Scalability of industrial AMOLED implementations.
JUL 17, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
AMOLED Scalability Background and Objectives
Active-Matrix Organic Light-Emitting Diode (AMOLED) technology has revolutionized the display industry since its inception in the late 1990s. This advanced display technology offers superior image quality, energy efficiency, and flexibility compared to traditional LCD displays. The evolution of AMOLED has been marked by continuous improvements in manufacturing processes, materials, and design techniques, leading to its widespread adoption in various consumer electronics, particularly smartphones and televisions.
The scalability of industrial AMOLED implementations has become a critical focus for manufacturers and researchers alike. As demand for larger AMOLED displays grows, particularly in the television and professional monitor markets, the industry faces significant challenges in scaling up production while maintaining quality and cost-effectiveness. The primary objective of this technical research is to explore the current state of AMOLED scalability, identify key technological hurdles, and assess potential solutions for large-scale industrial implementation.
One of the main drivers behind the push for AMOLED scalability is the increasing consumer demand for larger, higher-resolution displays with superior color reproduction and contrast ratios. The unique properties of AMOLED technology, such as its ability to produce true blacks and vibrant colors, make it particularly attractive for high-end display applications. However, as screen sizes increase, so do the technical challenges associated with maintaining uniform brightness, color accuracy, and longevity across the entire display surface.
The scalability of AMOLED technology is intrinsically linked to advancements in several key areas, including thin-film transistor (TFT) backplane technology, organic material deposition techniques, and encapsulation methods. Each of these components plays a crucial role in determining the overall performance and manufacturability of large-scale AMOLED displays. As such, research efforts are focused on developing innovative solutions to overcome the limitations in these areas.
Another important aspect of AMOLED scalability is the need for more efficient and cost-effective manufacturing processes. As display sizes increase, traditional manufacturing methods become less viable, necessitating the development of new production techniques and equipment. This includes advancements in areas such as large-area vapor deposition, laser patterning, and roll-to-roll manufacturing processes.
The ultimate goal of improving AMOLED scalability is to enable the production of larger, higher-quality displays while reducing manufacturing costs and increasing yield rates. This would not only expand the potential applications for AMOLED technology but also make it more competitive with alternative display technologies in various market segments. As such, the outcomes of this research have significant implications for the future of the display industry and the broader consumer electronics market.
The scalability of industrial AMOLED implementations has become a critical focus for manufacturers and researchers alike. As demand for larger AMOLED displays grows, particularly in the television and professional monitor markets, the industry faces significant challenges in scaling up production while maintaining quality and cost-effectiveness. The primary objective of this technical research is to explore the current state of AMOLED scalability, identify key technological hurdles, and assess potential solutions for large-scale industrial implementation.
One of the main drivers behind the push for AMOLED scalability is the increasing consumer demand for larger, higher-resolution displays with superior color reproduction and contrast ratios. The unique properties of AMOLED technology, such as its ability to produce true blacks and vibrant colors, make it particularly attractive for high-end display applications. However, as screen sizes increase, so do the technical challenges associated with maintaining uniform brightness, color accuracy, and longevity across the entire display surface.
The scalability of AMOLED technology is intrinsically linked to advancements in several key areas, including thin-film transistor (TFT) backplane technology, organic material deposition techniques, and encapsulation methods. Each of these components plays a crucial role in determining the overall performance and manufacturability of large-scale AMOLED displays. As such, research efforts are focused on developing innovative solutions to overcome the limitations in these areas.
Another important aspect of AMOLED scalability is the need for more efficient and cost-effective manufacturing processes. As display sizes increase, traditional manufacturing methods become less viable, necessitating the development of new production techniques and equipment. This includes advancements in areas such as large-area vapor deposition, laser patterning, and roll-to-roll manufacturing processes.
The ultimate goal of improving AMOLED scalability is to enable the production of larger, higher-quality displays while reducing manufacturing costs and increasing yield rates. This would not only expand the potential applications for AMOLED technology but also make it more competitive with alternative display technologies in various market segments. As such, the outcomes of this research have significant implications for the future of the display industry and the broader consumer electronics market.
Market Demand for Large-Scale AMOLED Displays
The demand for large-scale AMOLED displays has been steadily increasing across various industries, driven by the technology's superior visual performance and energy efficiency. In the consumer electronics sector, there is a growing appetite for larger AMOLED screens in smartphones, tablets, and televisions. This trend is particularly evident in the high-end market segment, where consumers are willing to pay a premium for devices with vibrant, high-contrast displays.
The automotive industry represents another significant market for large-scale AMOLED displays. As vehicles become more technologically advanced, manufacturers are incorporating larger, more sophisticated display panels for infotainment systems, digital dashboards, and heads-up displays. AMOLED technology is preferred for its ability to deliver deep blacks, high contrast ratios, and wide viewing angles, which are crucial for in-vehicle applications.
In the commercial and advertising sectors, there is an increasing demand for large-format AMOLED displays for digital signage and interactive kiosks. These displays offer superior image quality and energy efficiency compared to traditional LCD panels, making them attractive for high-traffic areas and outdoor installations.
The healthcare industry is also showing interest in large-scale AMOLED displays for medical imaging applications. The technology's ability to produce high-contrast images with accurate color reproduction is valuable for diagnostic purposes, particularly in radiology and surgical visualization.
Market research indicates that the global AMOLED display market is expected to grow significantly in the coming years. This growth is attributed to the expanding applications in various industries and the continuous improvements in AMOLED technology, which are making larger displays more feasible and cost-effective.
However, the scalability of industrial AMOLED implementations presents challenges that impact market demand. Current manufacturing processes for large-scale AMOLED displays are complex and costly, which limits their widespread adoption. As a result, there is a strong market pull for innovations that can improve production efficiency and reduce costs, potentially opening up new market segments and applications for large-scale AMOLED displays.
The potential market size for large-scale AMOLED displays is substantial, but realizing this potential depends on overcoming technical hurdles related to scalability. As the technology matures and production costs decrease, it is anticipated that the market demand will expand further, particularly in emerging applications such as flexible and transparent displays for smart homes, augmented reality, and virtual reality systems.
The automotive industry represents another significant market for large-scale AMOLED displays. As vehicles become more technologically advanced, manufacturers are incorporating larger, more sophisticated display panels for infotainment systems, digital dashboards, and heads-up displays. AMOLED technology is preferred for its ability to deliver deep blacks, high contrast ratios, and wide viewing angles, which are crucial for in-vehicle applications.
In the commercial and advertising sectors, there is an increasing demand for large-format AMOLED displays for digital signage and interactive kiosks. These displays offer superior image quality and energy efficiency compared to traditional LCD panels, making them attractive for high-traffic areas and outdoor installations.
The healthcare industry is also showing interest in large-scale AMOLED displays for medical imaging applications. The technology's ability to produce high-contrast images with accurate color reproduction is valuable for diagnostic purposes, particularly in radiology and surgical visualization.
Market research indicates that the global AMOLED display market is expected to grow significantly in the coming years. This growth is attributed to the expanding applications in various industries and the continuous improvements in AMOLED technology, which are making larger displays more feasible and cost-effective.
However, the scalability of industrial AMOLED implementations presents challenges that impact market demand. Current manufacturing processes for large-scale AMOLED displays are complex and costly, which limits their widespread adoption. As a result, there is a strong market pull for innovations that can improve production efficiency and reduce costs, potentially opening up new market segments and applications for large-scale AMOLED displays.
The potential market size for large-scale AMOLED displays is substantial, but realizing this potential depends on overcoming technical hurdles related to scalability. As the technology matures and production costs decrease, it is anticipated that the market demand will expand further, particularly in emerging applications such as flexible and transparent displays for smart homes, augmented reality, and virtual reality systems.
Technical Challenges in Industrial AMOLED Scaling
The scalability of industrial AMOLED implementations faces several significant technical challenges that need to be addressed for widespread adoption and cost-effective production. One of the primary obstacles is the complexity of the manufacturing process, which requires precise control over multiple layers of organic materials and thin-film transistors. As the display size increases, maintaining uniformity across the entire panel becomes increasingly difficult, leading to potential issues with color accuracy and brightness consistency.
Another major challenge lies in the yield rates of large-scale AMOLED production. The intricate nature of AMOLED displays means that even minor defects can render an entire panel unusable, resulting in higher production costs and lower overall efficiency. This issue is particularly pronounced when scaling up to larger display sizes or increasing production volumes, as the probability of defects occurring rises proportionally.
The stability and longevity of AMOLED displays also present significant hurdles in industrial applications. Organic materials used in AMOLED panels are susceptible to degradation over time, especially when exposed to heat, moisture, or oxygen. This degradation can lead to color shifts, reduced brightness, and even permanent damage to pixels. Developing more robust materials and effective encapsulation techniques to protect the organic layers is crucial for improving the lifespan and reliability of industrial AMOLED displays.
Power consumption is another critical factor that becomes more challenging as AMOLED displays scale up in size. While AMOLEDs are generally more energy-efficient than traditional LCD displays for dark content, they can consume significantly more power when displaying bright or white images. This issue is exacerbated in larger displays, potentially limiting their application in certain industrial settings where power efficiency is paramount.
The backplane technology used in AMOLED displays also faces scalability challenges. Low-temperature polycrystalline silicon (LTPS) is commonly used for its high electron mobility, but it becomes increasingly difficult and expensive to manufacture uniformly over large areas. Alternative technologies like indium gallium zinc oxide (IGZO) offer better scalability but may compromise on performance in some aspects.
Addressing these technical challenges requires a multifaceted approach, combining advancements in materials science, process engineering, and circuit design. Innovations in areas such as quantum dot color conversion layers, inkjet printing of OLED materials, and the development of more stable organic compounds are all potential avenues for improving the scalability of industrial AMOLED implementations. Additionally, the integration of compensation circuits and advanced driving schemes can help mitigate some of the uniformity and longevity issues associated with large-scale AMOLED displays.
Another major challenge lies in the yield rates of large-scale AMOLED production. The intricate nature of AMOLED displays means that even minor defects can render an entire panel unusable, resulting in higher production costs and lower overall efficiency. This issue is particularly pronounced when scaling up to larger display sizes or increasing production volumes, as the probability of defects occurring rises proportionally.
The stability and longevity of AMOLED displays also present significant hurdles in industrial applications. Organic materials used in AMOLED panels are susceptible to degradation over time, especially when exposed to heat, moisture, or oxygen. This degradation can lead to color shifts, reduced brightness, and even permanent damage to pixels. Developing more robust materials and effective encapsulation techniques to protect the organic layers is crucial for improving the lifespan and reliability of industrial AMOLED displays.
Power consumption is another critical factor that becomes more challenging as AMOLED displays scale up in size. While AMOLEDs are generally more energy-efficient than traditional LCD displays for dark content, they can consume significantly more power when displaying bright or white images. This issue is exacerbated in larger displays, potentially limiting their application in certain industrial settings where power efficiency is paramount.
The backplane technology used in AMOLED displays also faces scalability challenges. Low-temperature polycrystalline silicon (LTPS) is commonly used for its high electron mobility, but it becomes increasingly difficult and expensive to manufacture uniformly over large areas. Alternative technologies like indium gallium zinc oxide (IGZO) offer better scalability but may compromise on performance in some aspects.
Addressing these technical challenges requires a multifaceted approach, combining advancements in materials science, process engineering, and circuit design. Innovations in areas such as quantum dot color conversion layers, inkjet printing of OLED materials, and the development of more stable organic compounds are all potential avenues for improving the scalability of industrial AMOLED implementations. Additionally, the integration of compensation circuits and advanced driving schemes can help mitigate some of the uniformity and longevity issues associated with large-scale AMOLED displays.
Current Scalable AMOLED Production Methods
01 Pixel circuit design for scalability
Advanced pixel circuit designs are crucial for AMOLED scalability. These designs focus on improving current uniformity, reducing power consumption, and enhancing display quality across different screen sizes. Techniques such as compensation circuits and optimized driving schemes are employed to maintain consistent performance as display sizes increase.- Pixel circuit design for scalability: Advanced pixel circuit designs are crucial for AMOLED scalability. These designs focus on improving current uniformity, reducing power consumption, and enhancing display quality across different screen sizes. Innovations in this area include compensation circuits for threshold voltage variations and optimized driving schemes for large-scale displays.
- Manufacturing techniques for large-scale AMOLED: Scalable manufacturing techniques are essential for producing large-scale AMOLED displays. These methods include advanced deposition processes, improved substrate handling, and novel patterning techniques. Such innovations enable the production of larger AMOLED panels while maintaining high yield rates and reducing production costs.
- Backplane technology for scalable AMOLED: Advancements in backplane technology play a crucial role in AMOLED scalability. This includes the development of high-performance thin-film transistors (TFTs) using materials such as low-temperature polycrystalline silicon (LTPS) or oxide semiconductors. These improvements enable better electron mobility and stability, supporting larger display sizes and higher resolutions.
- Power management for large AMOLED displays: Efficient power management is critical for the scalability of AMOLED displays, especially in larger sizes. This involves developing advanced power distribution schemes, optimizing voltage regulation, and implementing intelligent brightness control algorithms. These techniques help maintain consistent performance and extend the lifespan of large AMOLED panels.
- Compensation algorithms for display uniformity: As AMOLED displays increase in size, maintaining uniformity becomes more challenging. Advanced compensation algorithms are developed to address issues such as mura defects, color shifts, and brightness variations across the panel. These algorithms work in conjunction with hardware improvements to ensure consistent image quality in scalable AMOLED displays.
02 Backplane technology for large-scale AMOLED
Developing suitable backplane technologies is essential for scaling AMOLED displays. This includes advancements in thin-film transistor (TFT) materials and structures, such as low-temperature polycrystalline silicon (LTPS) or oxide TFTs, which offer improved electron mobility and stability for larger display sizes.Expand Specific Solutions03 Manufacturing processes for scalable production
Innovative manufacturing processes are key to achieving scalability in AMOLED production. This involves developing new deposition techniques, improving yield rates, and implementing efficient production lines capable of handling larger substrate sizes. These advancements help reduce costs and increase production capacity for larger AMOLED displays.Expand Specific Solutions04 Power management for large AMOLED displays
Effective power management strategies are crucial for scaling AMOLED technology to larger displays. This includes developing more efficient driver ICs, implementing advanced power-saving algorithms, and optimizing the overall display system to reduce energy consumption while maintaining high image quality across various screen sizes.Expand Specific Solutions05 Compensation techniques for uniformity in large displays
As AMOLED displays increase in size, maintaining uniformity becomes more challenging. Advanced compensation techniques are developed to address issues such as brightness and color variations across the display. These methods include real-time sensing and adjustment algorithms, as well as pre-compensation strategies during manufacturing.Expand Specific Solutions
Key Players in Industrial AMOLED Manufacturing
The scalability of industrial AMOLED implementations is currently in a growth phase, with the market expanding rapidly due to increasing demand for high-quality displays in various applications. The global AMOLED market size is projected to reach significant figures in the coming years, driven by adoption in smartphones, TVs, and emerging technologies. Technologically, AMOLED is maturing but still evolving, with companies like BOE Technology, China Star Optoelectronics, and Tianma Microelectronics leading innovation in China. These firms are investing heavily in R&D and production capacity, aiming to compete with established players like LG Electronics and Samsung. The industry is seeing advancements in flexible displays, higher resolutions, and improved manufacturing processes, indicating a dynamic and competitive landscape.
BOE Technology Group Co., Ltd.
Technical Solution: BOE has developed advanced AMOLED manufacturing techniques to enhance scalability. They utilize flexible OLED technology and have implemented an 8.5th generation production line for large-size AMOLED panels[1]. Their approach includes the use of LTPO backplanes for improved energy efficiency and refresh rate control[2]. BOE has also invested in inkjet printing technology for OLED deposition, which allows for more efficient material usage and potentially lower production costs at scale[3]. Additionally, they have developed multi-touch integrated circuits specifically designed for AMOLED displays, improving touch responsiveness and reducing complexity in large-scale production[4].
Strengths: Large-scale production capability, advanced manufacturing techniques, and diverse product range. Weaknesses: High initial investment costs and potential yield issues during scaling.
TCL China Star Optoelectronics Technology Co., Ltd.
Technical Solution: TCL CSOT has focused on developing high-efficiency AMOLED production lines to address scalability challenges. They have implemented advanced oxide semiconductor backplanes, which offer improved electron mobility and stability for large-size displays[5]. TCL CSOT has also invested in evaporation technology optimization, achieving higher material utilization rates and more uniform deposition for consistent quality across larger panel sizes[6]. Their approach includes the development of a modular production system that allows for flexible capacity expansion and adaptation to different product sizes[7]. Furthermore, TCL CSOT has integrated AI-driven quality control systems to maintain high yields during mass production, crucial for industrial scalability[8].
Strengths: Efficient production techniques, flexible manufacturing systems, and strong quality control. Weaknesses: Relatively newer to AMOLED production compared to some competitors, potentially limiting experience in large-scale operations.
Innovative Approaches to AMOLED Upscaling
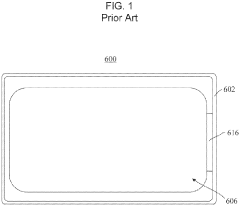
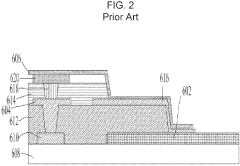
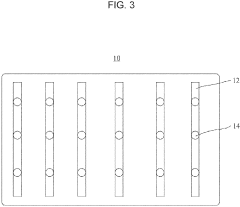
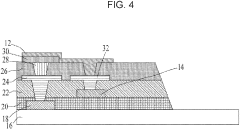
Active-matrix organic light-emitting diode (AMOLED) display module
PatentActiveUS11257882B2
Innovation
- A second conductive layer is uniformly arranged across the AMOLED display panel to ensure consistent common ground voltage distribution to the cathode, maintaining a uniform voltage difference across each OLED element, thereby enhancing luminance uniformity.
Active-matrix organic light emitting diode display module
PatentInactiveKR1020090117209A
Innovation
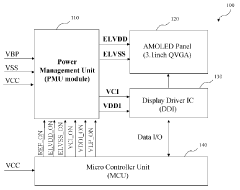
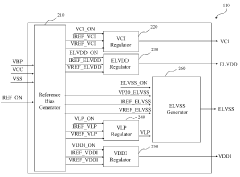
- An AMOLED display module comprising a Power Module Unit (PMU), an AMOLED panel, and a Display Driver IC (DDI) is provided, with the PMU generating panel driving and interface voltages using supply power sources in response to control signals, and the DDI driving the panel in response to display data, facilitated by a Micro Controller Unit (MCU).
Supply Chain Considerations for AMOLED Scaling
The scalability of AMOLED technology in industrial applications heavily relies on a robust and efficient supply chain. As AMOLED production scales up to meet growing demand, several key considerations emerge in the supply chain landscape.
Raw material sourcing becomes increasingly critical as production volumes expand. Securing a stable supply of high-quality organic materials, particularly emissive compounds and host materials, is essential for maintaining consistent panel performance. Diversifying suppliers and developing long-term partnerships can help mitigate supply risks and ensure a steady flow of materials.
Manufacturing equipment represents another crucial aspect of the AMOLED supply chain. As production scales, the demand for specialized deposition and encapsulation equipment grows. Collaborating with equipment manufacturers to develop more efficient and higher-throughput machines is vital for reducing production costs and improving yield rates.
Substrate production and handling present unique challenges in AMOLED scaling. As panel sizes increase and production volumes rise, ensuring a consistent supply of high-quality glass or flexible substrates becomes more complex. Implementing advanced logistics systems and quality control measures throughout the substrate supply chain is essential for maintaining production efficiency.
Component integration, particularly for backplanes and driver ICs, plays a significant role in AMOLED scaling. As panel resolutions and refresh rates increase, the demand for more advanced and efficient components grows. Fostering close relationships with semiconductor manufacturers and investing in joint development efforts can help ensure a steady supply of cutting-edge components.
Packaging and module assembly represent the final stages of the AMOLED supply chain. As production scales, optimizing these processes for efficiency and cost-effectiveness becomes crucial. Implementing advanced automation technologies and developing standardized assembly procedures can help streamline these operations and reduce bottlenecks.
Supply chain management systems and software play an increasingly important role as AMOLED production scales up. Implementing advanced inventory management, demand forecasting, and supply chain analytics tools can help manufacturers optimize their operations and respond more quickly to market changes.
Finally, sustainability considerations become more prominent as AMOLED production volumes increase. Implementing recycling programs for organic materials, reducing energy consumption in manufacturing processes, and sourcing environmentally friendly components all contribute to a more sustainable AMOLED supply chain.
Raw material sourcing becomes increasingly critical as production volumes expand. Securing a stable supply of high-quality organic materials, particularly emissive compounds and host materials, is essential for maintaining consistent panel performance. Diversifying suppliers and developing long-term partnerships can help mitigate supply risks and ensure a steady flow of materials.
Manufacturing equipment represents another crucial aspect of the AMOLED supply chain. As production scales, the demand for specialized deposition and encapsulation equipment grows. Collaborating with equipment manufacturers to develop more efficient and higher-throughput machines is vital for reducing production costs and improving yield rates.
Substrate production and handling present unique challenges in AMOLED scaling. As panel sizes increase and production volumes rise, ensuring a consistent supply of high-quality glass or flexible substrates becomes more complex. Implementing advanced logistics systems and quality control measures throughout the substrate supply chain is essential for maintaining production efficiency.
Component integration, particularly for backplanes and driver ICs, plays a significant role in AMOLED scaling. As panel resolutions and refresh rates increase, the demand for more advanced and efficient components grows. Fostering close relationships with semiconductor manufacturers and investing in joint development efforts can help ensure a steady supply of cutting-edge components.
Packaging and module assembly represent the final stages of the AMOLED supply chain. As production scales, optimizing these processes for efficiency and cost-effectiveness becomes crucial. Implementing advanced automation technologies and developing standardized assembly procedures can help streamline these operations and reduce bottlenecks.
Supply chain management systems and software play an increasingly important role as AMOLED production scales up. Implementing advanced inventory management, demand forecasting, and supply chain analytics tools can help manufacturers optimize their operations and respond more quickly to market changes.
Finally, sustainability considerations become more prominent as AMOLED production volumes increase. Implementing recycling programs for organic materials, reducing energy consumption in manufacturing processes, and sourcing environmentally friendly components all contribute to a more sustainable AMOLED supply chain.
Environmental Impact of Large-Scale AMOLED Production
The large-scale production of AMOLED displays has significant environmental implications that warrant careful consideration. The manufacturing process involves the use of various materials and chemicals, some of which can have adverse effects on the environment if not properly managed. One of the primary concerns is the emission of volatile organic compounds (VOCs) during the production of OLED materials and the fabrication of displays. These emissions can contribute to air pollution and potentially harm both human health and ecosystems if not adequately controlled.
Water consumption and wastewater management are also critical environmental factors in AMOLED production. The manufacturing process requires substantial amounts of ultra-pure water for cleaning and processing, which can strain local water resources. Additionally, the wastewater generated may contain trace amounts of heavy metals and other pollutants, necessitating advanced treatment systems to prevent contamination of water bodies.
Energy consumption is another significant environmental aspect of large-scale AMOLED production. The fabrication of OLED displays requires precise control of temperature and humidity, as well as the operation of sophisticated equipment, all of which demand considerable energy input. This high energy demand can indirectly contribute to greenhouse gas emissions, depending on the source of electricity used in the manufacturing facilities.
The use of rare earth elements and other precious metals in AMOLED displays raises concerns about resource depletion and the environmental impact of mining activities. The extraction and processing of these materials can lead to habitat destruction, soil erosion, and water pollution in mining regions. Furthermore, the limited availability of some of these materials may pose challenges to the long-term sustainability of AMOLED production at a large scale.
Waste management is a crucial consideration in AMOLED manufacturing. The production process generates various types of waste, including chemical byproducts, defective displays, and packaging materials. Proper disposal and recycling of these wastes are essential to minimize environmental impact and comply with increasingly stringent regulations.
As the demand for AMOLED displays continues to grow, manufacturers are increasingly focusing on developing more environmentally friendly production methods. This includes the implementation of closed-loop systems for chemical recycling, the adoption of renewable energy sources, and the design of more energy-efficient manufacturing processes. Additionally, efforts are being made to improve the recyclability of AMOLED displays at the end of their lifecycle, addressing the growing concern of electronic waste.
Water consumption and wastewater management are also critical environmental factors in AMOLED production. The manufacturing process requires substantial amounts of ultra-pure water for cleaning and processing, which can strain local water resources. Additionally, the wastewater generated may contain trace amounts of heavy metals and other pollutants, necessitating advanced treatment systems to prevent contamination of water bodies.
Energy consumption is another significant environmental aspect of large-scale AMOLED production. The fabrication of OLED displays requires precise control of temperature and humidity, as well as the operation of sophisticated equipment, all of which demand considerable energy input. This high energy demand can indirectly contribute to greenhouse gas emissions, depending on the source of electricity used in the manufacturing facilities.
The use of rare earth elements and other precious metals in AMOLED displays raises concerns about resource depletion and the environmental impact of mining activities. The extraction and processing of these materials can lead to habitat destruction, soil erosion, and water pollution in mining regions. Furthermore, the limited availability of some of these materials may pose challenges to the long-term sustainability of AMOLED production at a large scale.
Waste management is a crucial consideration in AMOLED manufacturing. The production process generates various types of waste, including chemical byproducts, defective displays, and packaging materials. Proper disposal and recycling of these wastes are essential to minimize environmental impact and comply with increasingly stringent regulations.
As the demand for AMOLED displays continues to grow, manufacturers are increasingly focusing on developing more environmentally friendly production methods. This includes the implementation of closed-loop systems for chemical recycling, the adoption of renewable energy sources, and the design of more energy-efficient manufacturing processes. Additionally, efforts are being made to improve the recyclability of AMOLED displays at the end of their lifecycle, addressing the growing concern of electronic waste.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!