

Precision forming method of aluminum alloy reinforcement plate rectangular forging part
A precision forming and aluminum alloy technology, applied in metal processing equipment, etc., can solve the problems affecting the forming quality of forgings, complex metal flow, large projected area, etc., and achieve the effects of low labor intensity, saving metal materials, and simple operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
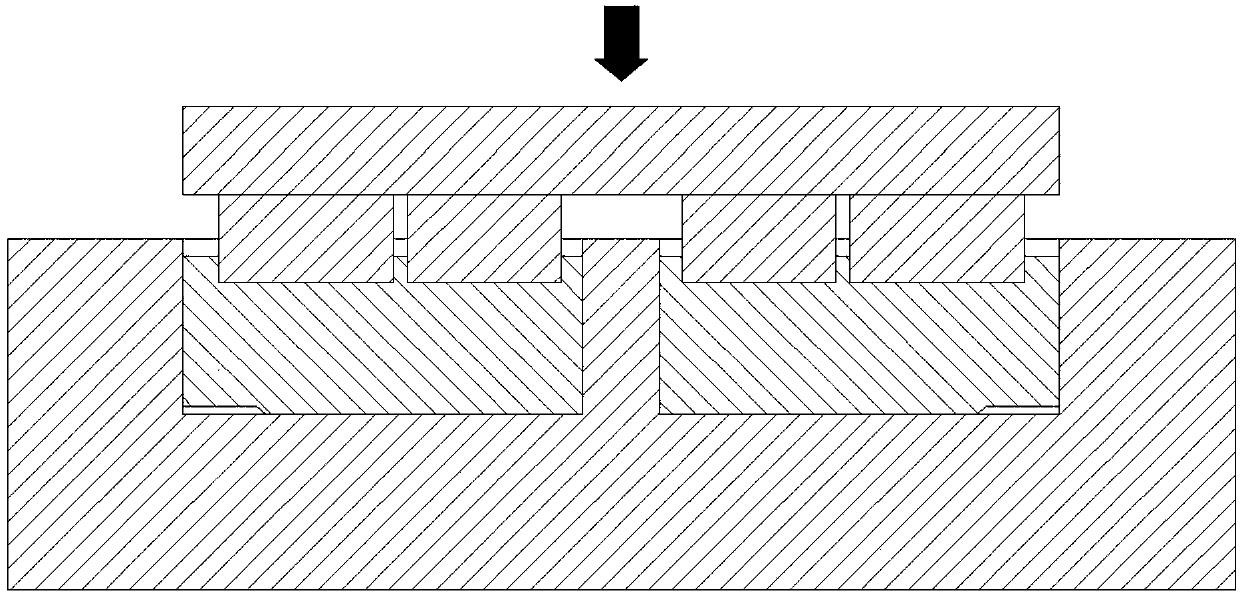
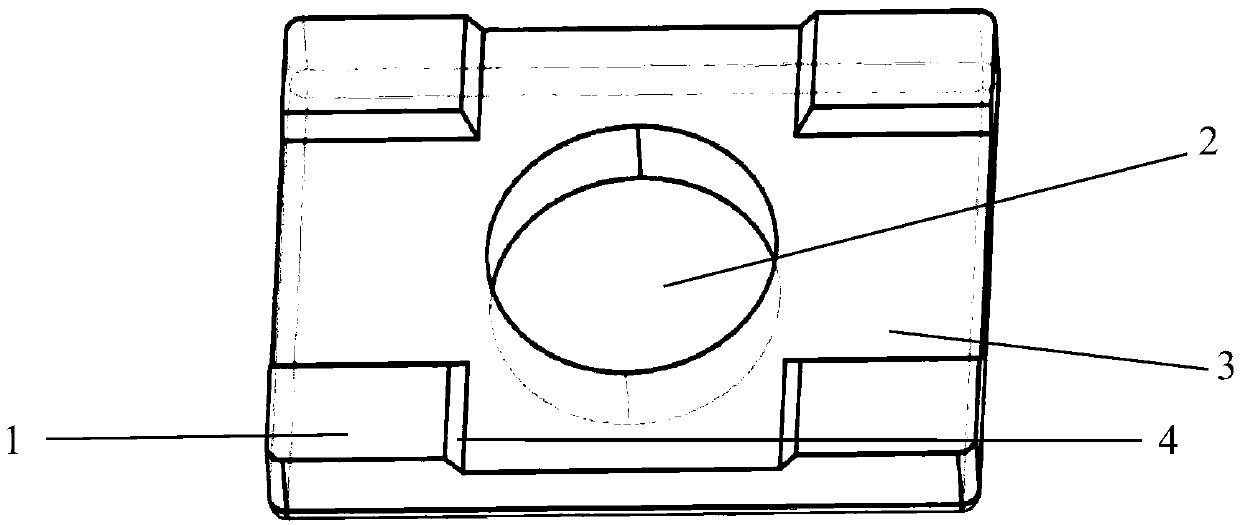
[0040] (1) Billet making: Machine processing the aluminum alloy raw material rolling plate with a thickness of 80mm, and process four bosses on the four corners of the upper surface of the billet. The height of the bosses is 4mm, and the top surface of the bosses is a rectangular plane , the two sides of the boss are perpendicular to the bottom surface, coincide with the side of the blank, and the other two sides transition to the surface of the blank with a slope, the slope angle is 164°, and a through hole with a diameter of 170mm is processed in the middle of the blank, which is corresponding to the through hole than the die. The diameter of the constraining table is 8mm larger to obtain a preform;
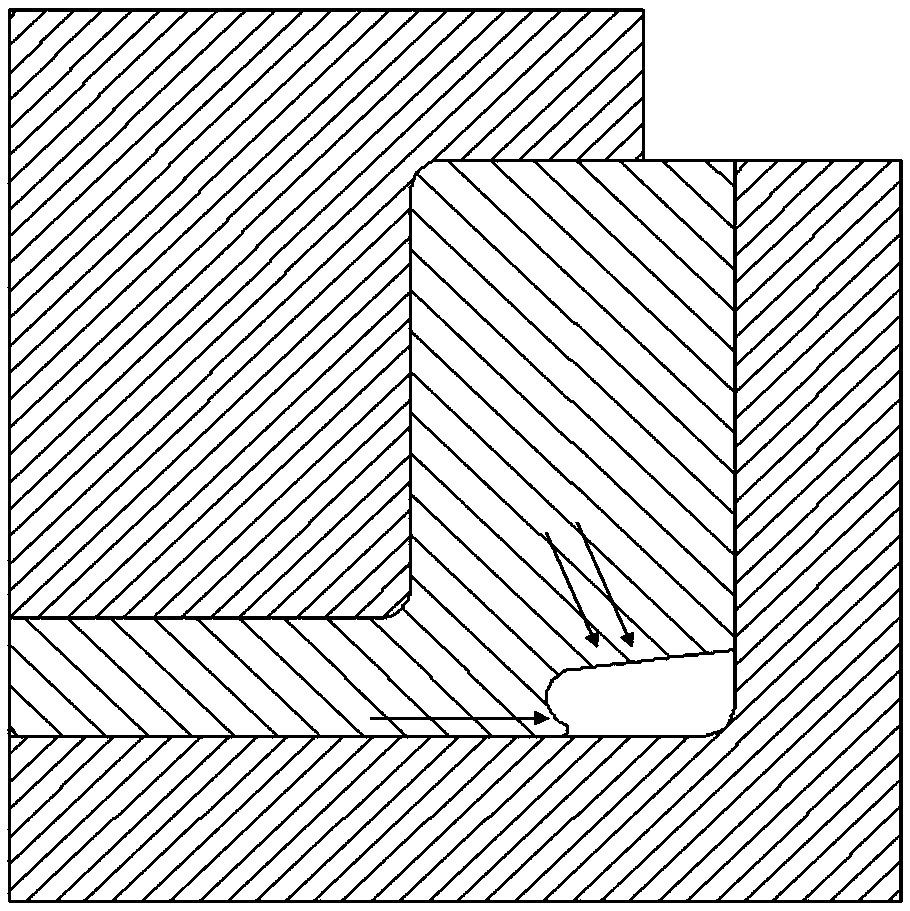
[0041] (2) Forging and forming: Put the obtained aluminum alloy preform into a box-type heating resistance furnace for preheating, take it out when it is heated to 170°C, and spray the graphite emulsion solution evenly on the surface of the blank; the sprayed graphite emulsion ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More