

Process Planning For Multi-Pass DED Deposits On Thick Sections
AUG 29, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
DED Technology Evolution and Objectives
Directed Energy Deposition (DED) technology has evolved significantly since its inception in the early 1990s, transforming from experimental laboratory applications to industrial manufacturing processes. Initially developed as a rapid prototyping method, DED has matured into a sophisticated additive manufacturing technique capable of producing complex geometries and repairing high-value components. The evolution of DED technology has been characterized by continuous improvements in deposition accuracy, material compatibility, and process control systems.
The early DED systems utilized simple powder delivery mechanisms and basic motion control, resulting in limited precision and material options. By the early 2000s, advancements in laser technology, powder metallurgy, and computer-aided manufacturing enabled more refined DED processes with improved deposition rates and material properties. The integration of closed-loop control systems marked a significant milestone, allowing real-time monitoring and adjustment of process parameters to maintain consistent quality.
Recent developments have focused on multi-material capabilities, hybrid manufacturing approaches combining DED with traditional machining, and specialized applications for thick section components. The ability to process thick sections represents a particularly important advancement, as it extends DED applications to heavy industries including aerospace, defense, and energy sectors where large-scale, high-strength components are essential.
The primary objectives of modern multi-pass DED for thick sections include achieving consistent material properties throughout the deposited volume, minimizing residual stresses and distortion, optimizing build strategies for complex geometries, and ensuring structural integrity at the substrate-deposit interface. These objectives are particularly challenging for thick sections due to the complex thermal history experienced during multiple deposition passes and the potential for defect accumulation.
Process planning for multi-pass DED on thick sections aims to develop systematic approaches for determining optimal deposition parameters, path planning strategies, and thermal management techniques. The goal is to establish reproducible methodologies that can be applied across various material systems and component geometries while maintaining dimensional accuracy and mechanical performance.
Future objectives include the development of advanced simulation tools capable of predicting microstructural evolution during multi-pass deposition, integration of in-situ monitoring systems for defect detection and correction, and standardization of process parameters for specific material-geometry combinations. Additionally, there is growing interest in environmentally sustainable DED processes that minimize material waste and energy consumption while maintaining or improving component performance.
The early DED systems utilized simple powder delivery mechanisms and basic motion control, resulting in limited precision and material options. By the early 2000s, advancements in laser technology, powder metallurgy, and computer-aided manufacturing enabled more refined DED processes with improved deposition rates and material properties. The integration of closed-loop control systems marked a significant milestone, allowing real-time monitoring and adjustment of process parameters to maintain consistent quality.
Recent developments have focused on multi-material capabilities, hybrid manufacturing approaches combining DED with traditional machining, and specialized applications for thick section components. The ability to process thick sections represents a particularly important advancement, as it extends DED applications to heavy industries including aerospace, defense, and energy sectors where large-scale, high-strength components are essential.
The primary objectives of modern multi-pass DED for thick sections include achieving consistent material properties throughout the deposited volume, minimizing residual stresses and distortion, optimizing build strategies for complex geometries, and ensuring structural integrity at the substrate-deposit interface. These objectives are particularly challenging for thick sections due to the complex thermal history experienced during multiple deposition passes and the potential for defect accumulation.
Process planning for multi-pass DED on thick sections aims to develop systematic approaches for determining optimal deposition parameters, path planning strategies, and thermal management techniques. The goal is to establish reproducible methodologies that can be applied across various material systems and component geometries while maintaining dimensional accuracy and mechanical performance.
Future objectives include the development of advanced simulation tools capable of predicting microstructural evolution during multi-pass deposition, integration of in-situ monitoring systems for defect detection and correction, and standardization of process parameters for specific material-geometry combinations. Additionally, there is growing interest in environmentally sustainable DED processes that minimize material waste and energy consumption while maintaining or improving component performance.
Market Analysis for Multi-Pass DED Applications
The global market for Directed Energy Deposition (DED) applications has experienced significant growth in recent years, with the multi-pass DED segment emerging as a particularly promising area. The market for multi-pass DED applications on thick sections is primarily driven by industries requiring large-scale metal components with complex geometries, including aerospace, defense, energy, and heavy machinery manufacturing.
Current market estimates value the global metal additive manufacturing market at approximately $2.3 billion, with DED technologies accounting for roughly 15% of this share. The multi-pass DED segment specifically for thick sections represents a specialized but rapidly growing niche, expanding at a compound annual growth rate of 24% - significantly outpacing the broader additive manufacturing market's growth rate of 18%.
Aerospace and defense sectors currently dominate the demand landscape, collectively accounting for nearly 45% of multi-pass DED applications. These industries leverage the technology for manufacturing large structural components, repair of high-value parts, and production of specialized equipment. The energy sector follows closely, representing about 30% of the market, with applications in power generation equipment, oil and gas components, and renewable energy infrastructure.
Regional analysis reveals North America as the current market leader with approximately 40% market share, followed by Europe (30%) and Asia-Pacific (25%). However, the Asia-Pacific region is demonstrating the fastest growth trajectory, particularly in China, Japan, and South Korea, where substantial investments in advanced manufacturing capabilities are being made.
Key market drivers include increasing demand for cost-effective production of large metal components, growing emphasis on material efficiency, and the need for reduced lead times in manufacturing critical parts. Additionally, the ability of multi-pass DED to work with a wide range of materials, including high-value alloys, has expanded its application potential across various industries.
Market challenges primarily revolve around high equipment costs, technical complexity of process planning for thick sections, and quality assurance concerns. The average investment required for industrial-grade multi-pass DED systems ranges from $500,000 to $2 million, creating a significant barrier to entry for smaller manufacturers.
Future market growth is expected to be driven by technological advancements in process control, material development, and integration with complementary technologies such as in-situ monitoring and machine learning for adaptive process planning. The market is also likely to benefit from increasing standardization efforts and the development of specialized software solutions for optimizing multi-pass deposition strategies on thick sections.
Current market estimates value the global metal additive manufacturing market at approximately $2.3 billion, with DED technologies accounting for roughly 15% of this share. The multi-pass DED segment specifically for thick sections represents a specialized but rapidly growing niche, expanding at a compound annual growth rate of 24% - significantly outpacing the broader additive manufacturing market's growth rate of 18%.
Aerospace and defense sectors currently dominate the demand landscape, collectively accounting for nearly 45% of multi-pass DED applications. These industries leverage the technology for manufacturing large structural components, repair of high-value parts, and production of specialized equipment. The energy sector follows closely, representing about 30% of the market, with applications in power generation equipment, oil and gas components, and renewable energy infrastructure.
Regional analysis reveals North America as the current market leader with approximately 40% market share, followed by Europe (30%) and Asia-Pacific (25%). However, the Asia-Pacific region is demonstrating the fastest growth trajectory, particularly in China, Japan, and South Korea, where substantial investments in advanced manufacturing capabilities are being made.
Key market drivers include increasing demand for cost-effective production of large metal components, growing emphasis on material efficiency, and the need for reduced lead times in manufacturing critical parts. Additionally, the ability of multi-pass DED to work with a wide range of materials, including high-value alloys, has expanded its application potential across various industries.
Market challenges primarily revolve around high equipment costs, technical complexity of process planning for thick sections, and quality assurance concerns. The average investment required for industrial-grade multi-pass DED systems ranges from $500,000 to $2 million, creating a significant barrier to entry for smaller manufacturers.
Future market growth is expected to be driven by technological advancements in process control, material development, and integration with complementary technologies such as in-situ monitoring and machine learning for adaptive process planning. The market is also likely to benefit from increasing standardization efforts and the development of specialized software solutions for optimizing multi-pass deposition strategies on thick sections.
Technical Challenges in Thick Section DED Processing
Despite significant advancements in Directed Energy Deposition (DED) technology, processing thick sections presents unique and complex challenges that require innovative solutions. The fundamental difficulty lies in the thermal management of large-volume deposits, where heat accumulation becomes a critical concern. As layer upon layer is deposited, the thermal history of previously deposited material changes dramatically, leading to inconsistent microstructures, residual stresses, and potential part distortion.
Material properties in thick-section DED vary significantly from surface to core due to different cooling rates and thermal cycles. This heterogeneity compromises the mechanical integrity and performance predictability of the final component. The thermal gradient between newly deposited material and the substrate or previously deposited layers can reach hundreds of degrees Celsius, creating severe thermal stresses that may lead to cracking or delamination.
Process parameter optimization becomes exponentially more complex with increasing section thickness. Parameters that work effectively for thin sections often fail to produce acceptable results in thick sections due to the changing thermal conditions throughout the build. The interdependence of laser power, travel speed, powder feed rate, and layer thickness creates a vast parameter space that is difficult to navigate without sophisticated modeling and control systems.
Path planning strategies that succeed in conventional DED applications frequently prove inadequate for thick sections. The need to balance heat input, minimize residual stress, and maintain geometric accuracy requires advanced toolpath algorithms that can adapt to changing thermal conditions throughout the build process. Current CAM systems lack the capability to automatically generate optimized toolpaths specifically for thick-section DED.
Monitoring and control systems face significant challenges in thick-section DED. The deep melt pools and complex thermal histories make it difficult to implement effective in-process monitoring. Traditional sensors may not provide accurate data from deep within thick sections, limiting the effectiveness of closed-loop control systems that could otherwise compensate for process variations.
Post-processing requirements increase substantially with thick sections. Heat treatment becomes more complex due to the difficulty in achieving uniform temperature distribution throughout large volumes. Machining challenges arise from the need to remove significant amounts of material while managing residual stresses that may cause distortion during material removal.
Qualification and certification of thick-section DED parts present additional hurdles, as conventional testing methods may not adequately characterize the heterogeneous properties throughout the volume. Non-destructive evaluation techniques struggle to detect internal defects in thick sections, creating uncertainty in quality assurance processes.
Material properties in thick-section DED vary significantly from surface to core due to different cooling rates and thermal cycles. This heterogeneity compromises the mechanical integrity and performance predictability of the final component. The thermal gradient between newly deposited material and the substrate or previously deposited layers can reach hundreds of degrees Celsius, creating severe thermal stresses that may lead to cracking or delamination.
Process parameter optimization becomes exponentially more complex with increasing section thickness. Parameters that work effectively for thin sections often fail to produce acceptable results in thick sections due to the changing thermal conditions throughout the build. The interdependence of laser power, travel speed, powder feed rate, and layer thickness creates a vast parameter space that is difficult to navigate without sophisticated modeling and control systems.
Path planning strategies that succeed in conventional DED applications frequently prove inadequate for thick sections. The need to balance heat input, minimize residual stress, and maintain geometric accuracy requires advanced toolpath algorithms that can adapt to changing thermal conditions throughout the build process. Current CAM systems lack the capability to automatically generate optimized toolpaths specifically for thick-section DED.
Monitoring and control systems face significant challenges in thick-section DED. The deep melt pools and complex thermal histories make it difficult to implement effective in-process monitoring. Traditional sensors may not provide accurate data from deep within thick sections, limiting the effectiveness of closed-loop control systems that could otherwise compensate for process variations.
Post-processing requirements increase substantially with thick sections. Heat treatment becomes more complex due to the difficulty in achieving uniform temperature distribution throughout large volumes. Machining challenges arise from the need to remove significant amounts of material while managing residual stresses that may cause distortion during material removal.
Qualification and certification of thick-section DED parts present additional hurdles, as conventional testing methods may not adequately characterize the heterogeneous properties throughout the volume. Non-destructive evaluation techniques struggle to detect internal defects in thick sections, creating uncertainty in quality assurance processes.
Current Multi-Pass DED Process Planning Approaches
01 Path planning strategies for multi-pass DED
Various path planning strategies are employed in multi-pass directed energy deposition to optimize the deposition process. These strategies include toolpath generation algorithms that consider factors such as material properties, geometric complexity, and desired mechanical properties. Advanced planning methods incorporate simulation-based approaches to predict and minimize distortion, residual stress, and defects during the multi-pass deposition process. Optimized path planning significantly improves build quality, dimensional accuracy, and material efficiency.- Path planning strategies for multi-pass DED: Various path planning strategies are employed in multi-pass directed energy deposition to optimize the deposition process. These strategies include toolpath generation algorithms that consider factors such as material properties, geometric complexity, and desired mechanical properties. Advanced planning methods incorporate simulation-based approaches to predict and minimize distortion, residual stress, and defects during the multi-pass deposition process. Optimized path planning significantly improves build quality, dimensional accuracy, and material efficiency.
- Layer-by-layer process control in multi-pass DED: Layer-by-layer process control techniques are essential for successful multi-pass directed energy deposition. These techniques involve real-time monitoring and adjustment of process parameters such as laser power, feed rate, and deposition height between successive passes. Adaptive control systems use sensor feedback to maintain consistent layer thickness and thermal conditions throughout the build process. This approach enables the fabrication of complex geometries with improved microstructural properties and reduced defects between layers.
- Thermal management strategies for multi-pass DED: Effective thermal management is critical in multi-pass directed energy deposition to control microstructure development and minimize thermal stress. Strategies include controlled interlayer cooling periods, localized preheating of the substrate or previous layers, and dynamic adjustment of energy input based on thermal history. Advanced thermal models predict temperature distributions and cooling rates to optimize process parameters for each pass. These approaches help prevent defects such as cracking, warping, and poor interlayer bonding while enabling consistent material properties throughout the built structure.
- Multi-material deposition planning in DED: Multi-material deposition planning enables the fabrication of functionally graded components through directed energy deposition. This approach involves strategic planning of material transitions between passes to achieve desired property gradients or interfaces. Process planning includes considerations for material compatibility, mixing ratios, and parameter adjustments when switching between different powder feedstocks. Advanced algorithms optimize the deposition sequence to control dilution zones and minimize residual stress at material interfaces, resulting in components with tailored mechanical, thermal, or electrical properties.
- Hybrid manufacturing approaches combining DED with machining: Hybrid manufacturing approaches integrate multi-pass directed energy deposition with in-process machining operations to achieve superior surface finish and dimensional accuracy. Process planning for these hybrid systems coordinates the sequence of deposition and machining steps, optimizing tool paths for both processes. This integration enables the production of near-net-shape components with complex internal features that would be difficult to machine conventionally. The approach reduces material waste, processing time, and the need for post-processing while improving the overall quality of manufactured parts.
02 Layer-by-layer process control in multi-pass DED
Layer-by-layer process control techniques are essential for successful multi-pass directed energy deposition. These methods involve real-time monitoring and adjustment of process parameters such as laser power, feed rate, and layer thickness between successive passes. Adaptive control systems use sensor feedback to maintain consistent melt pool characteristics and thermal conditions throughout the build process. This approach enables the fabrication of complex geometries with improved microstructural homogeneity and reduced defects across multiple layers.Expand Specific Solutions03 Thermal management in multi-pass DED processes
Effective thermal management is critical in multi-pass directed energy deposition to control microstructure development and minimize residual stresses. Techniques include interlayer cooling strategies, preheating substrates, and controlled heat input during deposition. Advanced thermal models predict temperature distributions and cooling rates to optimize process parameters for each pass. Strategic thermal management prevents defects such as cracking, warping, and delamination while enabling the production of components with desired mechanical properties and dimensional stability.Expand Specific Solutions04 Material-specific process planning for multi-pass DED
Material-specific process planning approaches are developed for multi-pass directed energy deposition to address the unique challenges posed by different materials. These approaches consider material-specific properties such as thermal conductivity, melting point, and oxidation behavior to determine optimal process parameters. For multi-material deposition, specialized strategies manage the transition between different materials to ensure proper bonding and minimize defects. Tailored process plans for specific alloys, composites, and functionally graded materials enable the fabrication of components with enhanced performance characteristics.Expand Specific Solutions05 Simulation and modeling for multi-pass DED optimization
Simulation and modeling tools are increasingly used to optimize multi-pass directed energy deposition processes. These computational approaches include finite element analysis to predict thermal behavior, residual stress development, and part distortion. Machine learning algorithms analyze process data to identify optimal parameter combinations for specific geometries and materials. Digital twins of the DED process enable virtual testing and validation of process plans before physical implementation. These simulation-based approaches significantly reduce development time and material waste while improving part quality and process reliability.Expand Specific Solutions
Leading Companies in DED Manufacturing
The multi-pass Directed Energy Deposition (DED) for thick sections market is currently in a growth phase, characterized by increasing adoption across aerospace, defense, and heavy manufacturing sectors. The global market size for advanced metal additive manufacturing technologies, including DED, is expanding at approximately 15-20% annually. Technologically, the field shows moderate maturity with established players like General Electric and United Technologies leading industrial implementation, while companies such as Kennametal and Walter AG focus on specialized tooling solutions. Applied Materials and Lam Research contribute advanced deposition equipment expertise, while research institutions like Fraunhofer-Gesellschaft and University of Southern California drive innovation in process planning methodologies. The competitive landscape features a mix of established manufacturing giants and specialized technology providers working to optimize multi-pass deposition strategies for improved material properties and reduced post-processing requirements.
Kennametal, Inc.
Technical Solution: Kennametal has developed specialized process planning technologies for multi-pass DED applications on thick sections, particularly for wear-resistant components and tooling applications. Their approach leverages extensive materials expertise in hard metals and cermets to optimize deposition strategies for functional surfaces on thick substrates. Kennametal's technology incorporates specialized path planning algorithms that account for material-specific deposition characteristics and thermal management requirements. Their process planning system features integrated wear performance prediction models that guide deposition parameter selection based on intended service conditions. Kennametal has pioneered hybrid approaches that strategically combine different materials within thick DED deposits to create optimized wear surfaces with supporting structures. Their research has demonstrated significant improvements in component performance through carefully controlled deposition sequences that manage dilution between layers and optimize microstructural development throughout thick sections.
Strengths: Exceptional materials expertise, particularly in wear-resistant applications; integrated approach connecting process parameters to functional performance; established industrial implementation pathways. Weaknesses: Solutions often optimized for specific material systems within Kennametal's portfolio; process planning tools may have limited flexibility for non-standard applications.
Lortek S.Coop.
Technical Solution: Lortek has developed specialized process planning solutions for multi-pass DED applications focusing on thick-walled components for industrial applications. Their approach centers on a comprehensive material-process-structure relationship framework that optimizes deposition strategies based on metallurgical outcomes. Lortek's technology incorporates advanced path planning algorithms that account for heat accumulation in thick sections, with particular attention to interlayer cooling times and thermal management. Their process planning system includes simulation capabilities that predict distortion and residual stress distribution throughout the build process, enabling preemptive compensation strategies. Lortek has also pioneered adaptive slicing techniques that vary layer thickness based on geometric features and thermal conditions, optimizing both build time and material properties for thick-section components. Their research has demonstrated significant improvements in microstructural homogeneity across thick sections through controlled energy input distribution.
Strengths: Specialized expertise in metallurgical outcomes of DED processes; strong focus on industrial applications; advanced simulation capabilities for process optimization. Weaknesses: More limited equipment portfolio compared to larger competitors; solutions may require significant customization for different material systems.
Key Patents in Thick Section DED Deposition
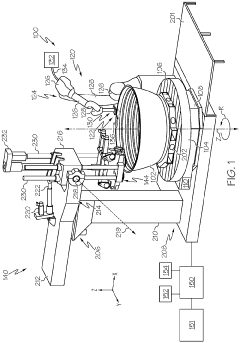
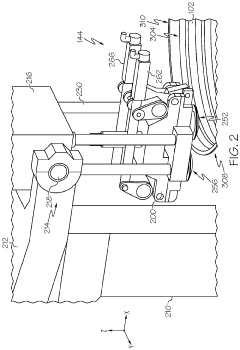
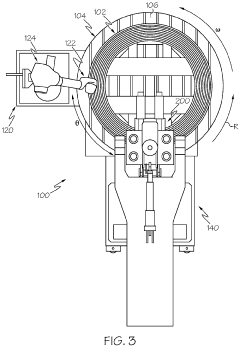
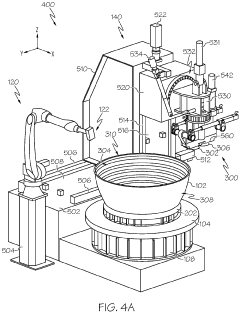
Additive manufacturing system and method for compression of material during material deposition
PatentPendingEP4302912A1
Innovation
- A DED system that integrates a rotary build table and a compression rig allowing simultaneous deposition and compression phases, utilizing a robotic arm and compression head with rollers to apply compressive loads during material deposition, controlled by a system that ensures uniform temperature and strain application.
Directed energy deposition apparatus and method
PatentWO2024242628A1
Innovation
- A method and apparatus that incorporate a temperature-based cooling time feedback loop, where each layer is cooled to a predefined temperature before adding the next, using a thermal device to measure and control the cooling process, thereby minimizing overheating and oxidation.

Material Considerations for Thick Section DED
Material selection for Directed Energy Deposition (DED) processes on thick sections requires careful consideration of several critical factors that directly impact the final product quality and performance. When dealing with thick sections, thermal management becomes particularly challenging due to the significant heat input required for material deposition and the subsequent thermal cycles that occur during multi-pass operations.
The primary materials utilized in thick section DED applications include various steel alloys, nickel-based superalloys, titanium alloys, and aluminum alloys. Each material category presents unique considerations regarding thermal conductivity, coefficient of thermal expansion, and susceptibility to thermal stress-induced defects. For instance, nickel-based superalloys such as Inconel 718 and 625 exhibit excellent high-temperature strength and corrosion resistance but present challenges related to crack sensitivity during rapid cooling cycles typical in DED processes.
Thermal gradient management is particularly crucial when working with thick sections. Materials with lower thermal conductivity, such as titanium alloys, tend to develop steeper thermal gradients, potentially leading to residual stress accumulation and distortion. Conversely, materials with higher thermal conductivity, such as aluminum alloys, dissipate heat more effectively but may require adjusted process parameters to ensure proper fusion between layers.
Microstructural evolution during multi-pass DED on thick sections significantly influences mechanical properties. The repeated thermal cycles can lead to grain coarsening in previously deposited layers, potentially compromising mechanical performance. This phenomenon is particularly pronounced in materials with high thermal sensitivity, such as precipitation-hardening alloys, where careful control of cooling rates is essential to achieve desired microstructural features.
Material compatibility between substrate and deposit must be thoroughly evaluated, especially for repair or hybrid manufacturing applications. Differences in thermal expansion coefficients can generate substantial interfacial stresses during cooling, potentially leading to delamination or cracking. Additionally, metallurgical compatibility must be assessed to prevent the formation of brittle intermetallic compounds at the interface.
Powder characteristics for DED processes on thick sections also warrant special attention. Particle size distribution, flowability, and chemical composition consistency directly impact deposition quality. For thick section applications, slightly larger powder particle sizes (typically 45-150 μm) are often preferred to achieve higher deposition rates while maintaining acceptable surface finish and dimensional accuracy.
The primary materials utilized in thick section DED applications include various steel alloys, nickel-based superalloys, titanium alloys, and aluminum alloys. Each material category presents unique considerations regarding thermal conductivity, coefficient of thermal expansion, and susceptibility to thermal stress-induced defects. For instance, nickel-based superalloys such as Inconel 718 and 625 exhibit excellent high-temperature strength and corrosion resistance but present challenges related to crack sensitivity during rapid cooling cycles typical in DED processes.
Thermal gradient management is particularly crucial when working with thick sections. Materials with lower thermal conductivity, such as titanium alloys, tend to develop steeper thermal gradients, potentially leading to residual stress accumulation and distortion. Conversely, materials with higher thermal conductivity, such as aluminum alloys, dissipate heat more effectively but may require adjusted process parameters to ensure proper fusion between layers.
Microstructural evolution during multi-pass DED on thick sections significantly influences mechanical properties. The repeated thermal cycles can lead to grain coarsening in previously deposited layers, potentially compromising mechanical performance. This phenomenon is particularly pronounced in materials with high thermal sensitivity, such as precipitation-hardening alloys, where careful control of cooling rates is essential to achieve desired microstructural features.
Material compatibility between substrate and deposit must be thoroughly evaluated, especially for repair or hybrid manufacturing applications. Differences in thermal expansion coefficients can generate substantial interfacial stresses during cooling, potentially leading to delamination or cracking. Additionally, metallurgical compatibility must be assessed to prevent the formation of brittle intermetallic compounds at the interface.
Powder characteristics for DED processes on thick sections also warrant special attention. Particle size distribution, flowability, and chemical composition consistency directly impact deposition quality. For thick section applications, slightly larger powder particle sizes (typically 45-150 μm) are often preferred to achieve higher deposition rates while maintaining acceptable surface finish and dimensional accuracy.
Thermal Management Strategies for Multi-Pass DED
Thermal management represents a critical challenge in multi-pass Directed Energy Deposition (DED) processes, particularly when working with thick sections. The complex thermal cycles during deposition significantly impact material properties, residual stresses, and overall part quality. Effective thermal management strategies must address heat accumulation, which becomes increasingly problematic as layer count increases in thick section fabrication.
Temperature monitoring systems form the foundation of thermal management in multi-pass DED. Advanced pyrometry and infrared thermography enable real-time temperature field mapping across the build surface. These systems can be integrated with closed-loop control mechanisms that adjust process parameters dynamically in response to thermal conditions. For thick sections, embedded thermocouples at strategic depths provide critical data about internal thermal gradients that surface measurements alone cannot capture.
Interlayer cooling strategies have proven particularly effective for thick section builds. Forced convection cooling using directed gas jets can accelerate heat dissipation between passes, while for more demanding applications, cryogenic cooling may be employed to rapidly extract heat from previously deposited layers. Research indicates that optimized dwell times between passes, determined through thermal modeling, can reduce residual stress by up to 30% in thick section components.
Path planning optimization represents another powerful thermal management approach. Alternating deposition patterns between layers disrupts heat accumulation patterns, while island strategies divide each layer into smaller regions deposited non-sequentially. For thick sections, adaptive slicing algorithms that vary layer thickness based on geometric features and thermal history have demonstrated superior thermal management compared to constant-thickness approaches.
Substrate preheating has emerged as an essential technique for thick section DED. Maintaining the substrate at elevated temperatures (typically 200-600°C depending on material) reduces thermal gradients and associated distortion. Induction heating systems offer precise control for large thick-section builds, while resistance heating provides a cost-effective alternative for smaller components.
Advanced simulation tools now enable predictive thermal management through multi-physics modeling that couples heat transfer, fluid dynamics, and material phase transformations. These models can predict thermal history throughout thick sections, allowing process planners to optimize deposition strategies before physical builds commence. Machine learning algorithms trained on thermal data from previous builds further enhance predictive capabilities, enabling real-time parameter adjustments specific to thick section thermal management challenges.
Temperature monitoring systems form the foundation of thermal management in multi-pass DED. Advanced pyrometry and infrared thermography enable real-time temperature field mapping across the build surface. These systems can be integrated with closed-loop control mechanisms that adjust process parameters dynamically in response to thermal conditions. For thick sections, embedded thermocouples at strategic depths provide critical data about internal thermal gradients that surface measurements alone cannot capture.
Interlayer cooling strategies have proven particularly effective for thick section builds. Forced convection cooling using directed gas jets can accelerate heat dissipation between passes, while for more demanding applications, cryogenic cooling may be employed to rapidly extract heat from previously deposited layers. Research indicates that optimized dwell times between passes, determined through thermal modeling, can reduce residual stress by up to 30% in thick section components.
Path planning optimization represents another powerful thermal management approach. Alternating deposition patterns between layers disrupts heat accumulation patterns, while island strategies divide each layer into smaller regions deposited non-sequentially. For thick sections, adaptive slicing algorithms that vary layer thickness based on geometric features and thermal history have demonstrated superior thermal management compared to constant-thickness approaches.
Substrate preheating has emerged as an essential technique for thick section DED. Maintaining the substrate at elevated temperatures (typically 200-600°C depending on material) reduces thermal gradients and associated distortion. Induction heating systems offer precise control for large thick-section builds, while resistance heating provides a cost-effective alternative for smaller components.
Advanced simulation tools now enable predictive thermal management through multi-physics modeling that couples heat transfer, fluid dynamics, and material phase transformations. These models can predict thermal history throughout thick sections, allowing process planners to optimize deposition strategies before physical builds commence. Machine learning algorithms trained on thermal data from previous builds further enhance predictive capabilities, enabling real-time parameter adjustments specific to thick section thermal management challenges.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!