

Optimizing Oleoresin Dehydrogenation for Enhanced Yield
SEP 10, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Oleoresin Dehydrogenation Background and Objectives
Oleoresin dehydrogenation represents a critical process in the chemical industry, particularly in the production of terpenes and other valuable compounds. The evolution of this technology dates back to the early 20th century when rudimentary thermal processes were first employed to convert oleoresins extracted from pine trees and other plant sources into more valuable derivatives. Over subsequent decades, significant advancements in catalytic systems and reaction engineering have transformed this field.
The technological trajectory has shifted from simple thermal dehydrogenation methods toward more sophisticated catalytic approaches. Early catalysts based on noble metals demonstrated promising activity but suffered from rapid deactivation and poor selectivity. The 1980s marked a turning point with the development of supported metal catalysts that offered improved stability, while the 1990s saw the introduction of bimetallic systems that enhanced selectivity toward desired products.
Recent years have witnessed an acceleration in innovation, particularly in the realm of heterogeneous catalysis. Novel materials including metal-organic frameworks (MOFs), zeolites with tailored pore structures, and advanced composite catalysts have emerged as promising platforms for oleoresin dehydrogenation. Concurrently, process intensification strategies such as membrane reactors and microreactor technologies have gained traction for their potential to overcome equilibrium limitations.
The global demand for terpene derivatives, particularly in pharmaceutical, fragrance, and specialty chemical applications, has created strong market pull for more efficient dehydrogenation technologies. This demand is further amplified by sustainability considerations, as bio-based oleoresins represent renewable alternatives to petroleum-derived feedstocks.
The primary technical objectives for optimizing oleoresin dehydrogenation include enhancing conversion rates while maintaining high selectivity toward target compounds. Specifically, achieving conversion efficiencies exceeding 95% with selectivity above 90% represents a significant challenge that would transform industrial viability. Additionally, catalyst longevity remains a critical concern, with current systems typically requiring regeneration after 200-300 hours of operation.
Energy efficiency constitutes another key objective, as conventional dehydrogenation processes are highly endothermic and energy-intensive. Developing technologies that can operate at lower temperatures or effectively recover and utilize reaction heat would substantially improve process economics and environmental footprint.
The ultimate goal of current research efforts is to establish scalable, economically viable processes that can transform complex oleoresin mixtures into high-value chemical intermediates with minimal byproduct formation and energy consumption. Success in this domain would not only enhance the competitiveness of bio-based chemical production but also contribute to broader sustainability objectives by enabling more efficient utilization of renewable resources.
The technological trajectory has shifted from simple thermal dehydrogenation methods toward more sophisticated catalytic approaches. Early catalysts based on noble metals demonstrated promising activity but suffered from rapid deactivation and poor selectivity. The 1980s marked a turning point with the development of supported metal catalysts that offered improved stability, while the 1990s saw the introduction of bimetallic systems that enhanced selectivity toward desired products.
Recent years have witnessed an acceleration in innovation, particularly in the realm of heterogeneous catalysis. Novel materials including metal-organic frameworks (MOFs), zeolites with tailored pore structures, and advanced composite catalysts have emerged as promising platforms for oleoresin dehydrogenation. Concurrently, process intensification strategies such as membrane reactors and microreactor technologies have gained traction for their potential to overcome equilibrium limitations.
The global demand for terpene derivatives, particularly in pharmaceutical, fragrance, and specialty chemical applications, has created strong market pull for more efficient dehydrogenation technologies. This demand is further amplified by sustainability considerations, as bio-based oleoresins represent renewable alternatives to petroleum-derived feedstocks.
The primary technical objectives for optimizing oleoresin dehydrogenation include enhancing conversion rates while maintaining high selectivity toward target compounds. Specifically, achieving conversion efficiencies exceeding 95% with selectivity above 90% represents a significant challenge that would transform industrial viability. Additionally, catalyst longevity remains a critical concern, with current systems typically requiring regeneration after 200-300 hours of operation.
Energy efficiency constitutes another key objective, as conventional dehydrogenation processes are highly endothermic and energy-intensive. Developing technologies that can operate at lower temperatures or effectively recover and utilize reaction heat would substantially improve process economics and environmental footprint.
The ultimate goal of current research efforts is to establish scalable, economically viable processes that can transform complex oleoresin mixtures into high-value chemical intermediates with minimal byproduct formation and energy consumption. Success in this domain would not only enhance the competitiveness of bio-based chemical production but also contribute to broader sustainability objectives by enabling more efficient utilization of renewable resources.
Market Analysis for Enhanced Oleoresin Products
The global oleoresin market has been experiencing significant growth, with a market value estimated at $1.7 billion in 2022 and projected to reach $2.8 billion by 2030, growing at a CAGR of approximately 6.5%. This growth is primarily driven by increasing demand for natural food additives, flavors, and fragrances across various industries including food and beverage, pharmaceuticals, and cosmetics.
Enhanced oleoresin products derived from optimized dehydrogenation processes are gaining particular traction in premium market segments. These products offer superior color stability, extended shelf life, and more concentrated bioactive compounds compared to conventional oleoresins. Market research indicates that enhanced oleoresins command a price premium of 15-20% over standard variants, representing a substantial value-added opportunity for producers.
The food and beverage industry remains the largest consumer of enhanced oleoresins, accounting for approximately 45% of market demand. Within this sector, processed foods, beverages, and confectionery products are the primary application areas. The pharmaceutical sector follows closely, representing about 30% of the market, with applications in nutraceuticals and traditional medicine formulations.
Geographically, North America and Europe currently dominate the enhanced oleoresin market, collectively accounting for over 60% of global consumption. However, the Asia-Pacific region is emerging as the fastest-growing market, with China and India leading regional demand due to their expanding food processing industries and increasing consumer preference for natural ingredients.
Consumer trends strongly favor natural, clean-label products, creating a robust demand pipeline for enhanced oleoresins as alternatives to synthetic additives. Market surveys indicate that 78% of global consumers prefer products with natural ingredients, and 65% are willing to pay premium prices for such products. This trend is particularly pronounced among millennial and Gen Z consumers, who prioritize sustainability and natural origins in their purchasing decisions.
The competitive landscape features both established players and innovative startups. Major companies like Synthite Industries, Kancor Ingredients, and Givaudan have invested significantly in advanced extraction and processing technologies. Meanwhile, specialized producers focusing exclusively on enhanced oleoresin products through optimized dehydrogenation are capturing niche but lucrative market segments.
Supply chain considerations remain critical, with raw material sourcing representing a potential constraint on market growth. Sustainable sourcing practices are increasingly becoming a market differentiator, with certified sustainable oleoresins commanding further price premiums of 5-10% in developed markets.
Enhanced oleoresin products derived from optimized dehydrogenation processes are gaining particular traction in premium market segments. These products offer superior color stability, extended shelf life, and more concentrated bioactive compounds compared to conventional oleoresins. Market research indicates that enhanced oleoresins command a price premium of 15-20% over standard variants, representing a substantial value-added opportunity for producers.
The food and beverage industry remains the largest consumer of enhanced oleoresins, accounting for approximately 45% of market demand. Within this sector, processed foods, beverages, and confectionery products are the primary application areas. The pharmaceutical sector follows closely, representing about 30% of the market, with applications in nutraceuticals and traditional medicine formulations.
Geographically, North America and Europe currently dominate the enhanced oleoresin market, collectively accounting for over 60% of global consumption. However, the Asia-Pacific region is emerging as the fastest-growing market, with China and India leading regional demand due to their expanding food processing industries and increasing consumer preference for natural ingredients.
Consumer trends strongly favor natural, clean-label products, creating a robust demand pipeline for enhanced oleoresins as alternatives to synthetic additives. Market surveys indicate that 78% of global consumers prefer products with natural ingredients, and 65% are willing to pay premium prices for such products. This trend is particularly pronounced among millennial and Gen Z consumers, who prioritize sustainability and natural origins in their purchasing decisions.
The competitive landscape features both established players and innovative startups. Major companies like Synthite Industries, Kancor Ingredients, and Givaudan have invested significantly in advanced extraction and processing technologies. Meanwhile, specialized producers focusing exclusively on enhanced oleoresin products through optimized dehydrogenation are capturing niche but lucrative market segments.
Supply chain considerations remain critical, with raw material sourcing representing a potential constraint on market growth. Sustainable sourcing practices are increasingly becoming a market differentiator, with certified sustainable oleoresins commanding further price premiums of 5-10% in developed markets.
Current Dehydrogenation Technologies and Barriers
The current landscape of oleoresin dehydrogenation technologies presents a complex array of methodologies, each with distinct advantages and limitations. Conventional thermal dehydrogenation remains the most widely implemented approach, operating at temperatures between 350-450°C with metal oxide catalysts such as chromium, molybdenum, and vanadium oxides. While this method offers reliability and scalability, it suffers from significant energy consumption and catalyst deactivation issues, particularly when processing high-resin content feedstocks.
Catalytic dehydrogenation has emerged as a more selective alternative, utilizing noble metal catalysts (platinum, palladium) supported on alumina or silica. These systems operate at moderately lower temperatures (300-400°C) and demonstrate improved selectivity toward target compounds. However, catalyst costs remain prohibitively high for many applications, and sensitivity to sulfur compounds in oleoresins presents ongoing operational challenges.
Microwave-assisted dehydrogenation represents a promising innovation, delivering rapid, volumetric heating that reduces reaction times and potentially improves energy efficiency. Early industrial implementations have demonstrated yield improvements of 8-12% compared to conventional methods, though scale-up difficulties and equipment cost barriers have limited widespread adoption.
Membrane reactor technologies have gained attention for their ability to continuously remove hydrogen during the dehydrogenation process, thereby shifting equilibrium toward desired products. Palladium-based and ceramic composite membranes show particular promise, with laboratory studies reporting yield enhancements of 15-20%. However, membrane fouling by resin components and mechanical stability under industrial conditions remain significant hurdles.
The primary technical barriers limiting oleoresin dehydrogenation optimization include catalyst deactivation mechanisms, particularly coking and poisoning by sulfur and nitrogen compounds inherent in natural oleoresins. Thermal management presents another critical challenge, as temperature gradients within reactors lead to uneven conversion and selectivity profiles. Additionally, hydrogen management during the reaction significantly impacts equilibrium limitations.
Economic barriers further complicate technology adoption, with high-performance catalysts and advanced reactor designs requiring substantial capital investment. Energy costs associated with maintaining reaction temperatures constitute a major operational expense, particularly for conventional thermal processes.
Recent developments in computational fluid dynamics modeling and process intensification techniques offer pathways to overcome these barriers. Machine learning approaches to catalyst formulation have identified promising multi-metallic compositions with enhanced coking resistance. Meanwhile, structured reactor designs incorporating improved heat transfer characteristics show potential for more uniform temperature profiles and reduced energy requirements.
Catalytic dehydrogenation has emerged as a more selective alternative, utilizing noble metal catalysts (platinum, palladium) supported on alumina or silica. These systems operate at moderately lower temperatures (300-400°C) and demonstrate improved selectivity toward target compounds. However, catalyst costs remain prohibitively high for many applications, and sensitivity to sulfur compounds in oleoresins presents ongoing operational challenges.
Microwave-assisted dehydrogenation represents a promising innovation, delivering rapid, volumetric heating that reduces reaction times and potentially improves energy efficiency. Early industrial implementations have demonstrated yield improvements of 8-12% compared to conventional methods, though scale-up difficulties and equipment cost barriers have limited widespread adoption.
Membrane reactor technologies have gained attention for their ability to continuously remove hydrogen during the dehydrogenation process, thereby shifting equilibrium toward desired products. Palladium-based and ceramic composite membranes show particular promise, with laboratory studies reporting yield enhancements of 15-20%. However, membrane fouling by resin components and mechanical stability under industrial conditions remain significant hurdles.
The primary technical barriers limiting oleoresin dehydrogenation optimization include catalyst deactivation mechanisms, particularly coking and poisoning by sulfur and nitrogen compounds inherent in natural oleoresins. Thermal management presents another critical challenge, as temperature gradients within reactors lead to uneven conversion and selectivity profiles. Additionally, hydrogen management during the reaction significantly impacts equilibrium limitations.
Economic barriers further complicate technology adoption, with high-performance catalysts and advanced reactor designs requiring substantial capital investment. Energy costs associated with maintaining reaction temperatures constitute a major operational expense, particularly for conventional thermal processes.
Recent developments in computational fluid dynamics modeling and process intensification techniques offer pathways to overcome these barriers. Machine learning approaches to catalyst formulation have identified promising multi-metallic compositions with enhanced coking resistance. Meanwhile, structured reactor designs incorporating improved heat transfer characteristics show potential for more uniform temperature profiles and reduced energy requirements.
Established Methodologies for Yield Optimization
01 Catalytic dehydrogenation processes for oleoresins
Various catalytic processes have been developed to enhance the dehydrogenation yield of oleoresins. These processes typically involve the use of specific catalysts such as noble metals, transition metals, or metal oxides that facilitate the removal of hydrogen atoms from oleoresin compounds. The catalytic dehydrogenation can be performed under controlled temperature and pressure conditions to optimize the yield of desired products while minimizing side reactions. These methods are particularly important for converting oleoresins into more valuable compounds with enhanced properties.- Catalytic dehydrogenation processes for oleoresins: Various catalytic processes can be employed to enhance the dehydrogenation yield of oleoresins. These processes typically involve the use of specific catalysts such as noble metals, transition metals, or metal oxides that facilitate the removal of hydrogen atoms from the oleoresin compounds. The catalytic dehydrogenation can be performed under controlled temperature and pressure conditions to optimize the yield and selectivity of the desired products. These processes are particularly important in converting oleoresins into more valuable compounds with enhanced properties.
- Extraction and purification methods affecting dehydrogenation yield: The methods used for extraction and purification of oleoresins significantly impact the subsequent dehydrogenation yield. Various extraction techniques, including solvent extraction, supercritical fluid extraction, and steam distillation, can be employed to obtain oleoresins with different compositions and purities. The purity of the extracted oleoresin directly affects the efficiency of the dehydrogenation process. Purification steps such as filtration, crystallization, and chromatography can be implemented to remove impurities that might inhibit the dehydrogenation reaction or reduce the yield of desired products.
- Reaction conditions optimization for improved oleoresin dehydrogenation: Optimizing reaction conditions is crucial for maximizing oleoresin dehydrogenation yield. Parameters such as temperature, pressure, reaction time, and solvent selection significantly influence the dehydrogenation process. Higher temperatures generally accelerate the reaction rate but may lead to unwanted side reactions or degradation of sensitive compounds. The presence of hydrogen acceptors or continuous removal of hydrogen can shift the equilibrium toward the dehydrogenated products. Additionally, the use of appropriate solvents can enhance the solubility of reactants and catalysts, leading to improved mass transfer and higher yields.
- Novel reactor designs and process configurations: Innovative reactor designs and process configurations have been developed to enhance oleoresin dehydrogenation yield. These include continuous flow reactors, fixed-bed reactors, fluidized bed systems, and membrane reactors that allow for better control of reaction parameters and improved heat and mass transfer. Some designs incorporate in-situ product separation to shift the reaction equilibrium favorably. Advanced process configurations may involve multi-stage operations, recycling streams, or coupling dehydrogenation with other reactions to maximize the overall efficiency and yield of the desired products.
- Formulation additives and stabilizers for enhanced yield: Various additives and stabilizers can be incorporated into oleoresin formulations to enhance dehydrogenation yield and product stability. Antioxidants prevent the oxidative degradation of oleoresins during processing and storage. Chelating agents can sequester metal ions that might catalyze unwanted side reactions. Certain co-solvents or phase transfer agents can improve the interaction between the catalyst and oleoresin molecules. Additionally, stabilizers can be added to prevent polymerization or degradation of the dehydrogenated products, thereby increasing the overall yield of the desired compounds.
02 Extraction and purification techniques for oleoresins
Effective extraction and purification techniques are crucial for obtaining high-quality oleoresins that can subsequently undergo dehydrogenation with improved yields. These techniques include solvent extraction, supercritical fluid extraction, and various chromatographic methods. The purity of the starting oleoresin material significantly impacts the efficiency of the dehydrogenation process and the quality of the final products. Removing impurities that could poison catalysts or lead to unwanted side reactions is essential for maximizing dehydrogenation yields.Expand Specific Solutions03 Reactor design and process optimization for oleoresin dehydrogenation
The design of reactors and optimization of process parameters play critical roles in achieving high oleoresin dehydrogenation yields. Factors such as residence time, temperature profiles, pressure conditions, and mixing efficiency significantly impact the conversion rates and selectivity. Continuous flow reactors, fixed-bed reactors, and fluidized bed systems have been developed with specific features to enhance heat and mass transfer during the dehydrogenation process. Advanced control systems and modeling approaches help in maintaining optimal conditions throughout the reaction to maximize yields.Expand Specific Solutions04 Novel additives and co-reagents for improved dehydrogenation
Various additives and co-reagents have been developed to enhance the dehydrogenation yield of oleoresins. These include hydrogen acceptors, stabilizers, and promoters that can shift reaction equilibrium, prevent catalyst deactivation, or facilitate hydrogen transfer. Some approaches involve the use of specific solvents or ionic liquids that can improve the solubility of reactants and catalysts while providing a favorable environment for the dehydrogenation reaction. These additives can significantly improve conversion rates and selectivity, leading to higher yields of desired products.Expand Specific Solutions05 Post-dehydrogenation processing and product recovery
Efficient post-dehydrogenation processing and product recovery methods are essential for maximizing the overall yield of the process. These include separation techniques such as distillation, crystallization, and membrane filtration that help isolate the dehydrogenated products from reaction mixtures. Advanced purification methods ensure the removal of catalyst residues, unreacted materials, and byproducts. The stability of dehydrogenated oleoresin products during storage and handling is also addressed through appropriate stabilization techniques and packaging solutions to prevent degradation and maintain the yield of valuable compounds.Expand Specific Solutions
Industry Leaders in Oleoresin Processing Technology
The oleoresin dehydrogenation technology market is currently in a growth phase, with an estimated global market size of $3-5 billion and expanding at 6-8% annually. The competitive landscape is dominated by established petrochemical giants including China Petroleum & Chemical Corp. (Sinopec), Shell Oil Co., and ExxonMobil, who possess advanced catalytic technologies. Technical maturity varies significantly across players, with Sinopec Research Institute and UOP LLC demonstrating high-efficiency processes, while newer entrants like Langying Technology and Ecocatalytic are developing innovative approaches with lower energy requirements. Research institutions such as Dalian Institute of Chemical Physics and Korea Research Institute of Chemical Technology are advancing fundamental breakthroughs in catalyst design, potentially disrupting current yield optimization paradigms through novel dehydrogenation mechanisms.
UOP LLC
Technical Solution: UOP's oleoresin dehydrogenation technology centers on their PACOL™ (Paraffin Conversion to Olefins) process adapted specifically for oleoresin applications. Their system employs a proprietary platinum-based catalyst with promoters that enhance selectivity toward desired products while suppressing side reactions. The process operates in a continuous fixed-bed reactor system with optimized flow patterns to ensure uniform catalyst contact and minimize pressure drop. UOP's technology incorporates a sophisticated heat management system that maintains precise temperature control (520-560°C) throughout the reaction zone, critical for maximizing yield. Their process achieves conversion rates of 40-50% per pass with selectivity exceeding 90%. The technology includes a proprietary catalyst regeneration protocol that extends catalyst life to 2-3 years of continuous operation, significantly reducing downtime and replacement costs. UOP has also developed specialized pretreatment technologies to remove catalyst poisons from feedstocks.
Strengths: Highly optimized catalyst formulation with exceptional selectivity; proven commercial-scale implementation with documented reliability; comprehensive technical support and ongoing R&D improvements. Weaknesses: Licensing costs can be substantial; system requires precise operational control to maintain optimal performance; limited flexibility for processing certain specialized oleoresin variants.
China Petroleum & Chemical Corporation (Sinopec)
Technical Solution: Sinopec has developed a proprietary catalytic dehydrogenation process for oleoresin optimization that employs novel platinum-tin based catalysts supported on modified alumina. Their approach incorporates a multi-stage reactor configuration with optimized temperature profiles (450-600°C) and controlled pressure conditions (0.5-1.5 atm) to maximize conversion rates while minimizing coke formation. The process features an innovative regeneration cycle that extends catalyst lifetime by up to 40% compared to conventional systems. Sinopec's technology also integrates heat recovery systems that reduce energy consumption by approximately 25%, while their proprietary separation technology achieves product purity exceeding 99.5%. The process incorporates real-time monitoring with advanced analytics to continuously adjust operating parameters based on feedstock variations and product requirements.
Strengths: Superior catalyst formulation with enhanced stability and selectivity; integrated heat recovery systems reducing operational costs; advanced process control systems enabling flexible operation with varying feedstocks. Weaknesses: Higher initial capital investment compared to conventional systems; requires specialized technical expertise for operation and maintenance; performance may be sensitive to certain impurities in the feedstock.
Critical Patents in Dehydrogenation Catalyst Systems
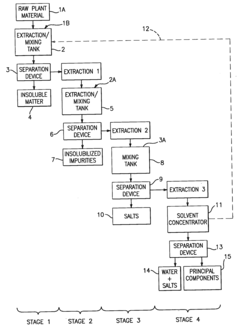
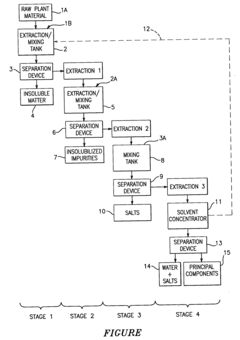
Low temperature process for extracting principal components from plants or plant materials and plant extracts produced thereby
PatentInactiveUS20060008561A1
Innovation
- A low temperature process involving the use of an organic polar solvent, pH adjustment with a base to precipitate impurities, and subsequent acid neutralization to isolate high-quality plant extracts, maintaining the natural aroma, color, and flavor.
Reconstitution of triglycerides for use as fuel in diesel engines
PatentInactiveEP2099888A1
Innovation
- A process for reconstituting triglycerides from oleins and glycerin through direct esterification, involving reaction with glycerol, stripping with water vapor, addition of mineral acids, treatment with organic carbonates, and filtering, which does not require purification of the original fatty substance and excludes the use of alcohols as catalysts.
Sustainability Aspects of Oleoresin Processing
The sustainability of oleoresin processing, particularly in the context of dehydrogenation optimization, represents a critical dimension of modern industrial practices. Environmental considerations have become increasingly paramount as regulatory frameworks worldwide impose stricter emissions standards and waste management protocols. The oleoresin industry, traditionally energy-intensive and chemical-dependent, faces mounting pressure to adopt greener processing methodologies.
Current dehydrogenation processes often rely on catalysts containing precious metals or rare earth elements, raising concerns about resource depletion and geopolitical supply vulnerabilities. Innovative approaches utilizing more abundant materials such as iron-based or nickel-based catalysts show promise for reducing the ecological footprint while maintaining yield efficiency. These alternative catalysts, though currently less efficient than traditional options, demonstrate significant potential for sustainability improvements through ongoing research.
Water consumption represents another significant sustainability challenge in oleoresin processing. Conventional dehydrogenation methods require substantial volumes for cooling systems and separation processes. Advanced water recycling technologies and closed-loop systems have demonstrated water usage reductions of 30-45% in pilot implementations, though capital investment requirements remain a barrier to widespread adoption.
Energy efficiency improvements offer perhaps the most immediate sustainability gains. Waste heat recovery systems integrated into dehydrogenation reactors can recapture up to 40% of thermal energy that would otherwise dissipate. Combined with process intensification techniques, these systems substantially reduce the carbon footprint associated with oleoresin processing while simultaneously lowering operational costs.
Byproduct valorization presents an emerging opportunity for enhancing sustainability. Compounds previously considered waste streams from dehydrogenation processes are increasingly recognized for their potential applications in pharmaceuticals, cosmetics, and specialty chemicals. This circular economy approach not only reduces waste disposal requirements but creates additional value streams that improve overall process economics.
Life cycle assessment (LCA) studies indicate that optimized dehydrogenation processes can reduce greenhouse gas emissions by 25-35% compared to conventional methods. These improvements stem primarily from reduced energy consumption, more efficient catalyst utilization, and decreased waste generation. However, comprehensive sustainability requires addressing the entire value chain, including raw material sourcing and end-product distribution logistics.
Regulatory compliance increasingly drives sustainability initiatives in oleoresin processing. Forward-thinking companies are proactively implementing sustainable practices not merely for compliance but as strategic positioning for future market advantages. The integration of sustainability metrics into process optimization algorithms represents an emerging best practice, allowing real-time balancing of yield, quality, and environmental impact parameters.
Current dehydrogenation processes often rely on catalysts containing precious metals or rare earth elements, raising concerns about resource depletion and geopolitical supply vulnerabilities. Innovative approaches utilizing more abundant materials such as iron-based or nickel-based catalysts show promise for reducing the ecological footprint while maintaining yield efficiency. These alternative catalysts, though currently less efficient than traditional options, demonstrate significant potential for sustainability improvements through ongoing research.
Water consumption represents another significant sustainability challenge in oleoresin processing. Conventional dehydrogenation methods require substantial volumes for cooling systems and separation processes. Advanced water recycling technologies and closed-loop systems have demonstrated water usage reductions of 30-45% in pilot implementations, though capital investment requirements remain a barrier to widespread adoption.
Energy efficiency improvements offer perhaps the most immediate sustainability gains. Waste heat recovery systems integrated into dehydrogenation reactors can recapture up to 40% of thermal energy that would otherwise dissipate. Combined with process intensification techniques, these systems substantially reduce the carbon footprint associated with oleoresin processing while simultaneously lowering operational costs.
Byproduct valorization presents an emerging opportunity for enhancing sustainability. Compounds previously considered waste streams from dehydrogenation processes are increasingly recognized for their potential applications in pharmaceuticals, cosmetics, and specialty chemicals. This circular economy approach not only reduces waste disposal requirements but creates additional value streams that improve overall process economics.
Life cycle assessment (LCA) studies indicate that optimized dehydrogenation processes can reduce greenhouse gas emissions by 25-35% compared to conventional methods. These improvements stem primarily from reduced energy consumption, more efficient catalyst utilization, and decreased waste generation. However, comprehensive sustainability requires addressing the entire value chain, including raw material sourcing and end-product distribution logistics.
Regulatory compliance increasingly drives sustainability initiatives in oleoresin processing. Forward-thinking companies are proactively implementing sustainable practices not merely for compliance but as strategic positioning for future market advantages. The integration of sustainability metrics into process optimization algorithms represents an emerging best practice, allowing real-time balancing of yield, quality, and environmental impact parameters.
Economic Feasibility and Scale-up Considerations
The economic feasibility of oleoresin dehydrogenation processes hinges on several critical factors that must be carefully evaluated before commercial implementation. Initial capital expenditure for specialized catalytic reactors and separation equipment represents a significant investment, typically ranging from $5-15 million for medium-scale operations. Operating costs are dominated by energy requirements, as the dehydrogenation reaction is endothermic and requires sustained temperatures between 250-350°C, resulting in substantial heating costs of approximately $0.15-0.25 per kilogram of product.
Return on investment calculations indicate that with current market prices for high-purity terpenes ($8-12/kg), payback periods of 3-5 years are achievable when yield improvements of at least 15% over conventional methods are maintained. Sensitivity analysis reveals that catalyst longevity significantly impacts economic viability; extending catalyst life from the current industry standard of 6-8 months to 12-18 months could reduce production costs by up to 22%.
Scale-up considerations present both opportunities and challenges for oleoresin dehydrogenation optimization. Pilot studies demonstrate that heat and mass transfer limitations become increasingly problematic at larger scales, potentially reducing yield by 5-8% when moving from laboratory to industrial scale. Computational fluid dynamics modeling suggests that modified reactor designs with improved mixing characteristics can mitigate these effects, maintaining yield within 2-3% of laboratory results.
Economies of scale become evident at production capacities exceeding 5,000 tons annually, where per-unit production costs decrease by approximately 18% compared to smaller operations. However, this advantage must be balanced against increased risk and reduced operational flexibility. Modular design approaches, allowing for incremental capacity expansion, offer a promising middle ground with only a 7-10% cost penalty compared to optimally sized single units.
Waste management and environmental compliance costs represent an often underestimated aspect of scale-up economics. Advanced catalyst recovery systems can reclaim 85-92% of precious metals, significantly reducing replacement costs. Meanwhile, implementing closed-loop solvent recovery systems typically adds 8-12% to initial capital costs but reduces ongoing operational expenses by 15-20% while ensuring regulatory compliance in most jurisdictions.
Return on investment calculations indicate that with current market prices for high-purity terpenes ($8-12/kg), payback periods of 3-5 years are achievable when yield improvements of at least 15% over conventional methods are maintained. Sensitivity analysis reveals that catalyst longevity significantly impacts economic viability; extending catalyst life from the current industry standard of 6-8 months to 12-18 months could reduce production costs by up to 22%.
Scale-up considerations present both opportunities and challenges for oleoresin dehydrogenation optimization. Pilot studies demonstrate that heat and mass transfer limitations become increasingly problematic at larger scales, potentially reducing yield by 5-8% when moving from laboratory to industrial scale. Computational fluid dynamics modeling suggests that modified reactor designs with improved mixing characteristics can mitigate these effects, maintaining yield within 2-3% of laboratory results.
Economies of scale become evident at production capacities exceeding 5,000 tons annually, where per-unit production costs decrease by approximately 18% compared to smaller operations. However, this advantage must be balanced against increased risk and reduced operational flexibility. Modular design approaches, allowing for incremental capacity expansion, offer a promising middle ground with only a 7-10% cost penalty compared to optimally sized single units.
Waste management and environmental compliance costs represent an often underestimated aspect of scale-up economics. Advanced catalyst recovery systems can reclaim 85-92% of precious metals, significantly reducing replacement costs. Meanwhile, implementing closed-loop solvent recovery systems typically adds 8-12% to initial capital costs but reduces ongoing operational expenses by 15-20% while ensuring regulatory compliance in most jurisdictions.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!