

Engine Block Recycling Workflow: Metallurgical Considerations
AUG 21, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Engine Block Recycling Background and Objectives
Engine block recycling has become increasingly important in recent years due to growing environmental concerns and the need for sustainable resource management. The process of recycling engine blocks, particularly those made from aluminum alloys, has evolved significantly over the past few decades. This evolution has been driven by advancements in metallurgical technologies and a deeper understanding of material properties.
The primary objective of engine block recycling is to recover valuable materials, primarily aluminum, while minimizing environmental impact and maximizing economic efficiency. This process involves several key metallurgical considerations, including the identification and separation of different alloy components, the removal of contaminants, and the reprocessing of materials to meet specific quality standards for reuse in new engine blocks or other automotive applications.
Historically, engine blocks were predominantly made of cast iron, which presented its own set of recycling challenges. However, the automotive industry's shift towards lightweight materials, particularly aluminum alloys, has transformed the recycling landscape. Aluminum engine blocks offer significant weight reduction benefits, improving fuel efficiency and reducing emissions. This transition has necessitated the development of more sophisticated recycling techniques to handle the complex alloy compositions found in modern engine blocks.
The recycling workflow for engine blocks typically begins with the collection and sorting of end-of-life vehicles or discarded engine components. This is followed by a series of metallurgical processes, including shredding, magnetic separation to remove ferrous materials, and various sorting techniques to isolate aluminum components. The recovered aluminum is then melted and refined to remove impurities and adjust the alloy composition to meet specific requirements for new applications.
One of the key challenges in engine block recycling is dealing with the variety of alloys and contaminants present in the recovered material. Modern engine blocks often contain silicon, copper, magnesium, and other alloying elements, which can affect the properties of the recycled material if not properly managed. Advanced metallurgical techniques, such as spectroscopic analysis and precise temperature control during melting, are employed to ensure the quality and consistency of the recycled aluminum.
The objectives of current research and development in engine block recycling focus on improving the efficiency of the recycling process, enhancing the quality of recovered materials, and expanding the range of applications for recycled aluminum. This includes developing more effective sorting and separation technologies, optimizing melting and refining processes, and exploring new alloy formulations that can accommodate higher percentages of recycled content without compromising performance or durability.
The primary objective of engine block recycling is to recover valuable materials, primarily aluminum, while minimizing environmental impact and maximizing economic efficiency. This process involves several key metallurgical considerations, including the identification and separation of different alloy components, the removal of contaminants, and the reprocessing of materials to meet specific quality standards for reuse in new engine blocks or other automotive applications.
Historically, engine blocks were predominantly made of cast iron, which presented its own set of recycling challenges. However, the automotive industry's shift towards lightweight materials, particularly aluminum alloys, has transformed the recycling landscape. Aluminum engine blocks offer significant weight reduction benefits, improving fuel efficiency and reducing emissions. This transition has necessitated the development of more sophisticated recycling techniques to handle the complex alloy compositions found in modern engine blocks.
The recycling workflow for engine blocks typically begins with the collection and sorting of end-of-life vehicles or discarded engine components. This is followed by a series of metallurgical processes, including shredding, magnetic separation to remove ferrous materials, and various sorting techniques to isolate aluminum components. The recovered aluminum is then melted and refined to remove impurities and adjust the alloy composition to meet specific requirements for new applications.
One of the key challenges in engine block recycling is dealing with the variety of alloys and contaminants present in the recovered material. Modern engine blocks often contain silicon, copper, magnesium, and other alloying elements, which can affect the properties of the recycled material if not properly managed. Advanced metallurgical techniques, such as spectroscopic analysis and precise temperature control during melting, are employed to ensure the quality and consistency of the recycled aluminum.
The objectives of current research and development in engine block recycling focus on improving the efficiency of the recycling process, enhancing the quality of recovered materials, and expanding the range of applications for recycled aluminum. This includes developing more effective sorting and separation technologies, optimizing melting and refining processes, and exploring new alloy formulations that can accommodate higher percentages of recycled content without compromising performance or durability.
Market Analysis for Recycled Engine Materials
The market for recycled engine materials has been experiencing significant growth in recent years, driven by increasing environmental concerns and the push for sustainable manufacturing practices. The global automotive recycling market, which includes engine block recycling, is projected to reach a substantial value in the coming years, with a compound annual growth rate outpacing many other industrial sectors.
Engine blocks, primarily composed of aluminum or cast iron, represent a significant portion of the recyclable materials from end-of-life vehicles. The demand for recycled aluminum from engine blocks is particularly strong, as it can be reprocessed with minimal loss of quality and used in new automotive applications or other industries. This demand is further bolstered by the automotive industry's shift towards lighter vehicles for improved fuel efficiency, making aluminum an increasingly popular choice for engine components.
The market for recycled cast iron from engine blocks, while smaller than that of aluminum, remains steady. Cast iron recycling is well-established in the foundry industry, where it is often used to produce new engine blocks, brake rotors, and other automotive parts. The stability of this market is supported by the material's durability and cost-effectiveness in certain applications.
Geographically, the market for recycled engine materials is most developed in regions with strong automotive manufacturing presence and stringent environmental regulations. North America, Europe, and parts of Asia, particularly Japan and South Korea, lead in engine block recycling infrastructure and technology. Emerging markets in countries like China and India are showing rapid growth in this sector as they modernize their automotive industries and implement more rigorous recycling policies.
The market is also influenced by fluctuations in raw material prices. When the cost of virgin metals rises, the demand for recycled materials typically increases, making engine block recycling more economically attractive. Conversely, low raw material prices can put pressure on recycling operations, highlighting the need for efficient recycling processes to maintain profitability.
Challenges in the market include the need for advanced sorting and processing technologies to handle the increasing complexity of engine materials, particularly with the rise of hybrid and electric vehicles. Additionally, ensuring consistent quality of recycled materials to meet stringent industry standards remains a key concern for manufacturers.
Despite these challenges, the outlook for the recycled engine materials market remains positive. Factors such as government regulations promoting circular economy principles, corporate sustainability initiatives, and consumer awareness of environmental issues are expected to drive continued growth in this sector. As technologies for material separation and purification advance, the market is likely to see increased efficiency and higher-quality recycled products, further expanding its potential applications and market value.
Engine blocks, primarily composed of aluminum or cast iron, represent a significant portion of the recyclable materials from end-of-life vehicles. The demand for recycled aluminum from engine blocks is particularly strong, as it can be reprocessed with minimal loss of quality and used in new automotive applications or other industries. This demand is further bolstered by the automotive industry's shift towards lighter vehicles for improved fuel efficiency, making aluminum an increasingly popular choice for engine components.
The market for recycled cast iron from engine blocks, while smaller than that of aluminum, remains steady. Cast iron recycling is well-established in the foundry industry, where it is often used to produce new engine blocks, brake rotors, and other automotive parts. The stability of this market is supported by the material's durability and cost-effectiveness in certain applications.
Geographically, the market for recycled engine materials is most developed in regions with strong automotive manufacturing presence and stringent environmental regulations. North America, Europe, and parts of Asia, particularly Japan and South Korea, lead in engine block recycling infrastructure and technology. Emerging markets in countries like China and India are showing rapid growth in this sector as they modernize their automotive industries and implement more rigorous recycling policies.
The market is also influenced by fluctuations in raw material prices. When the cost of virgin metals rises, the demand for recycled materials typically increases, making engine block recycling more economically attractive. Conversely, low raw material prices can put pressure on recycling operations, highlighting the need for efficient recycling processes to maintain profitability.
Challenges in the market include the need for advanced sorting and processing technologies to handle the increasing complexity of engine materials, particularly with the rise of hybrid and electric vehicles. Additionally, ensuring consistent quality of recycled materials to meet stringent industry standards remains a key concern for manufacturers.
Despite these challenges, the outlook for the recycled engine materials market remains positive. Factors such as government regulations promoting circular economy principles, corporate sustainability initiatives, and consumer awareness of environmental issues are expected to drive continued growth in this sector. As technologies for material separation and purification advance, the market is likely to see increased efficiency and higher-quality recycled products, further expanding its potential applications and market value.
Current Challenges in Engine Block Recycling
The recycling of engine blocks presents several significant challenges in today's automotive and manufacturing industries. One of the primary obstacles is the complex composition of modern engine blocks, which often incorporate multiple materials such as aluminum alloys, cast iron, and various inserts or liners. This heterogeneous structure complicates the separation and purification processes essential for effective recycling.
Material contamination poses another major hurdle. Engine blocks accumulate various contaminants during their operational life, including oil residues, coolants, and wear particles. These contaminants can interfere with the recycling process and potentially compromise the quality of the recycled materials. Developing efficient cleaning and decontamination methods is crucial for producing high-quality recycled materials suitable for reuse in manufacturing.
The presence of alloying elements and additives in engine blocks further complicates the recycling workflow. Modern engines often utilize specialized alloys to enhance performance and durability. However, these alloying elements can be difficult to separate during the recycling process, potentially leading to downcycling or limiting the applications of the recycled materials. Achieving the precise control of material composition in recycled products remains a significant technical challenge.
Energy consumption and environmental impact are also critical concerns in engine block recycling. The melting and refining processes required for recycling consume substantial amounts of energy and may produce harmful emissions. Balancing the environmental benefits of recycling against the energy costs and potential pollutants generated during the process is an ongoing challenge for the industry.
The variability in engine block designs across different manufacturers and models adds another layer of complexity to the recycling process. This diversity necessitates flexible and adaptable recycling technologies capable of handling a wide range of material compositions and structural designs. Developing universal or easily adjustable recycling methods that can efficiently process various engine block types remains a significant technical hurdle.
Lastly, the economic viability of engine block recycling presents a persistent challenge. The costs associated with collection, transportation, processing, and quality control must be balanced against the value of the recycled materials. Fluctuations in raw material prices and the development of new, more recyclable engine designs can impact the economic equation of recycling operations. Ensuring a stable and profitable recycling ecosystem is essential for the long-term sustainability of engine block recycling initiatives.
Material contamination poses another major hurdle. Engine blocks accumulate various contaminants during their operational life, including oil residues, coolants, and wear particles. These contaminants can interfere with the recycling process and potentially compromise the quality of the recycled materials. Developing efficient cleaning and decontamination methods is crucial for producing high-quality recycled materials suitable for reuse in manufacturing.
The presence of alloying elements and additives in engine blocks further complicates the recycling workflow. Modern engines often utilize specialized alloys to enhance performance and durability. However, these alloying elements can be difficult to separate during the recycling process, potentially leading to downcycling or limiting the applications of the recycled materials. Achieving the precise control of material composition in recycled products remains a significant technical challenge.
Energy consumption and environmental impact are also critical concerns in engine block recycling. The melting and refining processes required for recycling consume substantial amounts of energy and may produce harmful emissions. Balancing the environmental benefits of recycling against the energy costs and potential pollutants generated during the process is an ongoing challenge for the industry.
The variability in engine block designs across different manufacturers and models adds another layer of complexity to the recycling process. This diversity necessitates flexible and adaptable recycling technologies capable of handling a wide range of material compositions and structural designs. Developing universal or easily adjustable recycling methods that can efficiently process various engine block types remains a significant technical hurdle.
Lastly, the economic viability of engine block recycling presents a persistent challenge. The costs associated with collection, transportation, processing, and quality control must be balanced against the value of the recycled materials. Fluctuations in raw material prices and the development of new, more recyclable engine designs can impact the economic equation of recycling operations. Ensuring a stable and profitable recycling ecosystem is essential for the long-term sustainability of engine block recycling initiatives.
Existing Engine Block Recycling Processes
01 Metallurgical considerations for engine block recycling
When recycling engine blocks, various metallurgical factors must be considered. These include the composition of the alloy, impurities present, and the melting and refining processes required to maintain the desired properties of the recycled material. Proper sorting and classification of scrap materials are essential to ensure the quality of the recycled engine blocks.- Metallurgical considerations for engine block recycling: When recycling engine blocks, it's crucial to consider the metallurgical aspects. This includes analyzing the composition of the alloys used in the engine block, identifying impurities, and determining the best methods for separating and purifying the metals. The recycling process must account for the different materials present in engine blocks, such as cast iron, aluminum alloys, and various other metals used in components.
- Sorting and separation techniques: Effective recycling of engine blocks requires advanced sorting and separation techniques. These may include magnetic separation for ferrous materials, eddy current separation for non-ferrous metals, and density-based separation methods. Automated systems using sensors and artificial intelligence can be employed to identify and sort different types of metals and alloys, improving the efficiency and quality of the recycling process.
- Melting and refining processes: Once sorted, the engine block materials undergo melting and refining processes. This stage involves carefully controlling temperature, atmosphere, and additives to remove impurities and adjust the composition of the molten metal. Advanced furnace technologies and refining techniques are employed to ensure the recycled metal meets the required specifications for reuse in new engine blocks or other applications.
- Environmental considerations in engine block recycling: Engine block recycling must address environmental concerns associated with the process. This includes managing emissions from melting operations, treating wastewater generated during cleaning and processing, and properly disposing of non-recyclable materials. Implementing eco-friendly technologies and practices, such as closed-loop systems and energy-efficient furnaces, can minimize the environmental impact of the recycling process.
- Quality control and testing of recycled materials: Ensuring the quality of recycled engine block materials is essential for their reuse in manufacturing. This involves implementing rigorous testing procedures to verify the composition, mechanical properties, and performance characteristics of the recycled metals. Advanced analytical techniques, such as spectrometry and mechanical testing, are used to confirm that the recycled materials meet industry standards and specifications for use in new engine blocks or other applications.
02 Separation and sorting techniques for engine block components
Efficient recycling of engine blocks requires effective separation and sorting of different components. This may involve mechanical disassembly, magnetic separation for ferrous materials, and density-based separation for non-ferrous components. Advanced sorting technologies can help improve the purity of recycled materials and optimize the recycling process.Expand Specific Solutions03 Melting and refining processes for recycled engine block materials
The melting and refining of recycled engine block materials are crucial steps in the recycling process. These processes involve controlling temperature, atmosphere, and additives to remove impurities and adjust the composition of the recycled alloy. Proper melting and refining techniques ensure that the recycled material meets the required specifications for reuse in new engine blocks or other applications.Expand Specific Solutions04 Quality control and testing of recycled engine block materials
To ensure the reliability and performance of recycled engine block materials, rigorous quality control and testing procedures are necessary. This may include chemical analysis, mechanical property testing, and microstructure examination. Implementing strict quality standards helps maintain the integrity of the recycled materials and ensures their suitability for use in new engine blocks or other applications.Expand Specific Solutions05 Environmental considerations in engine block recycling
Engine block recycling must address environmental concerns associated with the process. This includes managing emissions from melting operations, treating wastewater, and minimizing energy consumption. Implementing eco-friendly recycling technologies and practices can help reduce the environmental impact of engine block recycling while maximizing resource recovery.Expand Specific Solutions
Key Players in Automotive Recycling Industry
The engine block recycling workflow, focusing on metallurgical considerations, is in a mature stage of industry development. The market size is substantial, driven by the automotive and heavy machinery sectors. Technologically, the process is well-established, with major players like Caterpillar, Ford, GM, and Honda continuously refining their approaches. Chinese manufacturers such as FAW and Dongfeng Honda are also significant contributors. The involvement of specialized companies like Suzhou Mingzhi Technology and Shenzhen Zhidun Environmental Protection Technology indicates a growing emphasis on advanced recycling techniques and environmental considerations in the workflow.
Caterpillar, Inc.
Technical Solution: Caterpillar has developed an advanced Engine Block Recycling Workflow that focuses on metallurgical considerations to maximize material recovery and quality. Their process involves a multi-stage approach, starting with precise sorting and identification of engine block materials using spectroscopic analysis[1]. This is followed by a controlled thermal decoating process to remove paints and coatings without compromising the base metal integrity[3]. The company employs advanced shredding and separation technologies to efficiently break down the blocks and segregate different metal alloys. Caterpillar's workflow incorporates a state-of-the-art smelting process that utilizes precise temperature control and alloying techniques to produce high-quality recycled metal that meets stringent metallurgical specifications[5]. The company also implements a closed-loop system to capture and treat emissions, ensuring environmental compliance throughout the recycling process.
Strengths: Comprehensive material recovery, high-quality output suitable for reuse in new engine blocks, and environmentally responsible practices. Weaknesses: High initial investment in specialized equipment and potential limitations in processing certain exotic alloys.
Ford Global Technologies LLC
Technical Solution: Ford's Engine Block Recycling Workflow emphasizes metallurgical integrity through a sophisticated process. The company utilizes advanced imaging and AI-driven sorting systems to accurately classify engine blocks based on their alloy composition[2]. Ford's workflow incorporates a novel cryogenic fracturing technique that reduces energy consumption during the breaking process while maintaining the metallurgical properties of the materials[4]. The company has developed a proprietary chemical treatment process to remove contaminants and prepare the metal for reprocessing, ensuring high purity levels in the recycled material. Ford's smelting process employs induction furnaces with precise temperature and atmosphere control, allowing for the production of recycled alloys with tightly controlled compositions[6]. The workflow also includes an innovative rapid solidification technique that enhances the mechanical properties of the recycled metal.
Strengths: High-purity recycled materials, energy-efficient processing, and ability to produce custom alloy compositions. Weaknesses: Complex process requiring specialized expertise and potential scalability challenges for smaller recycling operations.
Metallurgical Innovations in Engine Block Recycling
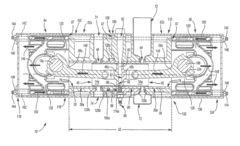
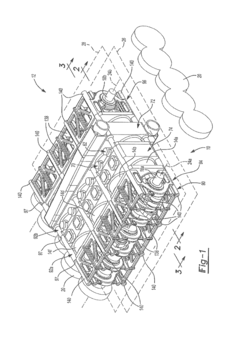
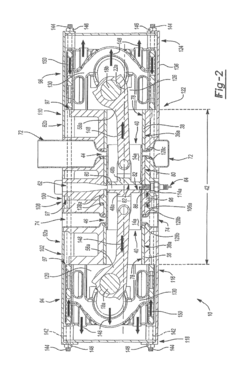
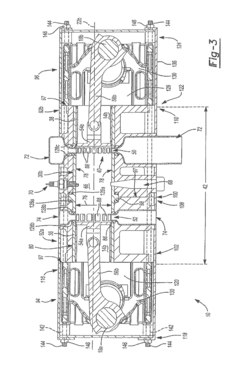
Engine block construction for opposed piston engine
PatentActiveUS10072604B2
Innovation
- The engine block is designed with multiple segments that allow easier installation of cylinder liners by aligning bores to receive the liners, providing improved access and eliminating the need for complex machining, with intermediate support collars for enhanced liner stability.
engine block with improved characteristics
PatentInactiveDE102013017665A1
Innovation
- The engine block is made of cast iron with a unique microstructure matrix consisting of fine needle, carbide-free ferrite and carbon-enriched, isothermally stabilized retained austenite.
- The microstructure combines the strength of fine needle ferrite with the ductility and toughness of retained austenite, potentially improving overall mechanical properties.
- The carbon-enriched, isothermally stabilized retained austenite may provide improved wear resistance and fatigue strength to the engine block.
Environmental Impact Assessment
The environmental impact assessment of engine block recycling workflow, particularly considering metallurgical aspects, is a critical component in evaluating the sustainability of automotive recycling processes. The recycling of engine blocks, primarily composed of aluminum alloys, offers significant environmental benefits compared to primary production. However, the process itself carries potential environmental risks that must be carefully managed.
One of the primary environmental advantages of engine block recycling is the conservation of natural resources. Recycling aluminum requires only about 5% of the energy needed for primary production, resulting in substantial energy savings and reduced greenhouse gas emissions. This process also significantly reduces the need for bauxite mining, which can lead to deforestation, soil erosion, and water pollution in mining regions.
The metallurgical considerations in engine block recycling present both challenges and opportunities for environmental management. The melting process, essential for recycling, consumes energy and may release emissions if not properly controlled. Modern furnaces equipped with advanced filtration systems can significantly reduce air pollutants such as particulate matter, nitrogen oxides, and volatile organic compounds. Additionally, the use of flux materials in the melting process generates slag, which requires proper disposal or further recycling to minimize landfill impact.
Water usage and potential contamination are important factors in the environmental assessment. The cleaning and degreasing of engine blocks prior to recycling often involve water-based processes. Implementing closed-loop water systems and effective treatment technologies can minimize water consumption and prevent the release of contaminants such as oils and heavy metals into local water bodies.
The presence of alloying elements and impurities in engine blocks necessitates careful sorting and processing to maintain the quality of recycled aluminum. Advanced sorting technologies, such as X-ray fluorescence and optical sorting, can improve the efficiency of material separation, reducing waste and enhancing the purity of recycled alloys. This not only improves the quality of recycled materials but also reduces the need for additional refining processes, which could have further environmental impacts.
Life cycle assessment (LCA) studies have consistently shown that recycling engine blocks results in a net positive environmental impact when compared to primary production. However, these assessments must consider the entire recycling workflow, including transportation, processing, and the eventual reuse of materials. Optimizing logistics to reduce transportation distances and emissions is an important aspect of minimizing the overall environmental footprint of the recycling process.
In conclusion, while engine block recycling offers significant environmental benefits, a comprehensive environmental impact assessment must consider the nuances of the metallurgical processes involved. By addressing potential issues such as emissions control, water management, and efficient material sorting, the recycling industry can further enhance its positive environmental contribution and support the transition towards a more circular economy in the automotive sector.
One of the primary environmental advantages of engine block recycling is the conservation of natural resources. Recycling aluminum requires only about 5% of the energy needed for primary production, resulting in substantial energy savings and reduced greenhouse gas emissions. This process also significantly reduces the need for bauxite mining, which can lead to deforestation, soil erosion, and water pollution in mining regions.
The metallurgical considerations in engine block recycling present both challenges and opportunities for environmental management. The melting process, essential for recycling, consumes energy and may release emissions if not properly controlled. Modern furnaces equipped with advanced filtration systems can significantly reduce air pollutants such as particulate matter, nitrogen oxides, and volatile organic compounds. Additionally, the use of flux materials in the melting process generates slag, which requires proper disposal or further recycling to minimize landfill impact.
Water usage and potential contamination are important factors in the environmental assessment. The cleaning and degreasing of engine blocks prior to recycling often involve water-based processes. Implementing closed-loop water systems and effective treatment technologies can minimize water consumption and prevent the release of contaminants such as oils and heavy metals into local water bodies.
The presence of alloying elements and impurities in engine blocks necessitates careful sorting and processing to maintain the quality of recycled aluminum. Advanced sorting technologies, such as X-ray fluorescence and optical sorting, can improve the efficiency of material separation, reducing waste and enhancing the purity of recycled alloys. This not only improves the quality of recycled materials but also reduces the need for additional refining processes, which could have further environmental impacts.
Life cycle assessment (LCA) studies have consistently shown that recycling engine blocks results in a net positive environmental impact when compared to primary production. However, these assessments must consider the entire recycling workflow, including transportation, processing, and the eventual reuse of materials. Optimizing logistics to reduce transportation distances and emissions is an important aspect of minimizing the overall environmental footprint of the recycling process.
In conclusion, while engine block recycling offers significant environmental benefits, a comprehensive environmental impact assessment must consider the nuances of the metallurgical processes involved. By addressing potential issues such as emissions control, water management, and efficient material sorting, the recycling industry can further enhance its positive environmental contribution and support the transition towards a more circular economy in the automotive sector.
Economic Viability of Engine Block Recycling
The economic viability of engine block recycling is a critical consideration in the automotive industry's pursuit of sustainability and resource efficiency. The process of recycling engine blocks, primarily composed of aluminum alloys, presents both opportunities and challenges from an economic perspective. The initial investment in recycling infrastructure, including specialized equipment for sorting, cleaning, and melting, can be substantial. However, the long-term benefits often outweigh these upfront costs.
One of the primary economic drivers for engine block recycling is the potential for significant cost savings in raw material procurement. Recycled aluminum requires only about 5% of the energy needed to produce primary aluminum, translating to lower production costs and reduced environmental impact. This energy efficiency contributes to a more competitive pricing structure for recycled materials, making them increasingly attractive to manufacturers.
Market demand for recycled aluminum in the automotive sector has been steadily growing, driven by stringent environmental regulations and consumer preferences for eco-friendly products. This demand creates a stable market for recycled engine blocks, ensuring a consistent revenue stream for recycling operations. Additionally, the volatility of primary aluminum prices in the global market further enhances the appeal of recycled materials as a more predictable and potentially cost-effective alternative.
The economic feasibility of engine block recycling is also influenced by technological advancements in the recycling process. Innovations in sorting technologies, such as X-ray fluorescence and laser-induced breakdown spectroscopy, have improved the efficiency and accuracy of alloy separation. These advancements contribute to higher quality recycled materials, which can command premium prices in the market and expand their potential applications beyond the automotive sector.
However, challenges remain in maximizing the economic benefits of engine block recycling. The presence of impurities and the variability in alloy compositions can complicate the recycling process, potentially increasing costs and affecting the quality of the recycled material. Developing robust quality control measures and refining techniques to handle these variations is crucial for maintaining the economic viability of the recycling operation.
In conclusion, the economic viability of engine block recycling is increasingly positive, driven by energy cost savings, growing market demand, and technological improvements. As the automotive industry continues to prioritize sustainability, the economic incentives for engine block recycling are likely to strengthen further, making it an integral part of the circular economy in the automotive sector.
One of the primary economic drivers for engine block recycling is the potential for significant cost savings in raw material procurement. Recycled aluminum requires only about 5% of the energy needed to produce primary aluminum, translating to lower production costs and reduced environmental impact. This energy efficiency contributes to a more competitive pricing structure for recycled materials, making them increasingly attractive to manufacturers.
Market demand for recycled aluminum in the automotive sector has been steadily growing, driven by stringent environmental regulations and consumer preferences for eco-friendly products. This demand creates a stable market for recycled engine blocks, ensuring a consistent revenue stream for recycling operations. Additionally, the volatility of primary aluminum prices in the global market further enhances the appeal of recycled materials as a more predictable and potentially cost-effective alternative.
The economic feasibility of engine block recycling is also influenced by technological advancements in the recycling process. Innovations in sorting technologies, such as X-ray fluorescence and laser-induced breakdown spectroscopy, have improved the efficiency and accuracy of alloy separation. These advancements contribute to higher quality recycled materials, which can command premium prices in the market and expand their potential applications beyond the automotive sector.
However, challenges remain in maximizing the economic benefits of engine block recycling. The presence of impurities and the variability in alloy compositions can complicate the recycling process, potentially increasing costs and affecting the quality of the recycled material. Developing robust quality control measures and refining techniques to handle these variations is crucial for maintaining the economic viability of the recycling operation.
In conclusion, the economic viability of engine block recycling is increasingly positive, driven by energy cost savings, growing market demand, and technological improvements. As the automotive industry continues to prioritize sustainability, the economic incentives for engine block recycling are likely to strengthen further, making it an integral part of the circular economy in the automotive sector.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!