Ethylene Vinyl Acetate and the Evolution of Manufacturing
EVA Tech Background
Ethylene Vinyl Acetate (EVA) has emerged as a versatile and widely used copolymer in various manufacturing sectors since its introduction in the 1950s. This thermoplastic material, composed of ethylene and vinyl acetate, has revolutionized production processes across multiple industries due to its unique combination of properties.
The development of EVA can be traced back to the post-World War II era when researchers were exploring new polymer compositions to meet the growing demands of the manufacturing sector. The breakthrough came with the successful copolymerization of ethylene and vinyl acetate, resulting in a material that combined the flexibility of rubber with the processability of thermoplastics.
Initially, EVA found applications in the footwear industry, particularly in the production of shoe soles. Its excellent shock absorption properties and resistance to cracking made it an ideal material for this purpose. As manufacturing techniques evolved, the potential of EVA in other sectors became apparent, leading to its adoption in diverse applications such as packaging, adhesives, and solar panel encapsulation.
The evolution of EVA manufacturing has been closely tied to advancements in polymer science and production technologies. Early production methods relied on high-pressure polymerization processes, which limited the range of achievable properties. However, the introduction of low-pressure processes in the 1970s and 1980s allowed for greater control over the copolymer composition and molecular weight distribution, expanding the versatility of EVA products.
One of the key drivers in EVA's technological evolution has been the ability to tailor its properties by adjusting the vinyl acetate content. This flexibility has enabled manufacturers to produce EVA grades with varying degrees of flexibility, transparency, and melt flow characteristics, catering to specific application requirements across different industries.
The manufacturing landscape for EVA has seen significant changes over the decades. Initially dominated by a few large chemical companies, the market has expanded to include numerous producers worldwide. This growth has been fueled by increasing demand in emerging economies and the development of specialized EVA grades for high-value applications.
Recent trends in EVA manufacturing focus on sustainability and improved performance. Researchers are exploring bio-based feedstocks for EVA production, aiming to reduce reliance on fossil fuels. Additionally, efforts are underway to enhance EVA's barrier properties and thermal stability, opening up new possibilities in packaging and construction applications.
As we look towards the future, the evolution of EVA manufacturing continues to be driven by technological innovations and changing market demands. The ongoing development of advanced catalysts and process technologies promises to further expand the range of achievable properties and applications for this versatile material.
EVA Market Analysis
The global Ethylene Vinyl Acetate (EVA) market has experienced significant growth in recent years, driven by increasing demand across various industries. EVA's unique properties, including flexibility, durability, and resistance to UV radiation, have made it a versatile material in manufacturing processes. The market size for EVA was valued at approximately $7.5 billion in 2020 and is projected to reach $11.2 billion by 2027, growing at a compound annual growth rate (CAGR) of 6.2% during the forecast period.
The automotive industry has emerged as a key driver for EVA demand, particularly in the production of solar panels for electric vehicles and in the manufacturing of lightweight components. The growing emphasis on sustainable transportation solutions has further boosted the adoption of EVA in this sector. Additionally, the packaging industry has shown a strong appetite for EVA, especially in the food and beverage segment, where its barrier properties and sealability make it an ideal choice for flexible packaging applications.
The construction sector has also contributed significantly to the EVA market's growth. EVA's use in the production of adhesives, sealants, and waterproofing materials has increased due to the rising number of infrastructure projects globally. Moreover, the footwear industry continues to be a substantial consumer of EVA, utilizing it in the production of shoe soles and insoles due to its cushioning properties and durability.
Geographically, Asia-Pacific dominates the EVA market, accounting for over 40% of the global market share. This dominance is attributed to the rapid industrialization in countries like China and India, coupled with the presence of major manufacturing hubs in the region. North America and Europe follow as significant markets, driven by technological advancements and increasing applications in renewable energy sectors.
The market landscape is characterized by intense competition among key players such as DuPont, ExxonMobil Chemical, LyondellBasell Industries, and Celanese Corporation. These companies are focusing on research and development to enhance product quality and expand their application scope. Strategic collaborations and mergers and acquisitions are common strategies employed to strengthen market positions and expand geographical presence.
Looking ahead, the EVA market is poised for continued growth, with emerging applications in 3D printing and medical devices presenting new opportunities. The shift towards sustainable and eco-friendly materials is expected to drive innovation in bio-based EVA production, potentially reshaping the market dynamics in the coming years. However, challenges such as volatile raw material prices and environmental concerns regarding plastic waste may impact market growth, necessitating adaptive strategies from industry players.
EVA Tech Challenges
Ethylene Vinyl Acetate (EVA) manufacturing faces several significant challenges that hinder its widespread adoption and optimal performance in various applications. One of the primary obstacles is achieving consistent quality across production batches. The copolymerization process of ethylene and vinyl acetate is complex, and maintaining precise control over reaction conditions, such as temperature, pressure, and monomer ratios, remains a persistent challenge. This variability can lead to inconsistencies in the final product's properties, affecting its performance in end-use applications.
Another major hurdle is the energy-intensive nature of EVA production. The high-pressure polymerization process requires substantial energy input, contributing to increased production costs and environmental concerns. As sustainability becomes a key focus in manufacturing, finding ways to reduce energy consumption without compromising product quality is a critical challenge for the industry.
The optimization of EVA grades for specific applications presents another significant challenge. Different industries require EVA with varying vinyl acetate content and melt flow indices. Developing formulations that meet these diverse requirements while maintaining cost-effectiveness and scalability is an ongoing struggle for manufacturers. This challenge is further compounded by the need to balance properties such as flexibility, transparency, and adhesion strength, which often involve trade-offs.
Environmental concerns also pose substantial challenges to EVA manufacturing. The production process generates volatile organic compounds (VOCs) and other emissions that need to be carefully managed to comply with increasingly stringent environmental regulations. Developing cleaner production methods and implementing effective emission control technologies are crucial for the industry's sustainability and regulatory compliance.
Additionally, the raw material supply chain for EVA production faces its own set of challenges. Fluctuations in the availability and pricing of ethylene and vinyl acetate monomers can significantly impact production costs and supply stability. This volatility necessitates robust supply chain management strategies and potentially the exploration of alternative feedstocks.
The recycling and end-of-life management of EVA products also present significant technical challenges. EVA's crosslinked structure makes it difficult to recycle through conventional methods, leading to increased waste and environmental concerns. Developing effective recycling technologies or designing EVA formulations with improved recyclability is a critical area of focus for the industry.
Lastly, the integration of advanced manufacturing technologies, such as Industry 4.0 concepts and artificial intelligence, into EVA production processes presents both opportunities and challenges. While these technologies offer the potential for improved process control and efficiency, their implementation requires significant investment and expertise, posing adoption barriers for many manufacturers.
Current EVA Solutions
01 Composition and properties of EVA
Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to stress-cracking. The composition and ratio of ethylene to vinyl acetate can be adjusted to achieve specific material characteristics for various applications.- Composition and properties of EVA: Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to UV radiation and stress-cracking. The vinyl acetate content can be varied to modify the properties of the material, making it suitable for a wide range of applications.
- EVA in adhesive applications: EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It is used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. The material's low melting point and good flow characteristics make it ideal for these applications.
- EVA in foam and insulation products: EVA is utilized in the production of foam and insulation materials. Its closed-cell structure provides excellent thermal insulation properties, making it suitable for applications in construction, packaging, and footwear industries. EVA foams offer good shock absorption and cushioning properties.
- EVA in solar panel encapsulation: EVA is commonly used as an encapsulant material in photovoltaic modules. It provides excellent protection for solar cells against environmental factors, moisture, and mechanical stress. The material's transparency and UV resistance contribute to the longevity and efficiency of solar panels.
- Modifications and blends of EVA: EVA can be modified or blended with other polymers and additives to enhance its properties for specific applications. This includes crosslinking, grafting, and the addition of fillers or reinforcing agents. These modifications can improve the material's mechanical properties, thermal stability, and chemical resistance.
02 EVA in adhesive applications
EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It can be used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. The adhesive strength and performance can be tailored by adjusting the EVA composition and additives.Expand Specific Solutions03 EVA in foam and insulation materials
EVA is utilized in the production of foam and insulation materials due to its low density, good cushioning properties, and thermal insulation characteristics. It can be crosslinked or expanded to create closed-cell foams for applications such as footwear, packaging, and construction insulation.Expand Specific Solutions04 EVA in solar panel encapsulation
EVA is commonly used as an encapsulant material in photovoltaic modules. It provides excellent transparency, weather resistance, and electrical insulation properties. The material helps protect solar cells from environmental factors and ensures long-term performance and durability of solar panels.Expand Specific Solutions05 Modification and blending of EVA
EVA can be modified or blended with other polymers and additives to enhance its properties for specific applications. This includes crosslinking, grafting, and compounding with fillers or other polymers to improve mechanical strength, flame retardancy, or other desired characteristics.Expand Specific Solutions
EVA Industry Players
The Ethylene Vinyl Acetate (EVA) market is in a mature growth stage, characterized by steady demand and established applications across various industries. The global market size for EVA is substantial, driven by its versatility in sectors such as packaging, footwear, and solar panel manufacturing. Technologically, EVA production is well-established, with major players like Celanese International Corp., China Petroleum & Chemical Corp., and Wacker Chemie AG continuously refining their processes. Companies such as Kuraray Co., Ltd. and Hanwha Chemical Co., Ltd. are focusing on developing high-performance EVA grades for specialized applications, indicating ongoing innovation in the field. Research institutions like Tianjin University and South China University of Technology are contributing to advancements in EVA technology, potentially influencing future manufacturing processes and applications.
Celanese International Corp.
China Petroleum & Chemical Corp.
Key EVA Innovations
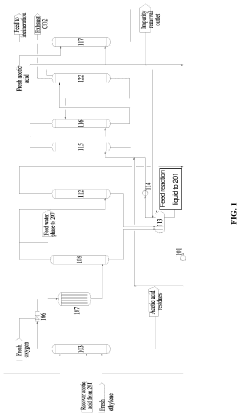
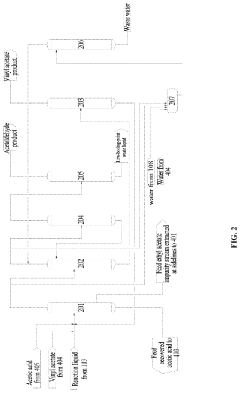
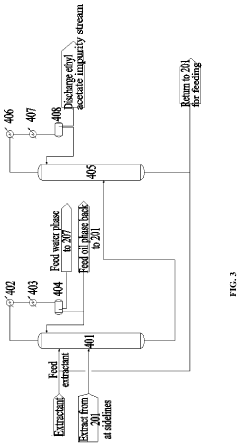
- A method involving a gas phase oxidation process with a system integration that includes specific towers and reactors for ethylene recovery, acetic acid evaporation, oxygen mixing, and separation processes, utilizing acetic acid as an extractant in the rectifying and separating towers to enhance the separation of vinyl acetate from ethyl acetate.
- An integrated process involving the hydrogenation of acetic acid to form ethyl acetate with high selectivity, followed by pyrolysis to produce ethylene, and subsequent reaction with molecular oxygen over a suitable catalyst to form vinyl acetate, using a bimetallic catalyst system such as platinum and copper or palladium and cobalt supported on a catalyst support.
EVA Sustainability
The sustainability of Ethylene Vinyl Acetate (EVA) has become a critical focus in the evolution of manufacturing processes. As industries strive for more environmentally friendly practices, EVA production and usage have undergone significant transformations to align with sustainability goals.
One of the primary sustainability concerns in EVA manufacturing is the reduction of energy consumption and greenhouse gas emissions. Traditional EVA production methods are energy-intensive, contributing to a substantial carbon footprint. However, recent advancements in process optimization and equipment efficiency have led to notable improvements. Manufacturers are increasingly adopting energy-efficient technologies, such as advanced heat recovery systems and improved reactor designs, to minimize energy waste and reduce overall emissions.
Material sourcing is another key aspect of EVA sustainability. The industry is gradually shifting towards bio-based feedstocks as alternatives to petroleum-derived ethylene and vinyl acetate. These bio-based materials, often derived from renewable sources like sugarcane or corn, offer a more sustainable option with a lower environmental impact. While challenges remain in scaling up production and ensuring consistent quality, the potential for reducing reliance on fossil fuels is significant.
Recycling and circular economy principles are gaining traction in the EVA industry. Efforts are being made to develop effective recycling technologies for EVA products, particularly in sectors like footwear and solar panel manufacturing. Advanced mechanical and chemical recycling processes are being explored to recover and reuse EVA materials, reducing waste and conserving resources.
Water management in EVA production has also seen improvements. Manufacturers are implementing closed-loop water systems and advanced wastewater treatment technologies to minimize water consumption and reduce the discharge of pollutants. These initiatives not only contribute to environmental protection but also help companies comply with increasingly stringent regulations.
The development of more durable and long-lasting EVA products is another sustainability strategy. By improving the material's resistance to degradation and extending its lifespan, manufacturers can reduce the overall environmental impact associated with frequent replacements and disposal.
Lastly, the industry is focusing on enhancing the biodegradability of EVA products. Research is ongoing to develop EVA formulations that can decompose more readily in natural environments, addressing concerns about plastic pollution and long-term environmental persistence.
These sustainability efforts in EVA manufacturing are not only driven by environmental concerns but also by economic factors and regulatory pressures. As consumers and governments increasingly demand sustainable products and practices, the EVA industry's commitment to sustainability is becoming a crucial factor in maintaining competitiveness and ensuring long-term viability in the evolving manufacturing landscape.
EVA Quality Control
Quality control is a critical aspect of Ethylene Vinyl Acetate (EVA) manufacturing, ensuring the production of consistent, high-quality materials that meet industry standards and customer specifications. The evolution of EVA manufacturing has led to significant advancements in quality control processes, incorporating sophisticated technologies and methodologies to maintain product integrity throughout the production cycle.
One of the primary focuses of EVA quality control is monitoring and controlling the vinyl acetate content, which directly influences the material's properties. Advanced spectroscopic techniques, such as Fourier-transform infrared spectroscopy (FTIR) and nuclear magnetic resonance (NMR) spectroscopy, are now routinely employed to accurately measure and verify the vinyl acetate concentration in real-time during production.
Thermal analysis methods, including differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA), play a crucial role in assessing the thermal properties and stability of EVA materials. These techniques help manufacturers ensure consistent melting points, crystallization behavior, and thermal degradation characteristics across different batches.
Mechanical testing has also evolved significantly, with automated systems capable of performing tensile, elongation, and impact tests on EVA samples. These tests provide valuable data on the material's strength, flexibility, and durability, allowing manufacturers to fine-tune their processes and formulations to meet specific application requirements.
In recent years, the integration of artificial intelligence and machine learning algorithms into quality control systems has revolutionized EVA manufacturing. These advanced systems can analyze vast amounts of production data in real-time, identifying subtle patterns and anomalies that may indicate potential quality issues before they become significant problems.
Online monitoring systems equipped with sensors and advanced analytics capabilities now allow for continuous assessment of key process parameters, such as temperature, pressure, and flow rates. This real-time monitoring enables rapid adjustments to maintain optimal production conditions and ensure consistent product quality.
The implementation of statistical process control (SPC) techniques has further enhanced quality control in EVA manufacturing. By applying statistical methods to production data, manufacturers can identify and address sources of variation, leading to more stable and predictable production processes.
As sustainability becomes increasingly important in manufacturing, quality control measures have expanded to include environmental considerations. This includes monitoring and minimizing waste generation, optimizing energy consumption, and ensuring compliance with environmental regulations throughout the EVA production process.