How Ethylene Vinyl Acetate Enhances Global Manufacturing Standards?
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Technology Evolution and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a pivotal material in global manufacturing, revolutionizing various industries since its introduction in the 1950s. The evolution of EVA technology has been marked by continuous improvements in its properties and production processes, leading to its widespread adoption across diverse sectors.
Initially developed as a more flexible and resilient alternative to polyethylene, EVA's journey began with its application in footwear and packaging. Over time, researchers and manufacturers recognized its potential for broader use, driving further advancements in its formulation and manufacturing techniques. The primary objective of EVA technology development has been to enhance its versatility, durability, and cost-effectiveness, thereby elevating global manufacturing standards.
Throughout its evolution, EVA has undergone significant modifications to meet the changing demands of various industries. The focus has been on improving its thermal properties, impact resistance, and adhesion capabilities. These enhancements have enabled EVA to find applications in sectors ranging from solar panel encapsulation to automotive components, each iteration bringing new possibilities to the manufacturing landscape.
One of the key objectives in EVA technology development has been to optimize its copolymer composition. By adjusting the ratio of ethylene to vinyl acetate, manufacturers have been able to tailor EVA's properties to suit specific applications. This flexibility has been crucial in meeting the diverse needs of global manufacturing, allowing for customized solutions across different product categories.
Another significant goal in EVA technology evolution has been to improve its processing characteristics. Efforts have been made to enhance its melt flow properties, allowing for more efficient extrusion and molding processes. This has not only increased production efficiency but also opened up new possibilities for complex product designs, further contributing to the advancement of manufacturing standards worldwide.
Environmental considerations have also played a crucial role in shaping the objectives of EVA technology development. With growing awareness of sustainability issues, researchers have focused on developing EVA formulations that are more environmentally friendly, including biodegradable variants and those with improved recyclability. This aligns with global efforts to reduce the environmental impact of manufacturing processes and end products.
As we look to the future, the ongoing evolution of EVA technology continues to set new benchmarks in global manufacturing. The objectives now extend to exploring novel applications, further improving material properties, and integrating EVA with other advanced materials and technologies. These efforts aim to push the boundaries of what is possible in manufacturing, driving innovation and efficiency across industries worldwide.
Initially developed as a more flexible and resilient alternative to polyethylene, EVA's journey began with its application in footwear and packaging. Over time, researchers and manufacturers recognized its potential for broader use, driving further advancements in its formulation and manufacturing techniques. The primary objective of EVA technology development has been to enhance its versatility, durability, and cost-effectiveness, thereby elevating global manufacturing standards.
Throughout its evolution, EVA has undergone significant modifications to meet the changing demands of various industries. The focus has been on improving its thermal properties, impact resistance, and adhesion capabilities. These enhancements have enabled EVA to find applications in sectors ranging from solar panel encapsulation to automotive components, each iteration bringing new possibilities to the manufacturing landscape.
One of the key objectives in EVA technology development has been to optimize its copolymer composition. By adjusting the ratio of ethylene to vinyl acetate, manufacturers have been able to tailor EVA's properties to suit specific applications. This flexibility has been crucial in meeting the diverse needs of global manufacturing, allowing for customized solutions across different product categories.
Another significant goal in EVA technology evolution has been to improve its processing characteristics. Efforts have been made to enhance its melt flow properties, allowing for more efficient extrusion and molding processes. This has not only increased production efficiency but also opened up new possibilities for complex product designs, further contributing to the advancement of manufacturing standards worldwide.
Environmental considerations have also played a crucial role in shaping the objectives of EVA technology development. With growing awareness of sustainability issues, researchers have focused on developing EVA formulations that are more environmentally friendly, including biodegradable variants and those with improved recyclability. This aligns with global efforts to reduce the environmental impact of manufacturing processes and end products.
As we look to the future, the ongoing evolution of EVA technology continues to set new benchmarks in global manufacturing. The objectives now extend to exploring novel applications, further improving material properties, and integrating EVA with other advanced materials and technologies. These efforts aim to push the boundaries of what is possible in manufacturing, driving innovation and efficiency across industries worldwide.
Global Market Demand for EVA
The global market demand for Ethylene Vinyl Acetate (EVA) has been steadily increasing, driven by its versatile applications across various industries. EVA's unique properties, including flexibility, durability, and resistance to UV radiation, have made it a preferred material in numerous manufacturing processes worldwide.
In the footwear industry, EVA has become a staple component in the production of athletic shoes, particularly in midsoles and insoles. The material's shock-absorbing qualities and lightweight nature have led to its widespread adoption by major sportswear brands, contributing significantly to the global demand. This trend is expected to continue as consumers increasingly prioritize comfort and performance in their athletic footwear.
The packaging sector represents another substantial market for EVA, particularly in the food and pharmaceutical industries. EVA's excellent sealing properties and resistance to moisture make it ideal for flexible packaging applications. As e-commerce continues to grow globally, the demand for protective packaging materials, including EVA-based products, is projected to rise further.
In the renewable energy sector, EVA plays a crucial role in the manufacturing of solar panels. As countries worldwide push for greater adoption of clean energy solutions, the demand for solar panels has surged, consequently driving up the need for EVA as an encapsulant material. This trend is likely to accelerate as governments implement more stringent environmental policies and invest in sustainable energy infrastructure.
The automotive industry has also contributed to the increasing demand for EVA. The material is widely used in the production of car interiors, gaskets, and wire insulation due to its excellent thermal and electrical insulation properties. As the automotive sector continues to evolve, with a focus on lightweight and fuel-efficient vehicles, the demand for EVA is expected to grow further.
In the construction sector, EVA-based adhesives and sealants have gained popularity due to their strong bonding properties and resistance to weathering. The growing construction activities in emerging economies, coupled with the trend towards energy-efficient buildings in developed nations, are driving the demand for EVA in this sector.
The global EVA market is also influenced by regional factors. Asia-Pacific, particularly China and India, has emerged as a major consumer and producer of EVA, driven by rapid industrialization and urbanization. North America and Europe continue to be significant markets, with a focus on high-performance applications in industries such as aerospace and healthcare.
In the footwear industry, EVA has become a staple component in the production of athletic shoes, particularly in midsoles and insoles. The material's shock-absorbing qualities and lightweight nature have led to its widespread adoption by major sportswear brands, contributing significantly to the global demand. This trend is expected to continue as consumers increasingly prioritize comfort and performance in their athletic footwear.
The packaging sector represents another substantial market for EVA, particularly in the food and pharmaceutical industries. EVA's excellent sealing properties and resistance to moisture make it ideal for flexible packaging applications. As e-commerce continues to grow globally, the demand for protective packaging materials, including EVA-based products, is projected to rise further.
In the renewable energy sector, EVA plays a crucial role in the manufacturing of solar panels. As countries worldwide push for greater adoption of clean energy solutions, the demand for solar panels has surged, consequently driving up the need for EVA as an encapsulant material. This trend is likely to accelerate as governments implement more stringent environmental policies and invest in sustainable energy infrastructure.
The automotive industry has also contributed to the increasing demand for EVA. The material is widely used in the production of car interiors, gaskets, and wire insulation due to its excellent thermal and electrical insulation properties. As the automotive sector continues to evolve, with a focus on lightweight and fuel-efficient vehicles, the demand for EVA is expected to grow further.
In the construction sector, EVA-based adhesives and sealants have gained popularity due to their strong bonding properties and resistance to weathering. The growing construction activities in emerging economies, coupled with the trend towards energy-efficient buildings in developed nations, are driving the demand for EVA in this sector.
The global EVA market is also influenced by regional factors. Asia-Pacific, particularly China and India, has emerged as a major consumer and producer of EVA, driven by rapid industrialization and urbanization. North America and Europe continue to be significant markets, with a focus on high-performance applications in industries such as aerospace and healthcare.
EVA Manufacturing Challenges
Despite the widespread use of Ethylene Vinyl Acetate (EVA) in global manufacturing, several challenges persist in its production and application. One of the primary issues is achieving consistent quality across large-scale production. The copolymerization process of ethylene and vinyl acetate requires precise control of temperature, pressure, and catalyst activity. Variations in these parameters can lead to inconsistencies in the final product's properties, affecting its performance in various applications.
Another significant challenge is the environmental impact of EVA manufacturing. The production process involves the use of petrochemical feedstocks and energy-intensive operations, contributing to carbon emissions and environmental concerns. Manufacturers face increasing pressure to adopt more sustainable practices and reduce their carbon footprint, necessitating innovations in production methods and raw material sourcing.
The optimization of EVA grades for specific applications presents an ongoing challenge. Different industries require EVA with varying vinyl acetate content and melt flow indices. Developing formulations that meet these diverse needs while maintaining cost-effectiveness and production efficiency is a complex task. This challenge is further compounded by the need to continuously innovate and improve product performance to meet evolving industry standards and customer expectations.
Regulatory compliance poses another hurdle in EVA manufacturing. Different regions have varying regulations regarding the use of certain chemicals, emissions standards, and product safety requirements. Navigating this complex regulatory landscape while maintaining global competitiveness requires significant resources and expertise.
The volatility of raw material prices, particularly ethylene and vinyl acetate, impacts the cost-effectiveness of EVA production. Fluctuations in oil prices and supply chain disruptions can lead to unpredictable production costs, challenging manufacturers to maintain stable pricing and profitability.
Lastly, the scalability of new technologies in EVA manufacturing presents a significant challenge. While laboratory-scale innovations may show promise, translating these advancements to industrial-scale production often encounters unforeseen obstacles. This scaling issue can slow down the adoption of new manufacturing techniques or product improvements, potentially hindering the industry's ability to meet evolving global standards.
Addressing these challenges requires a multifaceted approach, combining technological innovation, sustainable practices, and strategic planning. As the demand for high-performance materials continues to grow across various industries, overcoming these manufacturing challenges will be crucial for EVA to maintain and enhance its role in global manufacturing standards.
Another significant challenge is the environmental impact of EVA manufacturing. The production process involves the use of petrochemical feedstocks and energy-intensive operations, contributing to carbon emissions and environmental concerns. Manufacturers face increasing pressure to adopt more sustainable practices and reduce their carbon footprint, necessitating innovations in production methods and raw material sourcing.
The optimization of EVA grades for specific applications presents an ongoing challenge. Different industries require EVA with varying vinyl acetate content and melt flow indices. Developing formulations that meet these diverse needs while maintaining cost-effectiveness and production efficiency is a complex task. This challenge is further compounded by the need to continuously innovate and improve product performance to meet evolving industry standards and customer expectations.
Regulatory compliance poses another hurdle in EVA manufacturing. Different regions have varying regulations regarding the use of certain chemicals, emissions standards, and product safety requirements. Navigating this complex regulatory landscape while maintaining global competitiveness requires significant resources and expertise.
The volatility of raw material prices, particularly ethylene and vinyl acetate, impacts the cost-effectiveness of EVA production. Fluctuations in oil prices and supply chain disruptions can lead to unpredictable production costs, challenging manufacturers to maintain stable pricing and profitability.
Lastly, the scalability of new technologies in EVA manufacturing presents a significant challenge. While laboratory-scale innovations may show promise, translating these advancements to industrial-scale production often encounters unforeseen obstacles. This scaling issue can slow down the adoption of new manufacturing techniques or product improvements, potentially hindering the industry's ability to meet evolving global standards.
Addressing these challenges requires a multifaceted approach, combining technological innovation, sustainable practices, and strategic planning. As the demand for high-performance materials continues to grow across various industries, overcoming these manufacturing challenges will be crucial for EVA to maintain and enhance its role in global manufacturing standards.
Current EVA Manufacturing Processes
01 EVA manufacturing process optimization
Various methods and techniques are employed to optimize the manufacturing process of Ethylene Vinyl Acetate (EVA). These include improving reaction conditions, enhancing catalyst efficiency, and refining separation processes. Such optimizations aim to increase product quality, reduce production costs, and improve overall manufacturing efficiency.- EVA manufacturing process optimization: Optimization of the EVA manufacturing process involves improving reaction conditions, catalyst systems, and polymerization techniques to enhance product quality and efficiency. This includes controlling factors such as temperature, pressure, and monomer ratios to achieve desired properties in the final product.
- Quality control and testing methods: Implementing rigorous quality control measures and testing methods is crucial in EVA manufacturing. This includes developing standardized procedures for assessing physical properties, chemical composition, and performance characteristics of EVA products to ensure consistency and compliance with industry standards.
- Equipment and machinery standards: Establishing standards for equipment and machinery used in EVA production is essential for maintaining product quality and operational efficiency. This involves specifying requirements for extruders, reactors, and other processing equipment to ensure uniform production conditions and product consistency.
- Environmental and safety considerations: Incorporating environmental and safety standards in EVA manufacturing is crucial for sustainable production. This includes implementing measures to reduce emissions, manage waste, and ensure worker safety throughout the production process, aligning with regulatory requirements and industry best practices.
- Product grade specifications: Developing and adhering to specific product grade specifications is vital in EVA manufacturing. This involves defining standards for various EVA grades based on properties such as vinyl acetate content, melt flow index, and density, ensuring that products meet the diverse requirements of different applications and industries.
02 Quality control and testing standards
Implementing rigorous quality control measures and testing standards is crucial in EVA manufacturing. This involves establishing specific parameters for physical and chemical properties, developing standardized testing methods, and ensuring consistency in product quality across batches. These standards help maintain product integrity and meet industry requirements.Expand Specific Solutions03 Environmental and safety considerations
EVA manufacturing standards incorporate environmental and safety considerations. This includes implementing emission control measures, waste management protocols, and safety procedures for handling raw materials and finished products. These standards aim to minimize environmental impact and ensure worker safety throughout the production process.Expand Specific Solutions04 Equipment and machinery specifications
Specific equipment and machinery standards are essential for EVA manufacturing. This involves defining requirements for reactors, extruders, and other processing equipment to ensure optimal performance and product consistency. Proper maintenance and calibration protocols are also established to maintain manufacturing efficiency and product quality.Expand Specific Solutions05 Raw material specifications and handling
Establishing standards for raw material specifications and handling procedures is crucial in EVA manufacturing. This includes defining purity requirements for ethylene and vinyl acetate monomers, as well as any additives or catalysts used in the process. Proper storage, handling, and preparation of raw materials are essential to ensure consistent product quality and manufacturing efficiency.Expand Specific Solutions
Key EVA Manufacturers
The ethylene vinyl acetate (EVA) market is in a mature growth stage, with a global market size expected to reach several billion dollars by 2025. The technology's maturity is evident from its widespread adoption across various industries, including packaging, solar panels, and footwear. Key players like China Petroleum & Chemical Corp., Celanese International Corp., and Wacker Chemie AG are driving innovation in EVA production and applications. These companies, along with others like DuPont de Nemours, Inc. and LyondellBasell Industries NV, are investing in research and development to enhance EVA properties and expand its use in emerging sectors. The competitive landscape is characterized by a mix of established petrochemical giants and specialized chemical manufacturers, with a focus on product differentiation and sustainability to meet evolving global manufacturing standards.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced EVA production technologies, including a high-pressure tubular process that allows for precise control of vinyl acetate content and molecular weight distribution[1]. Their EVA products are used in various applications such as photovoltaic encapsulation, footwear, and packaging materials. Sinopec has also invested in research to improve EVA's thermal stability and weatherability, enhancing its performance in outdoor applications[2]. The company has implemented strict quality control measures throughout the production process, ensuring consistent product quality that meets global manufacturing standards[3].
Strengths: Vertical integration from raw materials to end products, large-scale production capacity, and strong R&D capabilities. Weaknesses: Potential environmental concerns associated with petrochemical production and dependence on fossil fuel-based raw materials.
Celanese International Corp.
Technical Solution: Celanese has developed a proprietary EVA production process that allows for precise control of melt index and vinyl acetate content, resulting in tailored products for specific applications[4]. Their EVA resins are used in industries such as solar panel encapsulation, adhesives, and flexible packaging. Celanese has invested in sustainable production methods, including the use of bio-based feedstocks and energy-efficient manufacturing processes[5]. The company has also developed specialty EVA grades with enhanced properties such as improved clarity, flexibility, and adhesion strength, catering to demanding applications in the medical and automotive industries[6].
Strengths: Global presence, diverse product portfolio, and strong focus on innovation and sustainability. Weaknesses: Exposure to raw material price fluctuations and intense competition in the specialty chemicals market.
EVA Material Innovations
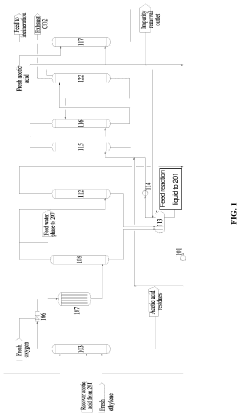
Preparation method of vinyl acetate by ethylene process and device thereof
PatentPendingEP4371972A1
Innovation
- A novel process incorporating an ethylene recovery membrane assembly, refined VAC tower side-draw stream additions, and improved cooling methods using circulating and chilled water for high-purity vinyl acetate production, reducing emissions and preventing material leakage by recovering ethylene and optimizing the distillation process.
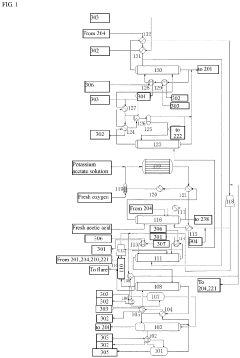
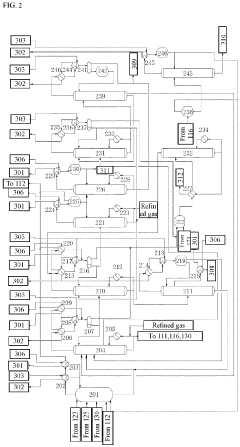
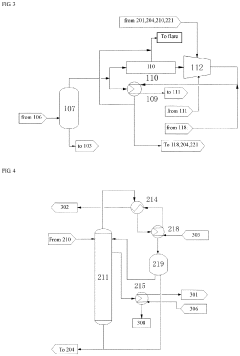
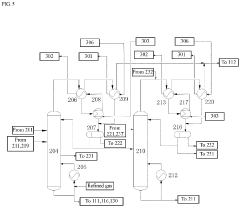
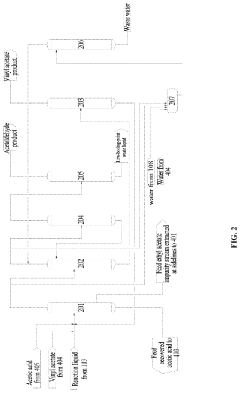
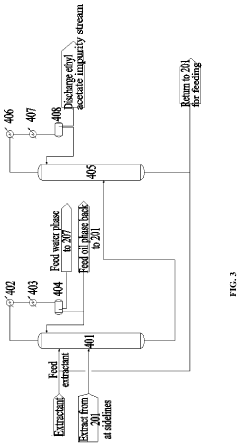
Method for producing vinyl acetate
PatentActiveUS20230312452A1
Innovation
- A method involving a gas phase oxidation process with a system integration that includes specific towers and reactors for ethylene recovery, acetic acid evaporation, oxygen mixing, and separation processes, utilizing acetic acid as an extractant in the rectifying and separating towers to enhance the separation of vinyl acetate from ethyl acetate.
EVA Environmental Impact
The environmental impact of Ethylene Vinyl Acetate (EVA) is a critical consideration in its widespread use across global manufacturing standards. EVA's production process involves the copolymerization of ethylene and vinyl acetate, which requires significant energy input and petrochemical resources. This raises concerns about carbon emissions and the depletion of non-renewable resources.
However, EVA's durability and versatility contribute to its positive environmental aspects. The material's long lifespan in various applications, such as solar panel encapsulation, reduces the need for frequent replacements, thereby minimizing waste generation. Additionally, EVA's lightweight nature compared to some alternative materials can lead to reduced transportation-related emissions when used in products.
Recycling EVA presents both challenges and opportunities. While the material is technically recyclable, the process can be complex due to its cross-linked structure in certain applications. Nevertheless, advancements in recycling technologies are improving the feasibility of EVA recycling, potentially reducing its end-of-life environmental impact.
EVA's role in enhancing energy efficiency is noteworthy, particularly in the construction and automotive industries. Its use as an insulation material in buildings and vehicles contributes to reduced energy consumption for heating and cooling, indirectly lowering greenhouse gas emissions over the product lifecycle.
The biodegradability of EVA is limited, which raises concerns about its persistence in the environment if not properly managed. This has led to increased research into bio-based alternatives and biodegradable additives to improve EVA's end-of-life environmental profile.
In the context of global manufacturing standards, the environmental impact of EVA is driving innovations in production processes. Manufacturers are exploring cleaner production methods, such as using renewable energy sources and optimizing resource efficiency, to reduce the carbon footprint associated with EVA manufacturing.
The use of EVA in sustainable technologies, such as solar panels and electric vehicle components, further complicates its environmental assessment. While these applications contribute to the transition towards renewable energy and cleaner transportation, the long-term environmental implications of large-scale EVA use in these sectors require ongoing evaluation and lifecycle assessments.
However, EVA's durability and versatility contribute to its positive environmental aspects. The material's long lifespan in various applications, such as solar panel encapsulation, reduces the need for frequent replacements, thereby minimizing waste generation. Additionally, EVA's lightweight nature compared to some alternative materials can lead to reduced transportation-related emissions when used in products.
Recycling EVA presents both challenges and opportunities. While the material is technically recyclable, the process can be complex due to its cross-linked structure in certain applications. Nevertheless, advancements in recycling technologies are improving the feasibility of EVA recycling, potentially reducing its end-of-life environmental impact.
EVA's role in enhancing energy efficiency is noteworthy, particularly in the construction and automotive industries. Its use as an insulation material in buildings and vehicles contributes to reduced energy consumption for heating and cooling, indirectly lowering greenhouse gas emissions over the product lifecycle.
The biodegradability of EVA is limited, which raises concerns about its persistence in the environment if not properly managed. This has led to increased research into bio-based alternatives and biodegradable additives to improve EVA's end-of-life environmental profile.
In the context of global manufacturing standards, the environmental impact of EVA is driving innovations in production processes. Manufacturers are exploring cleaner production methods, such as using renewable energy sources and optimizing resource efficiency, to reduce the carbon footprint associated with EVA manufacturing.
The use of EVA in sustainable technologies, such as solar panels and electric vehicle components, further complicates its environmental assessment. While these applications contribute to the transition towards renewable energy and cleaner transportation, the long-term environmental implications of large-scale EVA use in these sectors require ongoing evaluation and lifecycle assessments.
EVA Quality Control Standards
Ethylene Vinyl Acetate (EVA) has significantly contributed to raising global manufacturing standards, particularly in quality control. The implementation of stringent EVA quality control standards has become crucial for ensuring product consistency, reliability, and performance across various industries.
EVA quality control standards encompass a wide range of parameters and testing methods. These standards typically include specifications for physical properties such as melt flow index, density, and Shore hardness. Additionally, they cover thermal properties like melting point and thermal stability, as well as chemical resistance and weatherability.
One of the key aspects of EVA quality control is the measurement of vinyl acetate content, which directly influences the material's properties and performance. Manufacturers employ advanced analytical techniques, such as Fourier-transform infrared spectroscopy (FTIR) and nuclear magnetic resonance (NMR) spectroscopy, to accurately determine the vinyl acetate content and ensure it meets the specified range for each grade of EVA.
Mechanical testing forms another critical component of EVA quality control standards. This includes tensile strength, elongation at break, and tear resistance tests, which are essential for evaluating the material's durability and suitability for various applications. Impact resistance and flexural modulus tests are also commonly performed to assess the material's behavior under different stress conditions.
To maintain consistent product quality, manufacturers implement rigorous process control measures throughout the EVA production cycle. This involves monitoring and controlling parameters such as temperature, pressure, and residence time during the polymerization process. Advanced process analytical technology (PAT) systems are often employed to provide real-time data on critical process variables, enabling rapid adjustments and minimizing batch-to-batch variations.
The adoption of international standards, such as those set by ASTM International and ISO, has played a crucial role in harmonizing EVA quality control practices globally. These standards provide a common framework for testing methodologies, specifications, and quality assurance procedures, facilitating trade and ensuring consistent product quality across different regions and manufacturers.
Environmental and safety considerations have also become integral to EVA quality control standards. Manufacturers are increasingly focusing on reducing volatile organic compound (VOC) emissions, ensuring compliance with regulations such as REACH and RoHS, and implementing sustainable production practices. This includes the development of bio-based EVA alternatives and the implementation of recycling programs to address end-of-life product management.
EVA quality control standards encompass a wide range of parameters and testing methods. These standards typically include specifications for physical properties such as melt flow index, density, and Shore hardness. Additionally, they cover thermal properties like melting point and thermal stability, as well as chemical resistance and weatherability.
One of the key aspects of EVA quality control is the measurement of vinyl acetate content, which directly influences the material's properties and performance. Manufacturers employ advanced analytical techniques, such as Fourier-transform infrared spectroscopy (FTIR) and nuclear magnetic resonance (NMR) spectroscopy, to accurately determine the vinyl acetate content and ensure it meets the specified range for each grade of EVA.
Mechanical testing forms another critical component of EVA quality control standards. This includes tensile strength, elongation at break, and tear resistance tests, which are essential for evaluating the material's durability and suitability for various applications. Impact resistance and flexural modulus tests are also commonly performed to assess the material's behavior under different stress conditions.
To maintain consistent product quality, manufacturers implement rigorous process control measures throughout the EVA production cycle. This involves monitoring and controlling parameters such as temperature, pressure, and residence time during the polymerization process. Advanced process analytical technology (PAT) systems are often employed to provide real-time data on critical process variables, enabling rapid adjustments and minimizing batch-to-batch variations.
The adoption of international standards, such as those set by ASTM International and ISO, has played a crucial role in harmonizing EVA quality control practices globally. These standards provide a common framework for testing methodologies, specifications, and quality assurance procedures, facilitating trade and ensuring consistent product quality across different regions and manufacturers.
Environmental and safety considerations have also become integral to EVA quality control standards. Manufacturers are increasingly focusing on reducing volatile organic compound (VOC) emissions, ensuring compliance with regulations such as REACH and RoHS, and implementing sustainable production practices. This includes the development of bio-based EVA alternatives and the implementation of recycling programs to address end-of-life product management.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!