

Load-Bearing Qualification For DED-Repaired Structural Components
AUG 29, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
DED Repair Technology Background and Objectives
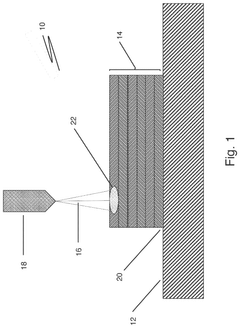
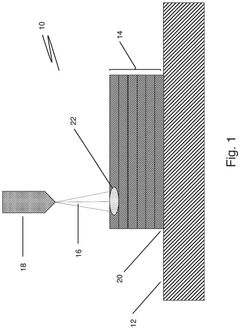
Directed Energy Deposition (DED) has emerged as a transformative additive manufacturing technology over the past two decades, evolving from experimental applications to a viable solution for repairing high-value structural components. The technology utilizes focused thermal energy to fuse materials as they are deposited, creating strong metallurgical bonds that are critical for load-bearing applications. Initially developed for rapid prototyping, DED has progressively advanced toward repair and remanufacturing of complex components in aerospace, defense, and heavy industry sectors.
The evolution of DED repair technology has been driven by increasing demands for sustainable manufacturing practices and the need to extend the service life of expensive components. Early iterations focused primarily on geometric restoration, with limited consideration for mechanical performance. However, recent technological advancements have shifted focus toward ensuring repaired components can withstand operational loads comparable to original specifications, marking a significant progression in the technology's maturity.
Current DED repair systems incorporate sophisticated monitoring and control mechanisms that enable precise material deposition with controlled thermal histories, resulting in improved microstructural properties. The integration of in-situ monitoring technologies has further enhanced process reliability, allowing real-time adjustments to ensure optimal repair quality. These developments represent crucial steps toward establishing DED as a certified repair method for critical structural components.
The primary objective of load-bearing qualification for DED-repaired structural components is to establish standardized protocols that validate the mechanical integrity and performance reliability of repaired parts under operational conditions. This involves developing comprehensive testing methodologies that accurately predict long-term behavior, including fatigue performance, fracture toughness, and resistance to environmental degradation.
Another key goal is to create predictive models that correlate process parameters with resultant mechanical properties, enabling engineers to design repair strategies that meet specific load-bearing requirements. These models must account for the complex thermal histories inherent to DED processes and their effects on microstructure and mechanical behavior at the interface between deposited material and substrate.
The technology aims to achieve regulatory acceptance across multiple industries by demonstrating consistent performance and reliability. This requires extensive validation testing and documentation to satisfy certification requirements established by regulatory bodies such as the FAA, EASA, and military standards organizations. Ultimately, successful qualification will enable broader adoption of DED repair technology, offering significant economic and environmental benefits through component life extension rather than replacement.
The evolution of DED repair technology has been driven by increasing demands for sustainable manufacturing practices and the need to extend the service life of expensive components. Early iterations focused primarily on geometric restoration, with limited consideration for mechanical performance. However, recent technological advancements have shifted focus toward ensuring repaired components can withstand operational loads comparable to original specifications, marking a significant progression in the technology's maturity.
Current DED repair systems incorporate sophisticated monitoring and control mechanisms that enable precise material deposition with controlled thermal histories, resulting in improved microstructural properties. The integration of in-situ monitoring technologies has further enhanced process reliability, allowing real-time adjustments to ensure optimal repair quality. These developments represent crucial steps toward establishing DED as a certified repair method for critical structural components.
The primary objective of load-bearing qualification for DED-repaired structural components is to establish standardized protocols that validate the mechanical integrity and performance reliability of repaired parts under operational conditions. This involves developing comprehensive testing methodologies that accurately predict long-term behavior, including fatigue performance, fracture toughness, and resistance to environmental degradation.
Another key goal is to create predictive models that correlate process parameters with resultant mechanical properties, enabling engineers to design repair strategies that meet specific load-bearing requirements. These models must account for the complex thermal histories inherent to DED processes and their effects on microstructure and mechanical behavior at the interface between deposited material and substrate.
The technology aims to achieve regulatory acceptance across multiple industries by demonstrating consistent performance and reliability. This requires extensive validation testing and documentation to satisfy certification requirements established by regulatory bodies such as the FAA, EASA, and military standards organizations. Ultimately, successful qualification will enable broader adoption of DED repair technology, offering significant economic and environmental benefits through component life extension rather than replacement.
Market Analysis for DED-Repaired Structural Components
The global market for Directed Energy Deposition (DED) repair technologies for structural components is experiencing significant growth, driven by increasing demands across aerospace, defense, automotive, and heavy machinery sectors. Current market valuations indicate that the metal additive manufacturing market, which includes DED technologies, exceeds $2 billion annually with a compound annual growth rate of approximately 20% projected through 2028.
The aerospace industry represents the largest market segment for DED repair technologies, accounting for nearly 40% of the total market share. This dominance stems from the critical need to maintain and extend the service life of high-value components in aircraft engines, landing gear, and structural elements. The defense sector follows closely, with growing applications in naval vessel components, military aircraft, and ground vehicle systems.
Industrial adoption of DED repair technologies is accelerating due to compelling economic factors. Traditional component replacement costs can be 3-5 times higher than repair costs using DED technologies. Furthermore, lead times for replacement parts often extend to months, whereas DED repairs can be completed within days, significantly reducing operational downtime.
Regional market analysis reveals North America as the current leader in DED repair technology adoption, holding approximately 45% of the global market. This dominance is attributed to the concentration of aerospace and defense industries, coupled with substantial research and development investments. Europe follows with roughly 30% market share, while the Asia-Pacific region demonstrates the fastest growth rate at 25% annually, primarily driven by rapid industrialization in China, Japan, and South Korea.
Customer segmentation shows that original equipment manufacturers (OEMs) constitute about 35% of the market, maintenance, repair, and overhaul (MRO) facilities represent 40%, and third-party service providers account for the remaining 25%. This distribution highlights the diverse ecosystem developing around DED repair technologies.
Market barriers include concerns regarding qualification and certification processes, which currently lack standardization across industries. Additionally, the high initial investment costs for DED equipment, ranging from $500,000 to over $2 million depending on capabilities, present adoption challenges for smaller enterprises.
Future market growth will be significantly influenced by the development of comprehensive load-bearing qualification standards. As these standards mature and gain regulatory acceptance, market penetration is expected to accelerate, potentially expanding the addressable market by 30-40% within five years. Industries with stringent safety requirements, such as aerospace and medical devices, represent particularly high-growth potential once qualification frameworks are established.
The aerospace industry represents the largest market segment for DED repair technologies, accounting for nearly 40% of the total market share. This dominance stems from the critical need to maintain and extend the service life of high-value components in aircraft engines, landing gear, and structural elements. The defense sector follows closely, with growing applications in naval vessel components, military aircraft, and ground vehicle systems.
Industrial adoption of DED repair technologies is accelerating due to compelling economic factors. Traditional component replacement costs can be 3-5 times higher than repair costs using DED technologies. Furthermore, lead times for replacement parts often extend to months, whereas DED repairs can be completed within days, significantly reducing operational downtime.
Regional market analysis reveals North America as the current leader in DED repair technology adoption, holding approximately 45% of the global market. This dominance is attributed to the concentration of aerospace and defense industries, coupled with substantial research and development investments. Europe follows with roughly 30% market share, while the Asia-Pacific region demonstrates the fastest growth rate at 25% annually, primarily driven by rapid industrialization in China, Japan, and South Korea.
Customer segmentation shows that original equipment manufacturers (OEMs) constitute about 35% of the market, maintenance, repair, and overhaul (MRO) facilities represent 40%, and third-party service providers account for the remaining 25%. This distribution highlights the diverse ecosystem developing around DED repair technologies.
Market barriers include concerns regarding qualification and certification processes, which currently lack standardization across industries. Additionally, the high initial investment costs for DED equipment, ranging from $500,000 to over $2 million depending on capabilities, present adoption challenges for smaller enterprises.
Future market growth will be significantly influenced by the development of comprehensive load-bearing qualification standards. As these standards mature and gain regulatory acceptance, market penetration is expected to accelerate, potentially expanding the addressable market by 30-40% within five years. Industries with stringent safety requirements, such as aerospace and medical devices, represent particularly high-growth potential once qualification frameworks are established.
Technical Challenges in Load-Bearing Qualification
The qualification of load-bearing capabilities for components repaired using Directed Energy Deposition (DED) presents significant technical challenges that must be addressed to ensure structural integrity and safety. These challenges stem from the complex nature of the DED process itself, which involves localized melting and solidification of materials, creating unique microstructural characteristics that differ from conventionally manufactured components.
Material heterogeneity represents a primary challenge, as the interface between the original component and the deposited material often exhibits distinct mechanical properties. This transition zone can become a critical weak point under load-bearing conditions, potentially leading to premature failure. The thermal history during the DED process induces residual stresses that can significantly affect the mechanical behavior of the repaired component, further complicating qualification efforts.
Porosity and defect formation during the DED process pose additional challenges for load-bearing qualification. Microscopic voids, lack of fusion defects, and inclusions can act as stress concentrators, reducing fatigue life and overall structural performance. Current non-destructive evaluation techniques often struggle to detect these defects reliably, especially in complex geometries or deep within the repaired regions.
Standardization remains an unresolved issue in the qualification process. Unlike traditional manufacturing methods with established standards and codes, DED repair lacks comprehensive regulatory frameworks specific to load-bearing applications. This regulatory gap creates uncertainty for certification authorities and end-users, hindering widespread adoption of DED repair technologies for critical structural components.
The anisotropic nature of DED-repaired structures further complicates qualification efforts. Mechanical properties can vary significantly depending on the build direction and process parameters, making it difficult to establish consistent performance criteria. This directional dependency requires extensive testing across multiple orientations to fully characterize the load-bearing capabilities.
Prediction of long-term performance presents perhaps the most significant challenge. Accelerated testing methods may not accurately capture the complex degradation mechanisms that could occur over the service life of repaired components. Factors such as thermal cycling, environmental exposure, and sustained loading can interact in ways that are difficult to simulate in laboratory conditions.
Computational modeling approaches for qualification face limitations in accurately representing the multiphysics phenomena involved in DED repairs. Current models struggle to capture the complex interplay between thermal history, microstructural evolution, residual stress development, and mechanical performance, reducing confidence in simulation-based qualification methods.
Material heterogeneity represents a primary challenge, as the interface between the original component and the deposited material often exhibits distinct mechanical properties. This transition zone can become a critical weak point under load-bearing conditions, potentially leading to premature failure. The thermal history during the DED process induces residual stresses that can significantly affect the mechanical behavior of the repaired component, further complicating qualification efforts.
Porosity and defect formation during the DED process pose additional challenges for load-bearing qualification. Microscopic voids, lack of fusion defects, and inclusions can act as stress concentrators, reducing fatigue life and overall structural performance. Current non-destructive evaluation techniques often struggle to detect these defects reliably, especially in complex geometries or deep within the repaired regions.
Standardization remains an unresolved issue in the qualification process. Unlike traditional manufacturing methods with established standards and codes, DED repair lacks comprehensive regulatory frameworks specific to load-bearing applications. This regulatory gap creates uncertainty for certification authorities and end-users, hindering widespread adoption of DED repair technologies for critical structural components.
The anisotropic nature of DED-repaired structures further complicates qualification efforts. Mechanical properties can vary significantly depending on the build direction and process parameters, making it difficult to establish consistent performance criteria. This directional dependency requires extensive testing across multiple orientations to fully characterize the load-bearing capabilities.
Prediction of long-term performance presents perhaps the most significant challenge. Accelerated testing methods may not accurately capture the complex degradation mechanisms that could occur over the service life of repaired components. Factors such as thermal cycling, environmental exposure, and sustained loading can interact in ways that are difficult to simulate in laboratory conditions.
Computational modeling approaches for qualification face limitations in accurately representing the multiphysics phenomena involved in DED repairs. Current models struggle to capture the complex interplay between thermal history, microstructural evolution, residual stress development, and mechanical performance, reducing confidence in simulation-based qualification methods.
Current Load-Bearing Qualification Approaches
01 Qualification methods for DED repaired components
Various methods are employed to qualify DED-repaired components for load-bearing applications. These include mechanical testing protocols, non-destructive evaluation techniques, and standardized certification procedures to verify that repaired parts meet or exceed original performance specifications. The qualification process typically involves tensile testing, fatigue testing, and microstructural analysis to ensure the repaired area has comparable or superior mechanical properties to the base material.- Qualification methods for DED repaired components: Various methods are employed to qualify DED repaired components for load-bearing applications. These methods include mechanical testing, non-destructive evaluation, and microstructural analysis to ensure the repaired parts meet or exceed original specifications. The qualification process typically involves testing the mechanical properties such as tensile strength, fatigue resistance, and hardness of the repaired area compared to the base material. These methods help establish the reliability and safety of DED-repaired components for critical load-bearing applications.
- Material selection and process parameters for load-bearing DED repairs: The selection of appropriate materials and optimization of process parameters are crucial for successful load-bearing DED repairs. Factors such as powder composition, laser power, deposition rate, and thermal management significantly impact the mechanical properties of the repaired component. Proper material selection ensures compatibility with the base material, while optimized process parameters help achieve desired microstructure, minimize defects, and enhance the load-bearing capacity of the repaired area. These considerations are essential for ensuring the structural integrity of DED-repaired components under operational loads.
- Post-processing treatments for enhanced load-bearing capacity: Various post-processing treatments are applied to DED-repaired components to enhance their load-bearing capacity. These treatments include heat treatment, surface finishing, and stress relief processes that improve the mechanical properties and reduce residual stresses in the repaired area. Post-processing techniques such as hot isostatic pressing (HIP) can eliminate porosity, while machining and polishing improve surface quality. These treatments are essential for optimizing the performance of DED-repaired components in load-bearing applications by ensuring proper microstructure and minimizing stress concentrations.
- Quality control and inspection techniques for DED repairs: Advanced quality control and inspection techniques are employed to ensure the reliability of DED repairs for load-bearing applications. These techniques include in-situ monitoring during the deposition process, as well as post-repair inspection using methods such as computed tomography, ultrasonic testing, and X-ray diffraction. Real-time monitoring helps detect and correct defects during the repair process, while comprehensive post-repair inspection validates the structural integrity of the repaired component. These quality control measures are critical for certifying DED-repaired components for load-bearing applications in safety-critical industries.
- Standardization and certification frameworks for DED repairs: Standardization and certification frameworks are being developed to establish consistent qualification procedures for DED-repaired load-bearing components. These frameworks include industry standards, testing protocols, and acceptance criteria that define the requirements for qualifying DED repairs across different applications. The development of standardized approaches helps ensure consistency in repair quality and provides a basis for regulatory approval in critical industries such as aerospace and energy. These frameworks are essential for the widespread adoption of DED repair technology for load-bearing applications.
02 Material selection and process parameters for load-bearing repairs
The selection of appropriate materials and optimization of process parameters are critical for successful load-bearing DED repairs. This includes determining the optimal powder composition, laser power, deposition rate, and thermal management strategies to achieve desired mechanical properties. Proper material selection ensures compatibility with the substrate while process parameter optimization minimizes defects such as porosity, cracking, and residual stress that could compromise the load-bearing capacity of the repaired component.Expand Specific Solutions03 Post-processing treatments for enhanced load-bearing capability
Various post-processing treatments are applied to DED-repaired components to enhance their load-bearing capabilities. These treatments include heat treatment to relieve residual stresses, hot isostatic pressing to eliminate porosity, and surface finishing operations to improve fatigue resistance. Post-processing is essential for achieving optimal microstructure, reducing defects, and ensuring the repaired area can withstand the intended service loads without premature failure.Expand Specific Solutions04 In-situ monitoring and quality control for load-bearing qualification
Advanced in-situ monitoring systems and quality control protocols are implemented during the DED repair process to ensure load-bearing qualification. These systems track critical parameters such as melt pool temperature, deposition geometry, and layer consistency in real-time. Machine learning algorithms analyze this data to detect anomalies and predict potential defects, allowing for immediate process adjustments to maintain repair quality and ensure the final component meets load-bearing requirements.Expand Specific Solutions05 Simulation and modeling for predicting load-bearing performance
Computational modeling and simulation techniques are employed to predict the load-bearing performance of DED-repaired components. Finite element analysis, computational fluid dynamics, and thermomechanical models help optimize repair strategies by simulating material behavior under various loading conditions. These predictive tools enable engineers to identify potential failure modes, optimize repair geometries, and establish appropriate safety factors before physical implementation, reducing the need for extensive physical testing and accelerating qualification processes.Expand Specific Solutions
Key Industry Players in DED Repair Technology
The Direct Energy Deposition (DED) repair qualification for load-bearing structural components is currently in an emerging growth phase, with the market expanding as aerospace and defense industries seek cost-effective repair solutions. Key players like RTX Corp., Boeing, and GE Aviation are driving technological advancement through significant R&D investments. The technology shows varying maturity levels across applications, with aerospace leaders demonstrating higher readiness levels through rigorous testing protocols. Academic-industry partnerships involving institutions like Beihang University and companies such as Norsk Titanium are accelerating standardization efforts. While qualification frameworks remain under development, early adopters are establishing proprietary certification methodologies, creating competitive advantages in this approximately $2-3 billion market segment that's projected to grow at 15-20% annually.
The Boeing Co.
Technical Solution: Boeing has developed an integrated qualification framework for DED-repaired structural components across its commercial and defense product lines. Their approach combines computational modeling with extensive physical testing to validate the structural integrity of repaired components. Boeing's qualification methodology includes multi-scale modeling of the DED repair process to predict residual stress distributions, microstructural evolution, and resulting mechanical properties. This is complemented by a comprehensive testing regimen that includes static strength, fatigue, and damage tolerance evaluations under representative service conditions[2]. The company has established specific acceptance criteria for different component categories based on criticality and loading conditions. Boeing has also implemented digital thread technologies to maintain traceability throughout the repair qualification process, linking design data, process parameters, inspection results, and certification documentation. Their qualification approach incorporates probabilistic methods to account for process variability and establish statistical confidence in the performance of repaired structures.
Strengths: Extensive experience with qualification and certification of aerospace structures; deep understanding of regulatory requirements; comprehensive testing capabilities and facilities. Weaknesses: Qualification processes are highly specialized for aerospace applications and may be overly conservative for other industries; lengthy validation timelines can delay implementation.
General Electric Company
Technical Solution: GE has pioneered a comprehensive qualification methodology for DED-repaired components in power generation and aviation applications. Their approach integrates materials science, process engineering, and structural analysis to establish the load-bearing capability of repaired components. GE's qualification framework begins with material characterization to establish baseline properties, followed by process parameter optimization using design of experiments methodology. The company has developed specialized non-destructive evaluation techniques to assess the integrity of the substrate-deposit interface, which is critical for load transfer in repaired components[3]. GE utilizes physics-based modeling to predict the thermal history during deposition and resulting microstructure, which is then correlated with mechanical properties. Their qualification process includes accelerated life testing under representative service conditions, including thermal cycling, mechanical loading, and environmental exposure. GE has established repair-specific design allowables for various material systems, enabling engineers to confidently incorporate DED repairs into critical load-bearing applications.
Strengths: Extensive experience with high-temperature applications and complex geometries; integrated approach combining modeling and testing; established qualification protocols accepted by regulatory authorities. Weaknesses: Qualification methodologies are often proprietary and not widely shared; focus primarily on high-value components may limit applicability to more cost-sensitive applications.
Critical Patents and Research in DED Repair Qualification
Engineered microstructure for enhanced performance during directed energy deposition repair process
PatentPendingUS20250242410A1
Innovation
- A directed energy deposition (DED) process is used to control the microstructure of each repair layer by adjusting parameters like powder feed rate, energy intensity, traversal rate, and auxiliary heating/cooling, ensuring each layer has a pre-determined microstructure to meet specific structural and functional needs.
Engineered residual stress state for enhanced performance during directed energy deposition repair process
PatentPendingEP4599978A1
Innovation
- A directed energy deposition (DED) process is used to create layers with pre-determined residual stress states by controlling parameters like powder feed rate, energy intensity, traversal speed, and auxiliary heating/cooling, enabling controlled residual stress management during the repair process.
Regulatory Framework for DED-Repaired Components
The regulatory landscape for Directed Energy Deposition (DED) repaired structural components remains complex and evolving, with significant variations across industries and geographical regions. Currently, there is no unified global standard specifically addressing DED repairs for load-bearing components, creating challenges for widespread industrial adoption.
In the aerospace sector, the Federal Aviation Administration (FAA) and European Union Aviation Safety Agency (EASA) have established preliminary guidelines for additive manufacturing processes, though these primarily focus on new component production rather than repairs. FAA Advisory Circular AC 21-26 provides a framework that manufacturers are adapting for repair qualification, requiring extensive testing and documentation of material properties, process controls, and quality assurance protocols.
The military sector has been more progressive, with the US Department of Defense implementing MIL-STD-3055 for metal additive manufacturing, which includes provisions that can be applied to DED repair processes. This standard emphasizes process qualification, material property verification, and non-destructive evaluation techniques specific to additive manufacturing technologies.
For maritime applications, classification societies such as DNV GL and American Bureau of Shipping have introduced notations and guidelines for additive manufacturing that are beginning to address repair scenarios. These frameworks typically require comprehensive mechanical testing, microstructural analysis, and fatigue performance validation before certification.
The industrial equipment sector generally follows standards from organizations like ASTM International and ISO. ASTM F3122 provides guidelines for evaluating mechanical properties of metal parts made via additive manufacturing, while ISO/ASTM 52901:2017 addresses requirements for purchased AM parts. However, these standards require significant adaptation when applied to repair contexts.
A critical regulatory gap exists in the qualification pathway for DED-repaired components. Most current frameworks require case-by-case qualification, making the process time-consuming and costly. Industry stakeholders are advocating for risk-based approaches that consider the criticality of the component, the extent of repair, and the specific loading conditions.
Recent developments include collaborative efforts between industry consortia and regulatory bodies to establish repair-specific protocols. The America Makes initiative, in partnership with NIST, is developing standardized testing methodologies and acceptance criteria specifically for DED repairs, which could form the foundation for future regulatory frameworks across multiple sectors.
In the aerospace sector, the Federal Aviation Administration (FAA) and European Union Aviation Safety Agency (EASA) have established preliminary guidelines for additive manufacturing processes, though these primarily focus on new component production rather than repairs. FAA Advisory Circular AC 21-26 provides a framework that manufacturers are adapting for repair qualification, requiring extensive testing and documentation of material properties, process controls, and quality assurance protocols.
The military sector has been more progressive, with the US Department of Defense implementing MIL-STD-3055 for metal additive manufacturing, which includes provisions that can be applied to DED repair processes. This standard emphasizes process qualification, material property verification, and non-destructive evaluation techniques specific to additive manufacturing technologies.
For maritime applications, classification societies such as DNV GL and American Bureau of Shipping have introduced notations and guidelines for additive manufacturing that are beginning to address repair scenarios. These frameworks typically require comprehensive mechanical testing, microstructural analysis, and fatigue performance validation before certification.
The industrial equipment sector generally follows standards from organizations like ASTM International and ISO. ASTM F3122 provides guidelines for evaluating mechanical properties of metal parts made via additive manufacturing, while ISO/ASTM 52901:2017 addresses requirements for purchased AM parts. However, these standards require significant adaptation when applied to repair contexts.
A critical regulatory gap exists in the qualification pathway for DED-repaired components. Most current frameworks require case-by-case qualification, making the process time-consuming and costly. Industry stakeholders are advocating for risk-based approaches that consider the criticality of the component, the extent of repair, and the specific loading conditions.
Recent developments include collaborative efforts between industry consortia and regulatory bodies to establish repair-specific protocols. The America Makes initiative, in partnership with NIST, is developing standardized testing methodologies and acceptance criteria specifically for DED repairs, which could form the foundation for future regulatory frameworks across multiple sectors.
Material Science Considerations for DED Repairs
Material science plays a critical role in the qualification of Directed Energy Deposition (DED) repaired structural components for load-bearing applications. The microstructural characteristics resulting from the DED process significantly influence the mechanical properties and overall performance of repaired components. Understanding these material science considerations is essential for ensuring the reliability and safety of DED-repaired parts in service conditions.
The thermal history during DED repair creates distinct microstructural zones that require careful characterization. The heat-affected zone (HAZ) between the substrate and deposited material often exhibits altered grain structures and potential formation of brittle phases. Research indicates that rapid cooling rates in DED processes (typically 103-105 K/s) lead to non-equilibrium microstructures that differ substantially from conventionally manufactured components, potentially affecting fatigue resistance and fracture toughness.
Residual stresses represent another crucial material science consideration for DED repairs. The localized heating and cooling cycles inherent to the process generate complex residual stress fields that can either enhance or compromise structural integrity. Studies have shown that tensile residual stresses near the surface can accelerate crack initiation, while compressive stresses may improve fatigue performance. Advanced characterization techniques such as neutron diffraction and contour method measurements are increasingly employed to map these stress distributions in three dimensions.
Material compatibility between substrate and deposited material demands careful selection of feedstock powders or wires. The chemical composition must be tailored to ensure metallurgical bonding while minimizing the formation of detrimental intermetallic compounds at the interface. For instance, when repairing titanium alloys, oxygen and nitrogen contamination must be strictly controlled to prevent embrittlement. Similarly, repair of precipitation-hardened aluminum alloys requires careful management of strengthening precipitates that may dissolve or coarsen during the DED thermal cycle.
Post-processing heat treatments have emerged as essential steps in qualifying DED-repaired components. These treatments can homogenize microstructures, relieve residual stresses, and restore mechanical properties to meet design specifications. Research demonstrates that customized heat treatment protocols, specific to the material system and component geometry, can significantly improve the load-bearing capacity of repaired structures.
Advanced material characterization techniques, including electron backscatter diffraction (EBSD) and transmission electron microscopy (TEM), are increasingly utilized to establish correlations between processing parameters, resulting microstructures, and mechanical performance. These insights enable the development of process-structure-property relationships that form the foundation for qualification standards specific to DED-repaired components in critical load-bearing applications.
The thermal history during DED repair creates distinct microstructural zones that require careful characterization. The heat-affected zone (HAZ) between the substrate and deposited material often exhibits altered grain structures and potential formation of brittle phases. Research indicates that rapid cooling rates in DED processes (typically 103-105 K/s) lead to non-equilibrium microstructures that differ substantially from conventionally manufactured components, potentially affecting fatigue resistance and fracture toughness.
Residual stresses represent another crucial material science consideration for DED repairs. The localized heating and cooling cycles inherent to the process generate complex residual stress fields that can either enhance or compromise structural integrity. Studies have shown that tensile residual stresses near the surface can accelerate crack initiation, while compressive stresses may improve fatigue performance. Advanced characterization techniques such as neutron diffraction and contour method measurements are increasingly employed to map these stress distributions in three dimensions.
Material compatibility between substrate and deposited material demands careful selection of feedstock powders or wires. The chemical composition must be tailored to ensure metallurgical bonding while minimizing the formation of detrimental intermetallic compounds at the interface. For instance, when repairing titanium alloys, oxygen and nitrogen contamination must be strictly controlled to prevent embrittlement. Similarly, repair of precipitation-hardened aluminum alloys requires careful management of strengthening precipitates that may dissolve or coarsen during the DED thermal cycle.
Post-processing heat treatments have emerged as essential steps in qualifying DED-repaired components. These treatments can homogenize microstructures, relieve residual stresses, and restore mechanical properties to meet design specifications. Research demonstrates that customized heat treatment protocols, specific to the material system and component geometry, can significantly improve the load-bearing capacity of repaired structures.
Advanced material characterization techniques, including electron backscatter diffraction (EBSD) and transmission electron microscopy (TEM), are increasingly utilized to establish correlations between processing parameters, resulting microstructures, and mechanical performance. These insights enable the development of process-structure-property relationships that form the foundation for qualification standards specific to DED-repaired components in critical load-bearing applications.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!