

Method for chamfering slabs during rolling of rolling mill
A slab and chamfering technology, which is applied in the production field of fire-cut chamfering of thick slab slabs, can solve the problems of long time consumption, affecting efficiency, long chamfering time, etc., and achieve the effect of eliminating high cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
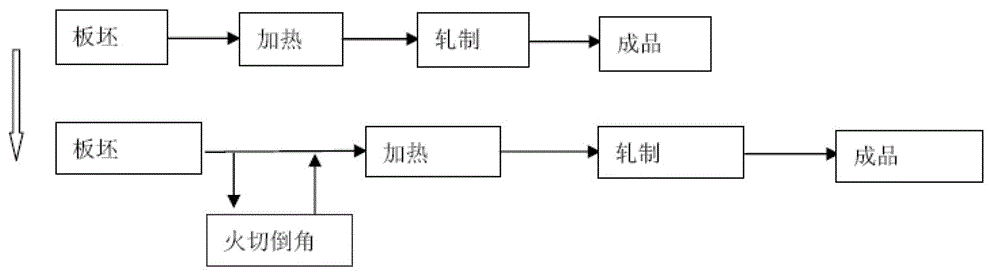
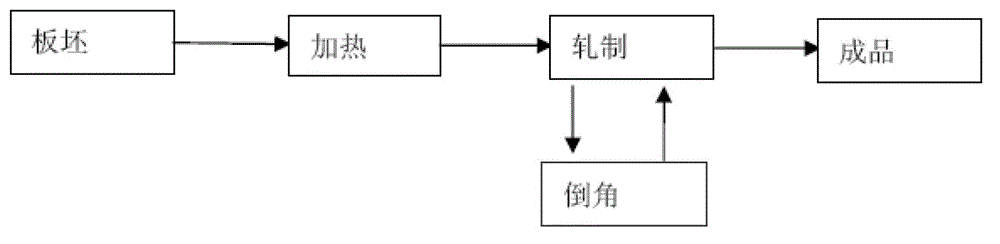
Method used
Image

Examples
Embodiment 1
[0109] Slab size: thickness 290mm, width 2300mm, length 2700mm.
[0110] Target size of rolled steel plate: thickness 20.15mm, width 3800mm, length 11740mm.
[0111] The widening pass is calculated as 5 passes, and the first two passes meet the chamfering conditions;
[0112] The thickness of the slab before widening is 265mm; the rolling length is 3800mm of the slab width.
[0113] Settings for the first pass of widening:
[0114] The reduction is 30mm, the thickness after reduction is 235mm, the rolling length Len=4285mm after rolling, and the calculated temperature is 1121°C.
[0115] Head and tail segment length Lp=40mm,
[0116] L1=L19=30mm;
[0117] L2=L3=...L18=(4285-2*40) / 17=247mm.
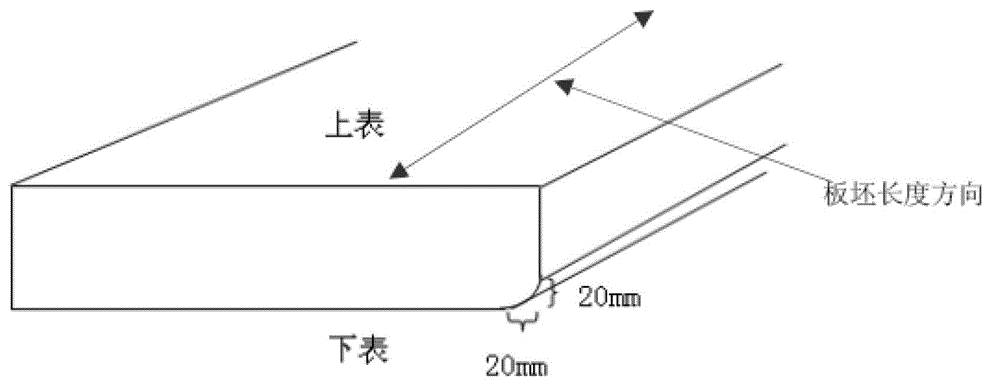
[0118] The chamfering depth is set to h=20mm,
[0119] Roll gap value So=236mm before treatment,
[0120] S1p=S20p=So-h=216mm,
[0121] S2=S3=...=S19=236mm.
[0122] The setting of the second pass of widening:
[0123] The reduction is 30mm, the thickness after reduction is 205mm...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More