Ethylene Vinyl Acetate: Advancing Production Techniques
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Production Evolution and Objectives
Ethylene Vinyl Acetate (EVA) production has undergone significant evolution since its inception in the 1950s. Initially developed as a copolymer of ethylene and vinyl acetate, EVA has become a versatile material with applications spanning various industries. The production techniques for EVA have continuously advanced to meet growing demand and improve product quality.
In the early stages, EVA production relied on high-pressure polymerization processes, which were energy-intensive and limited in terms of product customization. As technology progressed, manufacturers introduced low-pressure processes, enabling better control over the vinyl acetate content and molecular weight distribution. This advancement allowed for the production of EVA with tailored properties for specific applications.
The introduction of tubular reactors in the 1970s marked a significant milestone in EVA production. These reactors offered improved heat transfer and mixing capabilities, resulting in more consistent product quality and higher production efficiency. Subsequently, the development of autoclave reactors further enhanced the ability to produce EVA with varying vinyl acetate contents, expanding the range of possible applications.
Recent advancements in catalyst technology have played a crucial role in improving EVA production techniques. Modern catalysts allow for better control over the polymerization process, resulting in EVA with more precise molecular structures and improved physical properties. This has led to the development of specialty grades of EVA tailored for high-performance applications in industries such as solar panel manufacturing and advanced packaging.
The objectives for advancing EVA production techniques are multifaceted. One primary goal is to increase production efficiency while reducing energy consumption and environmental impact. This involves optimizing reactor designs, improving heat recovery systems, and developing more efficient separation and purification processes.
Another key objective is to enhance product quality and consistency. Manufacturers aim to achieve tighter control over the vinyl acetate content, molecular weight distribution, and overall polymer structure. This requires advancements in process control systems, in-line monitoring technologies, and predictive modeling capabilities.
Sustainability is becoming an increasingly important focus in EVA production. Objectives in this area include developing bio-based feedstocks for EVA production, improving recycling processes for EVA-containing products, and reducing overall carbon footprint throughout the production chain.
Looking ahead, the industry is exploring novel production techniques such as continuous flow processes and modular manufacturing systems. These approaches aim to offer greater flexibility in production scale and product customization, potentially opening up new markets and applications for EVA materials.
In the early stages, EVA production relied on high-pressure polymerization processes, which were energy-intensive and limited in terms of product customization. As technology progressed, manufacturers introduced low-pressure processes, enabling better control over the vinyl acetate content and molecular weight distribution. This advancement allowed for the production of EVA with tailored properties for specific applications.
The introduction of tubular reactors in the 1970s marked a significant milestone in EVA production. These reactors offered improved heat transfer and mixing capabilities, resulting in more consistent product quality and higher production efficiency. Subsequently, the development of autoclave reactors further enhanced the ability to produce EVA with varying vinyl acetate contents, expanding the range of possible applications.
Recent advancements in catalyst technology have played a crucial role in improving EVA production techniques. Modern catalysts allow for better control over the polymerization process, resulting in EVA with more precise molecular structures and improved physical properties. This has led to the development of specialty grades of EVA tailored for high-performance applications in industries such as solar panel manufacturing and advanced packaging.
The objectives for advancing EVA production techniques are multifaceted. One primary goal is to increase production efficiency while reducing energy consumption and environmental impact. This involves optimizing reactor designs, improving heat recovery systems, and developing more efficient separation and purification processes.
Another key objective is to enhance product quality and consistency. Manufacturers aim to achieve tighter control over the vinyl acetate content, molecular weight distribution, and overall polymer structure. This requires advancements in process control systems, in-line monitoring technologies, and predictive modeling capabilities.
Sustainability is becoming an increasingly important focus in EVA production. Objectives in this area include developing bio-based feedstocks for EVA production, improving recycling processes for EVA-containing products, and reducing overall carbon footprint throughout the production chain.
Looking ahead, the industry is exploring novel production techniques such as continuous flow processes and modular manufacturing systems. These approaches aim to offer greater flexibility in production scale and product customization, potentially opening up new markets and applications for EVA materials.
EVA Market Demand Analysis
The global market for Ethylene Vinyl Acetate (EVA) has been experiencing significant growth, driven by its versatile applications across various industries. The demand for EVA is primarily fueled by its use in solar panel encapsulation, packaging films, adhesives, and footwear manufacturing. The solar energy sector, in particular, has been a major contributor to the increasing demand for EVA, as the material is essential for the production of photovoltaic modules.
In the packaging industry, EVA is widely used for the production of flexible films and wraps due to its excellent clarity, flexibility, and barrier properties. The growing e-commerce sector and the increasing demand for sustainable packaging solutions have further boosted the market for EVA-based packaging materials. Additionally, the footwear industry continues to be a significant consumer of EVA, utilizing the material for the production of shoe soles and insoles due to its lightweight and cushioning properties.
The automotive sector represents another key market for EVA, where it is used in the production of car interiors, gaskets, and wire and cable insulation. As the automotive industry shifts towards electric vehicles, the demand for EVA in this sector is expected to grow further, particularly in battery components and lightweight materials for improved energy efficiency.
The healthcare and medical device industry has also shown increasing interest in EVA, particularly for the production of medical tubing, bags, and packaging materials. The material's biocompatibility and resistance to sterilization processes make it an attractive option for various medical applications.
Geographically, Asia-Pacific remains the largest market for EVA, with China and India leading the demand due to their rapidly growing industrial sectors and increasing investments in renewable energy. North America and Europe follow closely, driven by the automotive and packaging industries, as well as the push for sustainable energy solutions.
The market demand for EVA is expected to continue its upward trajectory, with analysts projecting a compound annual growth rate (CAGR) of around 5-6% over the next five years. This growth is attributed to the expanding applications of EVA in emerging technologies, such as 3D printing and advanced composites, as well as the increasing adoption of solar energy systems worldwide.
However, the EVA market faces challenges from fluctuating raw material prices and growing environmental concerns regarding the disposal of EVA-based products. These factors are driving research into bio-based alternatives and recycling technologies for EVA, which could potentially reshape the market landscape in the coming years.
In the packaging industry, EVA is widely used for the production of flexible films and wraps due to its excellent clarity, flexibility, and barrier properties. The growing e-commerce sector and the increasing demand for sustainable packaging solutions have further boosted the market for EVA-based packaging materials. Additionally, the footwear industry continues to be a significant consumer of EVA, utilizing the material for the production of shoe soles and insoles due to its lightweight and cushioning properties.
The automotive sector represents another key market for EVA, where it is used in the production of car interiors, gaskets, and wire and cable insulation. As the automotive industry shifts towards electric vehicles, the demand for EVA in this sector is expected to grow further, particularly in battery components and lightweight materials for improved energy efficiency.
The healthcare and medical device industry has also shown increasing interest in EVA, particularly for the production of medical tubing, bags, and packaging materials. The material's biocompatibility and resistance to sterilization processes make it an attractive option for various medical applications.
Geographically, Asia-Pacific remains the largest market for EVA, with China and India leading the demand due to their rapidly growing industrial sectors and increasing investments in renewable energy. North America and Europe follow closely, driven by the automotive and packaging industries, as well as the push for sustainable energy solutions.
The market demand for EVA is expected to continue its upward trajectory, with analysts projecting a compound annual growth rate (CAGR) of around 5-6% over the next five years. This growth is attributed to the expanding applications of EVA in emerging technologies, such as 3D printing and advanced composites, as well as the increasing adoption of solar energy systems worldwide.
However, the EVA market faces challenges from fluctuating raw material prices and growing environmental concerns regarding the disposal of EVA-based products. These factors are driving research into bio-based alternatives and recycling technologies for EVA, which could potentially reshape the market landscape in the coming years.
EVA Production Challenges
The production of Ethylene Vinyl Acetate (EVA) faces several significant challenges that hinder its advancement and efficiency. One of the primary issues is the high energy consumption required during the polymerization process. The reaction between ethylene and vinyl acetate is highly exothermic, necessitating precise temperature control to maintain product quality and prevent runaway reactions. This energy-intensive process contributes to increased production costs and environmental concerns.
Another major challenge lies in achieving consistent product quality across different batches. EVA's properties, such as melt flow index and vinyl acetate content, can vary significantly depending on reaction conditions. Maintaining uniformity in these properties is crucial for end-use applications, particularly in industries like solar panel manufacturing and footwear production. The complexity of controlling multiple variables simultaneously during production makes it difficult to achieve consistent results.
Raw material availability and cost fluctuations also pose significant challenges to EVA production. Ethylene and vinyl acetate, the primary feedstocks, are derived from petroleum products, making their prices volatile and subject to global oil market trends. This volatility can lead to unpredictable production costs and affect the overall profitability of EVA manufacturing.
The polymerization process itself presents technical challenges, particularly in terms of reactor design and operation. Ensuring proper mixing, heat transfer, and pressure control within the reactor is critical for optimal product quality. Additionally, the formation of gel particles during polymerization can lead to product defects and equipment fouling, necessitating frequent cleaning and maintenance of production equipment.
Environmental and safety concerns also play a significant role in EVA production challenges. The use of organic solvents and the emission of volatile organic compounds (VOCs) during the manufacturing process raise environmental issues. Stricter regulations on emissions and waste management require manufacturers to invest in costly pollution control technologies and develop more sustainable production methods.
Scaling up production to meet growing demand while maintaining product quality is another significant challenge. As the demand for EVA increases in various industries, manufacturers must find ways to increase production capacity without compromising on quality or efficiency. This often requires substantial investments in new equipment and process optimization.
Lastly, the development of specialized grades of EVA for emerging applications presents ongoing challenges. As new markets emerge, such as in advanced packaging materials or 3D printing filaments, manufacturers must adapt their production techniques to meet specific property requirements. This necessitates continuous research and development efforts to modify existing processes or develop entirely new production methods.
Another major challenge lies in achieving consistent product quality across different batches. EVA's properties, such as melt flow index and vinyl acetate content, can vary significantly depending on reaction conditions. Maintaining uniformity in these properties is crucial for end-use applications, particularly in industries like solar panel manufacturing and footwear production. The complexity of controlling multiple variables simultaneously during production makes it difficult to achieve consistent results.
Raw material availability and cost fluctuations also pose significant challenges to EVA production. Ethylene and vinyl acetate, the primary feedstocks, are derived from petroleum products, making their prices volatile and subject to global oil market trends. This volatility can lead to unpredictable production costs and affect the overall profitability of EVA manufacturing.
The polymerization process itself presents technical challenges, particularly in terms of reactor design and operation. Ensuring proper mixing, heat transfer, and pressure control within the reactor is critical for optimal product quality. Additionally, the formation of gel particles during polymerization can lead to product defects and equipment fouling, necessitating frequent cleaning and maintenance of production equipment.
Environmental and safety concerns also play a significant role in EVA production challenges. The use of organic solvents and the emission of volatile organic compounds (VOCs) during the manufacturing process raise environmental issues. Stricter regulations on emissions and waste management require manufacturers to invest in costly pollution control technologies and develop more sustainable production methods.
Scaling up production to meet growing demand while maintaining product quality is another significant challenge. As the demand for EVA increases in various industries, manufacturers must find ways to increase production capacity without compromising on quality or efficiency. This often requires substantial investments in new equipment and process optimization.
Lastly, the development of specialized grades of EVA for emerging applications presents ongoing challenges. As new markets emerge, such as in advanced packaging materials or 3D printing filaments, manufacturers must adapt their production techniques to meet specific property requirements. This necessitates continuous research and development efforts to modify existing processes or develop entirely new production methods.
Current EVA Production Methods
01 High-pressure polymerization process
This technique involves the polymerization of ethylene and vinyl acetate under high pressure conditions. The process typically uses free-radical initiators and can be carried out in autoclave or tubular reactors. It allows for precise control of the vinyl acetate content in the final product, which affects the properties of the EVA copolymer.- High-pressure polymerization process: This technique involves the polymerization of ethylene and vinyl acetate under high pressure conditions. The process typically uses free-radical initiators and is carried out in autoclave or tubular reactors. This method allows for the production of EVA with varying vinyl acetate content and molecular weight distributions.
- Continuous production methods: Continuous production techniques for EVA involve the use of specialized equipment and process control systems to maintain consistent quality and increase production efficiency. These methods often incorporate in-line monitoring and adjustment of reaction parameters to optimize the polymerization process.
- Catalyst systems for EVA production: Advanced catalyst systems play a crucial role in EVA production. These catalysts are designed to control the incorporation of vinyl acetate into the polymer chain and influence the final properties of the EVA. Developments in catalyst technology focus on improving activity, selectivity, and the ability to produce EVA with specific characteristics.
- Post-polymerization modification techniques: These techniques involve modifying EVA after the initial polymerization process. Methods may include crosslinking, grafting, or blending with other polymers to enhance specific properties such as thermal stability, mechanical strength, or adhesion characteristics. These modifications allow for the customization of EVA for various applications.
- Environmentally friendly EVA production: This approach focuses on developing more sustainable and eco-friendly methods for EVA production. Techniques may include the use of bio-based feedstocks, reduction of volatile organic compound emissions, energy-efficient processes, and the development of recyclable or biodegradable EVA formulations.
02 Solution polymerization method
In this method, ethylene and vinyl acetate monomers are dissolved in a suitable solvent and polymerized using a catalyst system. This technique allows for better control of molecular weight distribution and copolymer composition. The resulting EVA copolymer is then separated from the solvent and purified.Expand Specific Solutions03 Continuous production process
This technique involves a continuous flow system for EVA production, which can improve efficiency and product consistency. It typically includes continuous feeding of monomers, initiators, and other additives, as well as continuous product removal and post-processing steps such as extrusion and pelletizing.Expand Specific Solutions04 Emulsion polymerization technique
This method involves dispersing ethylene and vinyl acetate monomers in an aqueous medium with the help of surfactants. Polymerization is initiated using water-soluble initiators. This technique is particularly useful for producing EVA with high vinyl acetate content and can result in a latex form of the product.Expand Specific Solutions05 Post-polymerization modification
This technique involves modifying the EVA copolymer after its initial production to enhance specific properties. Methods may include crosslinking, grafting, or blending with other polymers or additives. These modifications can improve thermal stability, mechanical properties, or introduce functional groups for specific applications.Expand Specific Solutions
Key EVA Producers and Competitors
The market for advancing production techniques for Ethylene Vinyl Acetate (EVA) is in a mature growth stage, with a global market size expected to reach $12.5 billion by 2027. The technology is well-established, but continuous innovation is driven by demand for improved performance and sustainability. Key players like Kuraray, DuPont, and LG Chem are investing in R&D to enhance EVA properties and production efficiency. Emerging companies such as Xiamen Knano Graphene Technology are exploring novel applications, while research institutions like Tianjin University and Sichuan University contribute to technological advancements. The competitive landscape is characterized by a mix of established chemical giants and specialized materials firms, with increasing focus on eco-friendly production methods and high-value applications in sectors like solar energy and advanced packaging.
Kuraray Co., Ltd.
Technical Solution: Kuraray has developed advanced production techniques for EVA, focusing on improving the copolymerization process and enhancing product properties. Their method involves using a high-pressure tubular reactor with precise temperature and pressure control[1]. They have implemented a continuous production system that allows for better consistency in product quality. Kuraray's technique also incorporates a unique catalyst system that enables better control over the vinyl acetate content in the EVA copolymer, resulting in a wider range of grades with tailored properties[2]. Additionally, they have developed a post-polymerization treatment process that enhances the thermal stability and optical clarity of the final EVA products[3].
Strengths: High-quality product consistency, wide range of EVA grades, improved thermal stability. Weaknesses: High energy consumption due to high-pressure process, potential safety concerns with high-pressure operations.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has made significant advancements in EVA production techniques. They have developed a proprietary high-pressure tubular reactor design that allows for better control of the polymerization process[4]. Sinopec's method incorporates advanced process control systems and real-time monitoring to optimize reaction conditions. They have also implemented a novel initiator system that improves the efficiency of the polymerization process and allows for better control of molecular weight distribution[5]. Furthermore, Sinopec has developed a specialized cooling system that enables more efficient heat removal during the exothermic polymerization reaction, leading to improved product quality and increased production capacity[6].
Strengths: High production efficiency, improved product quality control, increased production capacity. Weaknesses: High initial investment costs for advanced equipment, potential complexity in process control.
Innovative EVA Synthesis Approaches
System for controlling ethylene vinyl acetate copolymerization process and method of controlling the same
PatentActiveUS20200010592A1
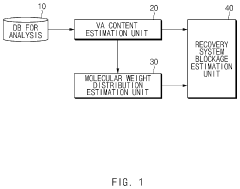
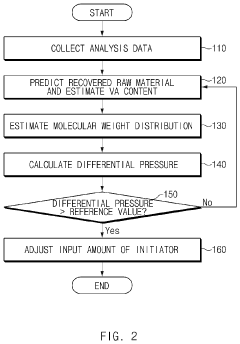
Innovation
- A system and method that includes a database for analysis, a VA content estimation unit, a molecular weight distribution estimation unit, and a recovery system blockage estimation unit to predict and control the blockage by estimating VA content and molecular weight distribution, adjusting processing conditions to prevent blockage in the recovery process.
PRODUCTION METHOD OF ethylene vinyl acetate copolymer resin and ethylene vinyl acetate copolymer resin produced by the method
PatentActiveID201801875A
Innovation
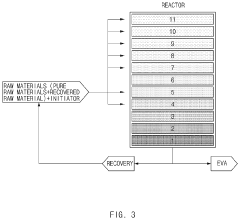
- Confined injection of ethylene and vinyl acetate monomers into a tubular reactor with at least two reactors, allowing for better control of the polymerization process.
- Precise control of polymerization conditions (temperature 170-300°C, pressure 2000-3000 kg/cm², reaction time 2-20 minutes) to achieve high cross-linking density and speed.
- Production of EVA resin with high cross-linking density and high cross-linking speed, suitable for foaming resin or electrical cable resin applications.
Environmental Impact of EVA Manufacturing
The production of Ethylene Vinyl Acetate (EVA) has significant environmental implications that warrant careful consideration. The manufacturing process involves the use of petrochemical feedstocks, which are derived from non-renewable resources and contribute to greenhouse gas emissions. The polymerization reaction itself requires substantial energy input, often sourced from fossil fuels, further exacerbating the carbon footprint of EVA production.
One of the primary environmental concerns is the release of volatile organic compounds (VOCs) during the manufacturing process. These emissions can contribute to air pollution and the formation of ground-level ozone, potentially impacting local air quality and human health. Additionally, the use of solvents and other chemicals in the production process may lead to hazardous waste generation, necessitating proper disposal and treatment protocols.
Water consumption and potential contamination are also notable environmental issues associated with EVA manufacturing. The cooling systems and cleaning processes used in production facilities can strain local water resources and may introduce pollutants into waterways if not properly managed. Furthermore, the disposal of EVA products at the end of their lifecycle presents challenges, as the material is not readily biodegradable and can persist in the environment for extended periods.
However, advancements in production techniques are addressing some of these environmental concerns. The implementation of closed-loop systems and solvent recovery technologies has significantly reduced VOC emissions and waste generation in modern EVA manufacturing facilities. Some producers have also adopted more energy-efficient processes, such as improved reactor designs and heat recovery systems, to minimize energy consumption and associated carbon emissions.
The industry is also exploring alternative feedstocks and production methods to reduce the environmental impact of EVA manufacturing. Bio-based ethylene and vinyl acetate monomers derived from renewable resources are being investigated as potential substitutes for petroleum-based raw materials. Additionally, research into catalysts that enable lower reaction temperatures and pressures could lead to more energy-efficient production processes.
Efforts to improve the recyclability and biodegradability of EVA products are also underway, aiming to address end-of-life environmental concerns. Some manufacturers are developing EVA formulations that are more easily recyclable or that incorporate additives to enhance biodegradation rates. These initiatives, coupled with improved waste management practices, have the potential to mitigate the long-term environmental impact of EVA materials.
As regulatory pressures and consumer demand for sustainable products increase, the EVA industry is likely to continue investing in cleaner production technologies and circular economy principles. This shift towards more environmentally friendly manufacturing processes and product designs is essential for ensuring the long-term sustainability of EVA production and its diverse applications across various industries.
One of the primary environmental concerns is the release of volatile organic compounds (VOCs) during the manufacturing process. These emissions can contribute to air pollution and the formation of ground-level ozone, potentially impacting local air quality and human health. Additionally, the use of solvents and other chemicals in the production process may lead to hazardous waste generation, necessitating proper disposal and treatment protocols.
Water consumption and potential contamination are also notable environmental issues associated with EVA manufacturing. The cooling systems and cleaning processes used in production facilities can strain local water resources and may introduce pollutants into waterways if not properly managed. Furthermore, the disposal of EVA products at the end of their lifecycle presents challenges, as the material is not readily biodegradable and can persist in the environment for extended periods.
However, advancements in production techniques are addressing some of these environmental concerns. The implementation of closed-loop systems and solvent recovery technologies has significantly reduced VOC emissions and waste generation in modern EVA manufacturing facilities. Some producers have also adopted more energy-efficient processes, such as improved reactor designs and heat recovery systems, to minimize energy consumption and associated carbon emissions.
The industry is also exploring alternative feedstocks and production methods to reduce the environmental impact of EVA manufacturing. Bio-based ethylene and vinyl acetate monomers derived from renewable resources are being investigated as potential substitutes for petroleum-based raw materials. Additionally, research into catalysts that enable lower reaction temperatures and pressures could lead to more energy-efficient production processes.
Efforts to improve the recyclability and biodegradability of EVA products are also underway, aiming to address end-of-life environmental concerns. Some manufacturers are developing EVA formulations that are more easily recyclable or that incorporate additives to enhance biodegradation rates. These initiatives, coupled with improved waste management practices, have the potential to mitigate the long-term environmental impact of EVA materials.
As regulatory pressures and consumer demand for sustainable products increase, the EVA industry is likely to continue investing in cleaner production technologies and circular economy principles. This shift towards more environmentally friendly manufacturing processes and product designs is essential for ensuring the long-term sustainability of EVA production and its diverse applications across various industries.
EVA Quality Control Measures
Quality control is paramount in the production of Ethylene Vinyl Acetate (EVA), ensuring consistent performance and reliability across various applications. Implementing robust quality control measures throughout the manufacturing process is essential for advancing EVA production techniques. These measures typically encompass several key areas, including raw material inspection, process monitoring, and final product testing.
Raw material quality control begins with thorough inspection and testing of incoming ethylene and vinyl acetate monomers. This involves chromatographic analysis to verify purity levels and detect potential contaminants. Suppliers are often required to provide certificates of analysis, which are cross-checked with in-house testing results. Additionally, storage conditions for raw materials are closely monitored to prevent degradation or contamination before use.
During the polymerization process, real-time monitoring systems are employed to maintain precise control over reaction conditions. Key parameters such as temperature, pressure, and monomer feed rates are continuously measured and adjusted to ensure optimal copolymerization. Advanced process analytical technology (PAT) tools, including in-line spectroscopic methods, enable rapid assessment of reaction progress and product composition.
Post-polymerization quality control focuses on evaluating the physical and chemical properties of the EVA copolymer. This includes melt flow index testing to assess processability, differential scanning calorimetry to determine thermal properties, and Fourier-transform infrared spectroscopy to verify vinyl acetate content. Mechanical testing, such as tensile strength and elongation measurements, ensures the material meets specified performance criteria.
For EVA foam production, additional quality control measures are implemented to assess cell structure, density, and compression set properties. X-ray tomography and microscopy techniques are utilized to analyze foam morphology and uniformity. Accelerated aging tests are conducted to evaluate long-term performance and durability under various environmental conditions.
Statistical process control (SPC) methods are widely adopted to monitor production trends and identify potential quality issues before they escalate. This involves collecting and analyzing data from various stages of the manufacturing process to detect deviations from established quality standards. Implementation of Six Sigma methodologies has become increasingly common in EVA production facilities to drive continuous improvement and reduce variability.
Traceability systems play a crucial role in EVA quality control, allowing manufacturers to track raw materials, process parameters, and finished products throughout the supply chain. This enables rapid identification and isolation of non-conforming materials, facilitating effective root cause analysis and corrective actions when quality issues arise.
Raw material quality control begins with thorough inspection and testing of incoming ethylene and vinyl acetate monomers. This involves chromatographic analysis to verify purity levels and detect potential contaminants. Suppliers are often required to provide certificates of analysis, which are cross-checked with in-house testing results. Additionally, storage conditions for raw materials are closely monitored to prevent degradation or contamination before use.
During the polymerization process, real-time monitoring systems are employed to maintain precise control over reaction conditions. Key parameters such as temperature, pressure, and monomer feed rates are continuously measured and adjusted to ensure optimal copolymerization. Advanced process analytical technology (PAT) tools, including in-line spectroscopic methods, enable rapid assessment of reaction progress and product composition.
Post-polymerization quality control focuses on evaluating the physical and chemical properties of the EVA copolymer. This includes melt flow index testing to assess processability, differential scanning calorimetry to determine thermal properties, and Fourier-transform infrared spectroscopy to verify vinyl acetate content. Mechanical testing, such as tensile strength and elongation measurements, ensures the material meets specified performance criteria.
For EVA foam production, additional quality control measures are implemented to assess cell structure, density, and compression set properties. X-ray tomography and microscopy techniques are utilized to analyze foam morphology and uniformity. Accelerated aging tests are conducted to evaluate long-term performance and durability under various environmental conditions.
Statistical process control (SPC) methods are widely adopted to monitor production trends and identify potential quality issues before they escalate. This involves collecting and analyzing data from various stages of the manufacturing process to detect deviations from established quality standards. Implementation of Six Sigma methodologies has become increasingly common in EVA production facilities to drive continuous improvement and reduce variability.
Traceability systems play a crucial role in EVA quality control, allowing manufacturers to track raw materials, process parameters, and finished products throughout the supply chain. This enables rapid identification and isolation of non-conforming materials, facilitating effective root cause analysis and corrective actions when quality issues arise.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!