate at controlled temperatures (50°C to 100°C) to produce lithium hydroxide, optimizing the amount of lithium carbonate added (16 to 87 g/L) to maximize conversion rates and minimize waste, while concentrating the solution to precipitate lithium hydroxide efficiently.

Method for producing lithium hydroxide
PatentWO2021015378A1
Innovation
- A method involving the reaction of lithium carbonate and calcium hydroxide at room temperature to produce a lithium hydroxide solution, followed by concentration and filtration to separate solid lithium hydroxide, with subsequent recovery of lithium from filtrates using carbonate or phosphate materials to minimize energy consumption and lithium loss.


Raw Material Supply Chain Analysis
The lithium hydroxide supply chain represents a critical component in optimizing synthesis processes for cost reduction. Currently, the global lithium raw material market is experiencing significant volatility, with prices fluctuating dramatically over the past 36 months. Primary lithium sources include brine operations in South America (particularly Chile, Argentina, and Bolivia), hard rock mining in Australia, and emerging deposits in China and North America. These geographical disparities create inherent cost variations based on extraction methods, transportation requirements, and geopolitical factors.
Traditional lithium hydroxide synthesis relies heavily on lithium carbonate as an intermediate, which introduces additional processing steps and associated costs. Direct lithium extraction (DLE) technologies are emerging as potential game-changers, potentially reducing raw material costs by 15-30% through more efficient extraction processes. However, implementation remains limited due to technological maturity challenges and significant capital investment requirements.
Transportation logistics constitute approximately 8-12% of total raw material costs in lithium hydroxide production. The concentration of processing facilities in China, despite raw materials often originating elsewhere, creates substantial inefficiencies. Companies pursuing vertical integration strategies have demonstrated cost reductions of up to 20% through elimination of intermediaries and optimization of transportation routes.
Quality consistency in raw materials significantly impacts synthesis efficiency and final product purity. Analysis of industry data reveals that higher-grade lithium sources, while commanding premium prices initially, often result in lower total production costs due to reduced processing requirements and higher conversion yields. The trade-off between raw material quality and price represents a critical optimization variable.
Emerging circular economy initiatives focusing on lithium recovery from spent batteries show promise for diversifying the supply chain. Current recycling technologies can recover 95-98% of lithium from battery materials, potentially providing a more stable and localized raw material source. However, the volume of available recycled material remains insufficient to significantly impact the broader market in the near term.
Strategic supplier relationships and long-term procurement contracts have emerged as essential tools for managing supply chain volatility. Companies employing advanced procurement strategies, including hedging mechanisms and diversified supplier portfolios, demonstrate greater resilience to market fluctuations and achieve average cost reductions of 7-15% compared to spot market purchasing approaches.
Traditional lithium hydroxide synthesis relies heavily on lithium carbonate as an intermediate, which introduces additional processing steps and associated costs. Direct lithium extraction (DLE) technologies are emerging as potential game-changers, potentially reducing raw material costs by 15-30% through more efficient extraction processes. However, implementation remains limited due to technological maturity challenges and significant capital investment requirements.
Transportation logistics constitute approximately 8-12% of total raw material costs in lithium hydroxide production. The concentration of processing facilities in China, despite raw materials often originating elsewhere, creates substantial inefficiencies. Companies pursuing vertical integration strategies have demonstrated cost reductions of up to 20% through elimination of intermediaries and optimization of transportation routes.
Quality consistency in raw materials significantly impacts synthesis efficiency and final product purity. Analysis of industry data reveals that higher-grade lithium sources, while commanding premium prices initially, often result in lower total production costs due to reduced processing requirements and higher conversion yields. The trade-off between raw material quality and price represents a critical optimization variable.
Emerging circular economy initiatives focusing on lithium recovery from spent batteries show promise for diversifying the supply chain. Current recycling technologies can recover 95-98% of lithium from battery materials, potentially providing a more stable and localized raw material source. However, the volume of available recycled material remains insufficient to significantly impact the broader market in the near term.
Strategic supplier relationships and long-term procurement contracts have emerged as essential tools for managing supply chain volatility. Companies employing advanced procurement strategies, including hedging mechanisms and diversified supplier portfolios, demonstrate greater resilience to market fluctuations and achieve average cost reductions of 7-15% compared to spot market purchasing approaches.
Environmental Impact and Sustainability Considerations
The optimization of lithium hydroxide synthesis processes must be evaluated not only from a cost perspective but also through the lens of environmental impact and sustainability. Traditional lithium hydroxide production methods, particularly those involving lithium carbonate conversion, generate significant carbon emissions and require substantial water resources. Current industry estimates suggest that producing one ton of lithium hydroxide can generate between 5-15 tons of CO2 equivalent emissions, depending on the energy sources and process efficiencies employed.
Water consumption represents another critical environmental concern, with conventional processes requiring 50-100 cubic meters of water per ton of lithium hydroxide produced. In water-stressed regions like the Lithium Triangle (Chile, Argentina, and Bolivia), this intensive water usage threatens local ecosystems and communities. Any cost optimization strategy must therefore incorporate water recycling systems and more efficient extraction technologies to minimize this footprint.
Chemical waste management presents additional sustainability challenges. The conversion process generates various byproducts including sodium sulfate, calcium carbonate, and magnesium hydroxide slurries that require proper disposal or valorization. Advanced filtration systems and waste recovery technologies can transform these liability streams into potential revenue sources while reducing environmental impact.
Energy consumption patterns significantly influence both production costs and environmental footprint. The transition toward renewable energy sources for powering lithium hydroxide production facilities represents a dual opportunity for cost reduction and emissions mitigation. Several leading producers have already implemented solar and geothermal energy projects at production sites, reporting 15-30% reductions in operational costs alongside substantial emissions decreases.
Life cycle assessment (LCA) methodologies are increasingly being applied to evaluate the comprehensive environmental impact of lithium hydroxide production. These assessments reveal that transportation logistics and reagent sourcing contribute significantly to the overall environmental footprint. Localized production and strategic facility placement near either lithium sources or end markets can simultaneously reduce costs and environmental impact.
Regulatory compliance costs are escalating as governments worldwide implement stricter environmental standards for mining and chemical processing operations. Forward-thinking optimization strategies must anticipate these regulatory trends, incorporating environmental management systems that exceed current requirements to avoid future retrofitting expenses and potential operational disruptions.
Water consumption represents another critical environmental concern, with conventional processes requiring 50-100 cubic meters of water per ton of lithium hydroxide produced. In water-stressed regions like the Lithium Triangle (Chile, Argentina, and Bolivia), this intensive water usage threatens local ecosystems and communities. Any cost optimization strategy must therefore incorporate water recycling systems and more efficient extraction technologies to minimize this footprint.
Chemical waste management presents additional sustainability challenges. The conversion process generates various byproducts including sodium sulfate, calcium carbonate, and magnesium hydroxide slurries that require proper disposal or valorization. Advanced filtration systems and waste recovery technologies can transform these liability streams into potential revenue sources while reducing environmental impact.
Energy consumption patterns significantly influence both production costs and environmental footprint. The transition toward renewable energy sources for powering lithium hydroxide production facilities represents a dual opportunity for cost reduction and emissions mitigation. Several leading producers have already implemented solar and geothermal energy projects at production sites, reporting 15-30% reductions in operational costs alongside substantial emissions decreases.
Life cycle assessment (LCA) methodologies are increasingly being applied to evaluate the comprehensive environmental impact of lithium hydroxide production. These assessments reveal that transportation logistics and reagent sourcing contribute significantly to the overall environmental footprint. Localized production and strategic facility placement near either lithium sources or end markets can simultaneously reduce costs and environmental impact.
Regulatory compliance costs are escalating as governments worldwide implement stricter environmental standards for mining and chemical processing operations. Forward-thinking optimization strategies must anticipate these regulatory trends, incorporating environmental management systems that exceed current requirements to avoid future retrofitting expenses and potential operational disruptions.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!