The Role of Thermite in Modern Industrial Processes
JUN 24, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Thermite Technology Evolution and Objectives
Thermite technology has a rich history dating back to its discovery in 1893 by German chemist Hans Goldschmidt. Initially developed for welding and purifying ores, thermite reactions have evolved significantly over the past century, finding applications across various industrial sectors. The technology's core principle, an exothermic reduction-oxidation reaction between a metal oxide and a more reactive metal, has remained consistent, but its applications and refinements have expanded dramatically.
In the early 20th century, thermite was primarily used in railway welding and metallurgy. As industrial processes advanced, the technology found new applications in metal purification, underwater welding, and incendiary devices during wartime. The post-war era saw a shift towards more peaceful applications, with thermite becoming integral to specialized welding techniques in construction and manufacturing.
Recent decades have witnessed a renaissance in thermite technology, driven by the demands of modern industry for more efficient, precise, and environmentally friendly processes. Researchers and engineers have focused on developing novel thermite compositions, optimizing reaction kinetics, and exploring nanoscale thermite materials. These advancements aim to enhance energy release, control reaction rates, and improve the overall efficiency of thermite-based processes.
The objectives of contemporary thermite technology research and development are multifaceted. Firstly, there is a push towards creating more sustainable thermite mixtures, reducing environmental impact while maintaining or improving performance. Secondly, the industry seeks to expand the application of thermite reactions in advanced manufacturing, particularly in areas such as 3D metal printing and precision joining of dissimilar materials.
Another key objective is to harness the high-temperature capabilities of thermite reactions for energy storage and conversion applications. This includes exploring thermite-based thermal batteries and developing novel heat transfer systems for industrial processes. Additionally, there is growing interest in utilizing thermite technology for in-situ resource utilization in space exploration, potentially enabling manufacturing and construction on other planets.
As we look to the future, the evolution of thermite technology is expected to continue, driven by the need for more efficient, versatile, and sustainable industrial processes. The objectives include developing "smart" thermite materials that can be precisely controlled and activated, integrating thermite reactions with other advanced manufacturing technologies, and exploring new frontiers in extreme environment applications. These advancements promise to further cement thermite's role as a crucial technology in modern industrial processes, pushing the boundaries of what's possible in manufacturing, energy, and materials science.
In the early 20th century, thermite was primarily used in railway welding and metallurgy. As industrial processes advanced, the technology found new applications in metal purification, underwater welding, and incendiary devices during wartime. The post-war era saw a shift towards more peaceful applications, with thermite becoming integral to specialized welding techniques in construction and manufacturing.
Recent decades have witnessed a renaissance in thermite technology, driven by the demands of modern industry for more efficient, precise, and environmentally friendly processes. Researchers and engineers have focused on developing novel thermite compositions, optimizing reaction kinetics, and exploring nanoscale thermite materials. These advancements aim to enhance energy release, control reaction rates, and improve the overall efficiency of thermite-based processes.
The objectives of contemporary thermite technology research and development are multifaceted. Firstly, there is a push towards creating more sustainable thermite mixtures, reducing environmental impact while maintaining or improving performance. Secondly, the industry seeks to expand the application of thermite reactions in advanced manufacturing, particularly in areas such as 3D metal printing and precision joining of dissimilar materials.
Another key objective is to harness the high-temperature capabilities of thermite reactions for energy storage and conversion applications. This includes exploring thermite-based thermal batteries and developing novel heat transfer systems for industrial processes. Additionally, there is growing interest in utilizing thermite technology for in-situ resource utilization in space exploration, potentially enabling manufacturing and construction on other planets.
As we look to the future, the evolution of thermite technology is expected to continue, driven by the need for more efficient, versatile, and sustainable industrial processes. The objectives include developing "smart" thermite materials that can be precisely controlled and activated, integrating thermite reactions with other advanced manufacturing technologies, and exploring new frontiers in extreme environment applications. These advancements promise to further cement thermite's role as a crucial technology in modern industrial processes, pushing the boundaries of what's possible in manufacturing, energy, and materials science.
Industrial Demand for Thermite Applications
The demand for thermite applications in modern industrial processes has been steadily growing, driven by its unique properties and versatile uses across various sectors. The exothermic reaction of thermite, which produces extremely high temperatures and molten metal, has found significant applications in welding, metal purification, and material synthesis.
In the welding industry, thermite welding has become a preferred method for joining large metal components, particularly in railway track construction and maintenance. The ability to create strong, continuous welds without the need for external power sources has made thermite welding indispensable for on-site repairs and installations of rail tracks. This demand is further amplified by the ongoing expansion and modernization of railway networks globally.
The metal production and refining sector has also seen an increased demand for thermite applications. Thermite reactions are utilized in the production of high-purity metals, especially in the aluminum industry. The process allows for the reduction of metal oxides to pure metals, offering a cost-effective and efficient method for producing small batches of specialty metals and alloys.
In the manufacturing industry, thermite finds applications in the production of wear-resistant coatings and hard-facing materials. The high temperatures generated by thermite reactions enable the creation of durable surface layers on industrial components, extending their lifespan and improving performance in harsh environments. This has led to growing demand from sectors such as mining, construction, and heavy machinery manufacturing.
The aerospace and defense industries have shown increasing interest in thermite applications for specialized purposes. Thermite mixtures are used in incendiary devices, pyrotechnics, and as a component in certain types of rocket propellants. The demand in these sectors is driven by ongoing research and development efforts to enhance the performance and efficiency of various systems.
Environmental remediation and waste management sectors have also begun exploring thermite applications. The high-temperature capabilities of thermite reactions are being investigated for the treatment of hazardous waste materials and the destruction of persistent organic pollutants. This emerging application area shows promise for future growth as environmental regulations become more stringent.
The construction industry has found niche applications for thermite in specialized welding and repair tasks. Thermite welding is used for joining large structural components, repairing heavy machinery on-site, and in underwater welding applications. The demand in this sector is expected to grow as infrastructure development projects increase globally.
In the welding industry, thermite welding has become a preferred method for joining large metal components, particularly in railway track construction and maintenance. The ability to create strong, continuous welds without the need for external power sources has made thermite welding indispensable for on-site repairs and installations of rail tracks. This demand is further amplified by the ongoing expansion and modernization of railway networks globally.
The metal production and refining sector has also seen an increased demand for thermite applications. Thermite reactions are utilized in the production of high-purity metals, especially in the aluminum industry. The process allows for the reduction of metal oxides to pure metals, offering a cost-effective and efficient method for producing small batches of specialty metals and alloys.
In the manufacturing industry, thermite finds applications in the production of wear-resistant coatings and hard-facing materials. The high temperatures generated by thermite reactions enable the creation of durable surface layers on industrial components, extending their lifespan and improving performance in harsh environments. This has led to growing demand from sectors such as mining, construction, and heavy machinery manufacturing.
The aerospace and defense industries have shown increasing interest in thermite applications for specialized purposes. Thermite mixtures are used in incendiary devices, pyrotechnics, and as a component in certain types of rocket propellants. The demand in these sectors is driven by ongoing research and development efforts to enhance the performance and efficiency of various systems.
Environmental remediation and waste management sectors have also begun exploring thermite applications. The high-temperature capabilities of thermite reactions are being investigated for the treatment of hazardous waste materials and the destruction of persistent organic pollutants. This emerging application area shows promise for future growth as environmental regulations become more stringent.
The construction industry has found niche applications for thermite in specialized welding and repair tasks. Thermite welding is used for joining large structural components, repairing heavy machinery on-site, and in underwater welding applications. The demand in this sector is expected to grow as infrastructure development projects increase globally.
Current Thermite Challenges and Limitations
Despite the widespread use of thermite in various industrial processes, several challenges and limitations persist, hindering its full potential and broader adoption. One of the primary concerns is the control and containment of the highly exothermic reaction. The intense heat generated during thermite reactions can be difficult to manage, posing safety risks and limiting its application in certain environments.
The reactivity of thermite mixtures presents another significant challenge. Once ignited, the reaction is self-sustaining and difficult to stop, which can be problematic in situations requiring precise control or the ability to halt the process quickly. This characteristic also raises safety concerns, particularly in industrial settings where unexpected ignition could lead to catastrophic consequences.
Thermite reactions typically produce high temperatures, often exceeding 2500°C. While this is advantageous for certain applications, it also limits the range of materials that can be used in conjunction with thermite processes. Many conventional materials used in industrial equipment cannot withstand such extreme temperatures, necessitating the use of specialized, heat-resistant materials that can significantly increase costs.
The byproducts of thermite reactions, particularly aluminum oxide slag, can be challenging to manage and dispose of properly. This not only adds complexity to the industrial process but also raises environmental concerns, as improper handling of these byproducts can lead to pollution and regulatory issues.
Precision and consistency in thermite reactions remain ongoing challenges. Variations in particle size, composition, and mixing ratios can significantly affect the reaction's performance and outcomes. Achieving uniform results across large-scale industrial applications requires careful control and standardization of thermite mixtures, which can be difficult to maintain consistently.
The transportation and storage of thermite materials pose logistical challenges due to their reactive nature. Strict safety protocols and regulations govern the handling of these materials, which can complicate supply chains and increase operational costs for industries relying on thermite processes.
Lastly, the limited scalability of thermite reactions presents a challenge for certain industrial applications. While effective on a small to medium scale, scaling up thermite processes for large-scale industrial use can be problematic due to heat management issues, reaction control difficulties, and safety concerns associated with handling larger quantities of reactive materials.
The reactivity of thermite mixtures presents another significant challenge. Once ignited, the reaction is self-sustaining and difficult to stop, which can be problematic in situations requiring precise control or the ability to halt the process quickly. This characteristic also raises safety concerns, particularly in industrial settings where unexpected ignition could lead to catastrophic consequences.
Thermite reactions typically produce high temperatures, often exceeding 2500°C. While this is advantageous for certain applications, it also limits the range of materials that can be used in conjunction with thermite processes. Many conventional materials used in industrial equipment cannot withstand such extreme temperatures, necessitating the use of specialized, heat-resistant materials that can significantly increase costs.
The byproducts of thermite reactions, particularly aluminum oxide slag, can be challenging to manage and dispose of properly. This not only adds complexity to the industrial process but also raises environmental concerns, as improper handling of these byproducts can lead to pollution and regulatory issues.
Precision and consistency in thermite reactions remain ongoing challenges. Variations in particle size, composition, and mixing ratios can significantly affect the reaction's performance and outcomes. Achieving uniform results across large-scale industrial applications requires careful control and standardization of thermite mixtures, which can be difficult to maintain consistently.
The transportation and storage of thermite materials pose logistical challenges due to their reactive nature. Strict safety protocols and regulations govern the handling of these materials, which can complicate supply chains and increase operational costs for industries relying on thermite processes.
Lastly, the limited scalability of thermite reactions presents a challenge for certain industrial applications. While effective on a small to medium scale, scaling up thermite processes for large-scale industrial use can be problematic due to heat management issues, reaction control difficulties, and safety concerns associated with handling larger quantities of reactive materials.
Modern Thermite Application Techniques
01 Thermite composition and applications
Thermite is a pyrotechnic composition of metal powder fuel and metal oxide. It is used in various applications including welding, incendiary devices, and metal purification. The reaction produces extremely high temperatures, making it suitable for cutting through metal structures or initiating other reactions.- Thermite composition and ignition methods: Thermite compositions typically consist of metal oxides and aluminum powder. Various ignition methods are used, including electrical, chemical, and mechanical means. The reaction produces intense heat and molten metal, making it useful for welding, incendiary devices, and metal purification.
- Applications in oil and gas well operations: Thermite reactions are utilized in oil and gas well operations for tasks such as cutting and sealing pipes, removing obstructions, and initiating downhole tools. The high-temperature reaction can effectively melt through metal barriers and create seals in harsh downhole environments.
- Thermite welding for railway tracks: Thermite welding is widely used for joining railway tracks. The process involves pouring molten metal produced by a thermite reaction into a mold surrounding the rail ends. This creates a strong, continuous weld that can withstand the stresses of train traffic.
- Enhanced thermite formulations: Research focuses on improving thermite formulations for specific applications. This includes adding nanomaterials to increase reactivity, incorporating additives to control reaction rates, and developing environmentally friendly compositions. These enhancements aim to improve performance, safety, and versatility of thermite reactions.
- Safety and control mechanisms: Given the intense nature of thermite reactions, safety and control mechanisms are crucial. This includes developing containment systems, precise ignition controls, and methods to manage heat and byproducts. Innovations in this area focus on improving the reliability and safety of thermite-based processes across various industries.
02 Thermite in downhole operations
Thermite reactions are utilized in downhole operations for oil and gas wells. This includes applications such as perforating tools, cutting tools, and sealing devices. The high-temperature reaction of thermite can be used to create perforations in well casings or to seal off sections of a wellbore.Expand Specific Solutions03 Controlled initiation and propagation of thermite reactions
Methods and devices for controlling the initiation and propagation of thermite reactions are developed. This includes techniques for precise ignition timing, controlling reaction rates, and ensuring complete combustion. These advancements improve the safety and efficiency of thermite-based applications.Expand Specific Solutions04 Thermite in additive manufacturing
Thermite reactions are incorporated into additive manufacturing processes. This novel approach allows for the creation of complex metal parts with unique properties. The high temperatures generated by the thermite reaction can be used to fuse metal powders or to create in-situ alloying during the printing process.Expand Specific Solutions05 Environmental and safety considerations in thermite use
Research focuses on improving the environmental impact and safety of thermite reactions. This includes developing less toxic formulations, improving containment methods, and creating safer handling procedures. Efforts are also made to reduce the potential for accidental ignition and to mitigate the effects of thermite reactions in unintended scenarios.Expand Specific Solutions
Key Players in Thermite Industry
The thermite reaction in modern industrial processes is in a mature stage, with established applications in welding, metal purification, and pyrotechnics. The market size is significant, driven by sectors like construction, metallurgy, and defense. Technologically, it's well-developed but continues to evolve. Companies like China Petroleum & Chemical Corp., Lockheed Martin Corp., and Shell Internationale Research Maatschappij BV are at the forefront, developing innovative applications. Research institutions such as Shandong University and Naval Research Laboratory contribute to advancing the technology. The industry sees ongoing refinement in safety, efficiency, and new applications, with players like BiSN Oil Tools Ltd. and Coolbrook Oy exploring niche markets.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced thermite-based technologies for well abandonment and pipeline repair. Their innovative approach involves using thermite reactions to create high-temperature metal alloys that can effectively seal off well bores and repair pipeline defects. This method utilizes a controlled exothermic reaction between metal oxides and aluminum, producing molten metal that solidifies to form a durable seal. The process is particularly effective in harsh environments where traditional methods may fail.
Strengths: Highly effective in extreme conditions, provides long-lasting seals, and reduces environmental risks. Weaknesses: Requires careful handling of reactive materials and precise control of the reaction.
Lockheed Martin Corp.
Technical Solution: Lockheed Martin has developed advanced thermite-based propulsion systems for aerospace applications. Their technology utilizes the high energy density of thermite reactions to create compact, powerful propulsion units for satellites and spacecraft. The system involves a carefully controlled thermite reaction that produces high-temperature gases, which are then directed through a nozzle to generate thrust. This approach allows for significant weight savings compared to traditional propulsion systems, while still providing substantial thrust capabilities.
Strengths: High energy density, compact design, and potential for long-term storage. Weaknesses: Challenges in precise control of the reaction and potential safety concerns during handling and storage.
Innovative Thermite Compositions and Reactions
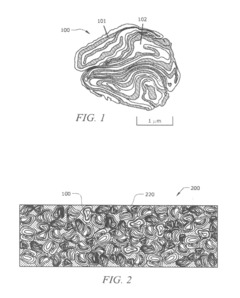
Thermite compositions from low temperature impact milling
PatentActiveUS20130068353A1
Innovation
- A process involving cryogenic milling at temperatures below −50°C to form a convoluted lamellar structure of alternating metal and metal oxide layers, which increases the interface area and prevents premature reaction initiation, allowing for better control over ignition and propagation phases.
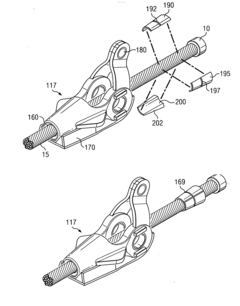
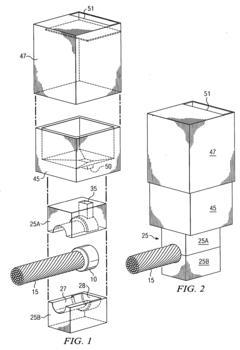
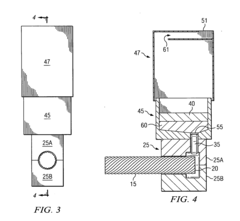
System and method for termination of a wire rope
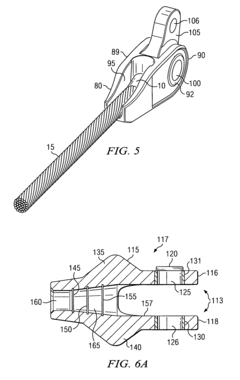
PatentInactiveUS20070119562A1
Innovation
- A drag socket system utilizing an exothermic metallic reaction to fuse a wire rope termination, combined with a novel connector mechanism, allowing for easy and safe connection and disconnection of wire ropes, reducing weight and increasing strength while minimizing the need for high-force tools.
Safety Regulations in Thermite Usage
The use of thermite in modern industrial processes necessitates stringent safety regulations due to its highly exothermic nature and potential hazards. Regulatory bodies worldwide have established comprehensive guidelines to ensure the safe handling, storage, and application of thermite in various industries.
One of the primary safety concerns addressed by regulations is the proper storage of thermite materials. Strict protocols mandate that thermite components must be stored separately in cool, dry environments, away from potential ignition sources. Storage facilities are required to have adequate ventilation systems and fire suppression equipment. Additionally, access to these storage areas is typically restricted to authorized personnel who have received specialized training in handling thermite materials.
Transportation of thermite is another critical area covered by safety regulations. Specific packaging requirements are in place to prevent accidental ignition during transit. These include the use of sealed, non-conductive containers and clear labeling of contents. Vehicles transporting thermite must adhere to designated routes and carry appropriate safety equipment.
Workplace safety regulations for thermite usage are particularly rigorous. Personal protective equipment (PPE) requirements typically include fire-resistant clothing, face shields, and respiratory protection. Operators must undergo extensive training on proper ignition techniques, emergency procedures, and the use of specialized equipment. Work areas where thermite reactions occur must be isolated from other operations and equipped with appropriate fire control systems.
Environmental considerations are also a key component of thermite safety regulations. Guidelines often specify proper disposal methods for thermite residues and byproducts to prevent environmental contamination. Some regulations require the implementation of air quality monitoring systems in facilities where thermite is regularly used to ensure compliance with emission standards.
Many countries have implemented certification programs for thermite operators and supervisors. These programs often involve theoretical and practical assessments to ensure that personnel possess the necessary knowledge and skills to handle thermite safely. Regular recertification may be required to maintain compliance with evolving safety standards.
Incident reporting and investigation procedures are typically mandated by safety regulations. Any accidents or near-misses involving thermite must be thoroughly documented and reported to relevant authorities. This information is used to refine safety protocols and prevent future incidents.
As industrial applications of thermite continue to evolve, safety regulations are regularly reviewed and updated to address new challenges and incorporate technological advancements in safety equipment and procedures. Compliance with these regulations is essential not only for worker safety but also for maintaining operational licenses and insurance coverage in industries that utilize thermite.
One of the primary safety concerns addressed by regulations is the proper storage of thermite materials. Strict protocols mandate that thermite components must be stored separately in cool, dry environments, away from potential ignition sources. Storage facilities are required to have adequate ventilation systems and fire suppression equipment. Additionally, access to these storage areas is typically restricted to authorized personnel who have received specialized training in handling thermite materials.
Transportation of thermite is another critical area covered by safety regulations. Specific packaging requirements are in place to prevent accidental ignition during transit. These include the use of sealed, non-conductive containers and clear labeling of contents. Vehicles transporting thermite must adhere to designated routes and carry appropriate safety equipment.
Workplace safety regulations for thermite usage are particularly rigorous. Personal protective equipment (PPE) requirements typically include fire-resistant clothing, face shields, and respiratory protection. Operators must undergo extensive training on proper ignition techniques, emergency procedures, and the use of specialized equipment. Work areas where thermite reactions occur must be isolated from other operations and equipped with appropriate fire control systems.
Environmental considerations are also a key component of thermite safety regulations. Guidelines often specify proper disposal methods for thermite residues and byproducts to prevent environmental contamination. Some regulations require the implementation of air quality monitoring systems in facilities where thermite is regularly used to ensure compliance with emission standards.
Many countries have implemented certification programs for thermite operators and supervisors. These programs often involve theoretical and practical assessments to ensure that personnel possess the necessary knowledge and skills to handle thermite safely. Regular recertification may be required to maintain compliance with evolving safety standards.
Incident reporting and investigation procedures are typically mandated by safety regulations. Any accidents or near-misses involving thermite must be thoroughly documented and reported to relevant authorities. This information is used to refine safety protocols and prevent future incidents.
As industrial applications of thermite continue to evolve, safety regulations are regularly reviewed and updated to address new challenges and incorporate technological advancements in safety equipment and procedures. Compliance with these regulations is essential not only for worker safety but also for maintaining operational licenses and insurance coverage in industries that utilize thermite.
Environmental Impact of Thermite Processes
The environmental impact of thermite processes in modern industrial applications is a critical consideration that requires careful assessment and management. Thermite reactions, known for their high-temperature exothermic nature, can have significant environmental implications if not properly controlled and monitored.
One of the primary environmental concerns associated with thermite processes is the emission of particulate matter and gases. The intense heat generated during thermite reactions can lead to the release of fine particles, including metal oxides and other byproducts, into the atmosphere. These emissions may contribute to air pollution and potentially affect local air quality if not adequately filtered or contained.
Furthermore, the use of thermite in industrial processes often involves the consumption of metal powders and oxides, which can deplete natural resources if not sourced sustainably. The production and transportation of these raw materials also contribute to the overall environmental footprint of thermite-based operations.
Water pollution is another potential environmental risk associated with thermite processes. Cooling water used in industrial applications may become contaminated with metal particles and other chemical residues, necessitating proper treatment before discharge to prevent harm to aquatic ecosystems.
The disposal of waste products from thermite reactions presents additional environmental challenges. Slag and other byproducts may contain heavy metals or other hazardous substances that require specialized handling and disposal methods to prevent soil and groundwater contamination.
On the positive side, thermite processes can contribute to environmental sustainability in certain applications. For instance, in rail welding, thermite welding reduces the need for traditional welding equipment and associated energy consumption, potentially lowering overall carbon emissions in railway maintenance operations.
To mitigate the environmental impact of thermite processes, industries are increasingly adopting cleaner production techniques and implementing stringent emission control measures. This includes the use of advanced filtration systems, closed-loop cooling systems, and improved waste management practices.
Research into more environmentally friendly thermite compositions is ongoing, with efforts focused on developing formulations that produce fewer harmful byproducts while maintaining the desired reaction characteristics. Additionally, life cycle assessments are being conducted to evaluate the full environmental impact of thermite processes from raw material extraction to end-of-life disposal.
As regulations governing industrial emissions and waste management continue to evolve, companies utilizing thermite processes are under pressure to innovate and adapt their practices to meet increasingly stringent environmental standards. This drive towards sustainability is likely to shape the future development and application of thermite technologies in modern industrial processes.
One of the primary environmental concerns associated with thermite processes is the emission of particulate matter and gases. The intense heat generated during thermite reactions can lead to the release of fine particles, including metal oxides and other byproducts, into the atmosphere. These emissions may contribute to air pollution and potentially affect local air quality if not adequately filtered or contained.
Furthermore, the use of thermite in industrial processes often involves the consumption of metal powders and oxides, which can deplete natural resources if not sourced sustainably. The production and transportation of these raw materials also contribute to the overall environmental footprint of thermite-based operations.
Water pollution is another potential environmental risk associated with thermite processes. Cooling water used in industrial applications may become contaminated with metal particles and other chemical residues, necessitating proper treatment before discharge to prevent harm to aquatic ecosystems.
The disposal of waste products from thermite reactions presents additional environmental challenges. Slag and other byproducts may contain heavy metals or other hazardous substances that require specialized handling and disposal methods to prevent soil and groundwater contamination.
On the positive side, thermite processes can contribute to environmental sustainability in certain applications. For instance, in rail welding, thermite welding reduces the need for traditional welding equipment and associated energy consumption, potentially lowering overall carbon emissions in railway maintenance operations.
To mitigate the environmental impact of thermite processes, industries are increasingly adopting cleaner production techniques and implementing stringent emission control measures. This includes the use of advanced filtration systems, closed-loop cooling systems, and improved waste management practices.
Research into more environmentally friendly thermite compositions is ongoing, with efforts focused on developing formulations that produce fewer harmful byproducts while maintaining the desired reaction characteristics. Additionally, life cycle assessments are being conducted to evaluate the full environmental impact of thermite processes from raw material extraction to end-of-life disposal.
As regulations governing industrial emissions and waste management continue to evolve, companies utilizing thermite processes are under pressure to innovate and adapt their practices to meet increasingly stringent environmental standards. This drive towards sustainability is likely to shape the future development and application of thermite technologies in modern industrial processes.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!