How to Craft Market-Ready Solutions with Ethylene Vinyl Acetate?
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA Technology Background and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a versatile and widely used copolymer since its introduction in the 1950s. Initially developed as an alternative to rubber, EVA has evolved to become a crucial material in various industries due to its unique combination of properties. The technology behind EVA production has continuously advanced, driven by the growing demand for flexible, durable, and cost-effective materials.
The evolution of EVA technology can be traced through several key milestones. Early developments focused on optimizing the copolymerization process of ethylene and vinyl acetate monomers. Subsequent advancements led to improved control over the vinyl acetate content, which directly influences the material's properties. This fine-tuning capability has been instrumental in tailoring EVA for specific applications, from footwear to solar panel encapsulation.
Recent technological trends in EVA production include the development of more efficient catalysts, enhanced polymerization techniques, and the integration of sustainable practices. These advancements aim to reduce energy consumption, minimize waste, and improve the overall quality and consistency of EVA products. Additionally, there is a growing focus on developing bio-based EVA alternatives to address environmental concerns and meet sustainability goals.
The primary objective of current EVA technology research is to craft market-ready solutions that meet the diverse and evolving needs of various industries. This involves addressing several key challenges. Firstly, there is a push to enhance the thermal and mechanical properties of EVA without compromising its flexibility and ease of processing. Secondly, researchers are working on improving the material's resistance to degradation, particularly in outdoor applications where UV exposure is a concern.
Another significant objective is to develop EVA formulations with improved adhesion properties, crucial for its use in packaging and lamination applications. Additionally, there is a focus on creating EVA blends and composites that can offer enhanced performance characteristics, such as increased flame retardancy or improved barrier properties.
The pursuit of these objectives is driven by the need to expand EVA's applicability in emerging markets, such as renewable energy and advanced electronics. As industries continue to demand materials with superior performance and sustainability profiles, the evolution of EVA technology remains critical. The goal is to position EVA as a versatile, high-performance material capable of meeting the stringent requirements of modern manufacturing and product design.
The evolution of EVA technology can be traced through several key milestones. Early developments focused on optimizing the copolymerization process of ethylene and vinyl acetate monomers. Subsequent advancements led to improved control over the vinyl acetate content, which directly influences the material's properties. This fine-tuning capability has been instrumental in tailoring EVA for specific applications, from footwear to solar panel encapsulation.
Recent technological trends in EVA production include the development of more efficient catalysts, enhanced polymerization techniques, and the integration of sustainable practices. These advancements aim to reduce energy consumption, minimize waste, and improve the overall quality and consistency of EVA products. Additionally, there is a growing focus on developing bio-based EVA alternatives to address environmental concerns and meet sustainability goals.
The primary objective of current EVA technology research is to craft market-ready solutions that meet the diverse and evolving needs of various industries. This involves addressing several key challenges. Firstly, there is a push to enhance the thermal and mechanical properties of EVA without compromising its flexibility and ease of processing. Secondly, researchers are working on improving the material's resistance to degradation, particularly in outdoor applications where UV exposure is a concern.
Another significant objective is to develop EVA formulations with improved adhesion properties, crucial for its use in packaging and lamination applications. Additionally, there is a focus on creating EVA blends and composites that can offer enhanced performance characteristics, such as increased flame retardancy or improved barrier properties.
The pursuit of these objectives is driven by the need to expand EVA's applicability in emerging markets, such as renewable energy and advanced electronics. As industries continue to demand materials with superior performance and sustainability profiles, the evolution of EVA technology remains critical. The goal is to position EVA as a versatile, high-performance material capable of meeting the stringent requirements of modern manufacturing and product design.
Market Demand Analysis for EVA Products
The global market for Ethylene Vinyl Acetate (EVA) products has been experiencing significant growth, driven by the material's versatility and unique properties. EVA's combination of flexibility, toughness, and resistance to UV radiation and stress-cracking has made it a preferred choice in various industries. The footwear industry remains a major consumer of EVA, particularly in the production of midsoles for athletic shoes, where its cushioning properties are highly valued. This sector continues to show steady growth, especially with the rising popularity of athleisure wear and increasing health consciousness among consumers.
In the packaging industry, EVA is gaining traction due to its excellent sealing properties and compatibility with food contact applications. The material's use in flexible packaging, such as films and laminates, is expanding as manufacturers seek alternatives to traditional plastics in response to environmental concerns. The solar energy sector represents another rapidly growing market for EVA, where it is used as an encapsulant material in photovoltaic modules. As global efforts to transition to renewable energy sources intensify, the demand for EVA in solar panel production is expected to surge.
The construction industry is also contributing to the increased demand for EVA products. The material's application in adhesives, sealants, and waterproofing membranes is growing, driven by the global construction boom and the need for energy-efficient building materials. In the automotive sector, EVA is finding new applications in interior components, sound deadening materials, and wire and cable insulation, as manufacturers seek lightweight and durable materials to improve vehicle efficiency.
Geographically, Asia-Pacific remains the largest market for EVA products, with China leading in both production and consumption. The region's rapid industrialization, growing population, and increasing disposable income are key factors driving demand. North America and Europe follow, with steady growth in established industries and emerging applications in renewable energy and sustainable packaging.
Market analysts project the global EVA market to grow at a compound annual growth rate (CAGR) of around 5-6% over the next five years. This growth is underpinned by the material's expanding applications in existing markets and its potential in emerging sectors such as 3D printing and medical devices. However, the market faces challenges from fluctuating raw material prices and increasing environmental regulations, particularly concerning the use of plastics. These factors are driving innovation in bio-based and recyclable EVA formulations, opening new opportunities for market-ready solutions that address sustainability concerns while maintaining the material's desirable properties.
In the packaging industry, EVA is gaining traction due to its excellent sealing properties and compatibility with food contact applications. The material's use in flexible packaging, such as films and laminates, is expanding as manufacturers seek alternatives to traditional plastics in response to environmental concerns. The solar energy sector represents another rapidly growing market for EVA, where it is used as an encapsulant material in photovoltaic modules. As global efforts to transition to renewable energy sources intensify, the demand for EVA in solar panel production is expected to surge.
The construction industry is also contributing to the increased demand for EVA products. The material's application in adhesives, sealants, and waterproofing membranes is growing, driven by the global construction boom and the need for energy-efficient building materials. In the automotive sector, EVA is finding new applications in interior components, sound deadening materials, and wire and cable insulation, as manufacturers seek lightweight and durable materials to improve vehicle efficiency.
Geographically, Asia-Pacific remains the largest market for EVA products, with China leading in both production and consumption. The region's rapid industrialization, growing population, and increasing disposable income are key factors driving demand. North America and Europe follow, with steady growth in established industries and emerging applications in renewable energy and sustainable packaging.
Market analysts project the global EVA market to grow at a compound annual growth rate (CAGR) of around 5-6% over the next five years. This growth is underpinned by the material's expanding applications in existing markets and its potential in emerging sectors such as 3D printing and medical devices. However, the market faces challenges from fluctuating raw material prices and increasing environmental regulations, particularly concerning the use of plastics. These factors are driving innovation in bio-based and recyclable EVA formulations, opening new opportunities for market-ready solutions that address sustainability concerns while maintaining the material's desirable properties.
EVA Technical Challenges and Limitations
Despite its widespread use and versatility, Ethylene Vinyl Acetate (EVA) faces several technical challenges and limitations that impact its market-ready solutions. One of the primary concerns is the material's thermal stability. EVA tends to degrade at high temperatures, which can lead to the release of acetic acid and the formation of unsaturated compounds. This thermal instability limits its application in high-temperature environments and poses challenges for processing and long-term durability of EVA-based products.
Another significant limitation is EVA's susceptibility to weathering and UV radiation. When exposed to sunlight for extended periods, EVA can undergo photodegradation, resulting in discoloration, loss of mechanical properties, and potential failure of the material. This issue is particularly problematic for outdoor applications, such as solar panel encapsulation, where long-term exposure to environmental factors is inevitable.
The gas permeability of EVA also presents challenges in certain applications. While its barrier properties are sufficient for many uses, EVA's relatively high gas transmission rates compared to some other polymers can be a drawback in packaging applications that require excellent oxygen or moisture barriers. This limitation necessitates the use of additional barrier layers or treatments in some cases, adding complexity and cost to the manufacturing process.
EVA's adhesion properties, while generally good, can be inconsistent across different substrates. This variability in adhesion strength can complicate the development of reliable bonding solutions, particularly in multi-material assemblies or in applications requiring strong, durable bonds under diverse environmental conditions.
The material's relatively low modulus and creep resistance can be limiting factors in load-bearing applications. Under sustained stress, EVA may exhibit significant deformation over time, which can compromise the structural integrity and dimensional stability of products. This characteristic restricts its use in certain engineering applications where high stiffness and minimal creep are required.
Furthermore, the processing of EVA can be challenging due to its tendency to stick to processing equipment, particularly at higher vinyl acetate contents. This stickiness can lead to production inefficiencies and may require specialized equipment or processing techniques to mitigate.
Lastly, the environmental impact of EVA production and disposal remains a concern. The material is not biodegradable, and its recycling process is complex due to its crosslinked structure in many applications. As sustainability becomes increasingly important in product development, finding eco-friendly alternatives or improving the recyclability of EVA-based products presents an ongoing challenge for manufacturers and researchers in the field.
Another significant limitation is EVA's susceptibility to weathering and UV radiation. When exposed to sunlight for extended periods, EVA can undergo photodegradation, resulting in discoloration, loss of mechanical properties, and potential failure of the material. This issue is particularly problematic for outdoor applications, such as solar panel encapsulation, where long-term exposure to environmental factors is inevitable.
The gas permeability of EVA also presents challenges in certain applications. While its barrier properties are sufficient for many uses, EVA's relatively high gas transmission rates compared to some other polymers can be a drawback in packaging applications that require excellent oxygen or moisture barriers. This limitation necessitates the use of additional barrier layers or treatments in some cases, adding complexity and cost to the manufacturing process.
EVA's adhesion properties, while generally good, can be inconsistent across different substrates. This variability in adhesion strength can complicate the development of reliable bonding solutions, particularly in multi-material assemblies or in applications requiring strong, durable bonds under diverse environmental conditions.
The material's relatively low modulus and creep resistance can be limiting factors in load-bearing applications. Under sustained stress, EVA may exhibit significant deformation over time, which can compromise the structural integrity and dimensional stability of products. This characteristic restricts its use in certain engineering applications where high stiffness and minimal creep are required.
Furthermore, the processing of EVA can be challenging due to its tendency to stick to processing equipment, particularly at higher vinyl acetate contents. This stickiness can lead to production inefficiencies and may require specialized equipment or processing techniques to mitigate.
Lastly, the environmental impact of EVA production and disposal remains a concern. The material is not biodegradable, and its recycling process is complex due to its crosslinked structure in many applications. As sustainability becomes increasingly important in product development, finding eco-friendly alternatives or improving the recyclability of EVA-based products presents an ongoing challenge for manufacturers and researchers in the field.
Current EVA Processing Techniques
01 Composition and properties of EVA
Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to stress-cracking. The composition and ratio of ethylene to vinyl acetate can be adjusted to achieve specific material characteristics for various applications.- Composition and properties of EVA: Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to stress-cracking. The composition and ratio of ethylene to vinyl acetate can be adjusted to modify the properties of the resulting material, making it suitable for various applications.
- EVA in solar panel encapsulation: EVA is widely used in the photovoltaic industry as an encapsulant material for solar panels. It provides excellent adhesion, optical transparency, and weather resistance, protecting the solar cells from environmental factors and enhancing the overall performance and durability of the solar modules.
- EVA foam applications: EVA foam is a versatile material used in various industries. It is commonly employed in the production of footwear, sports equipment, and packaging materials. The foam's lightweight nature, shock-absorbing properties, and ease of molding make it ideal for these applications.
- EVA in adhesive formulations: EVA is utilized in the development of hot melt adhesives and other adhesive formulations. Its compatibility with various additives and ability to provide good adhesion to different substrates make it a valuable component in adhesive technologies for packaging, bookbinding, and other industrial applications.
- Modifications and blends of EVA: Researchers and manufacturers explore various modifications and blends of EVA to enhance its properties or create new materials. This includes crosslinking EVA, blending it with other polymers, or incorporating additives to improve specific characteristics such as flame retardancy, thermal stability, or mechanical properties.
02 EVA in adhesive applications
EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It is utilized in hot melt adhesives, pressure-sensitive adhesives, and sealants for packaging, construction, and automotive industries.Expand Specific Solutions03 EVA in foam and insulation materials
EVA is employed in the production of foam and insulation materials. Its closed-cell structure and low thermal conductivity make it suitable for applications in footwear, sports equipment, and building insulation. EVA foams offer cushioning, shock absorption, and thermal insulation properties.Expand Specific Solutions04 EVA in solar panel encapsulation
EVA is extensively used as an encapsulant material in photovoltaic modules. It provides excellent transparency, weatherability, and protection against moisture and UV radiation. The material helps to enhance the durability and performance of solar panels.Expand Specific Solutions05 Modifications and blends of EVA
EVA can be modified or blended with other polymers and additives to enhance its properties for specific applications. These modifications can improve characteristics such as flame retardancy, impact resistance, and processability. Crosslinking and grafting techniques are also employed to tailor EVA properties.Expand Specific Solutions
Key Players in EVA Industry
The market for Ethylene Vinyl Acetate (EVA) solutions is in a mature growth stage, with a global market size expected to reach $9.7 billion by 2027. The technology is well-established, with major players like China Petroleum & Chemical Corp., Celanese International Corp., and Kuraray Co., Ltd. leading innovation. These companies are focusing on developing high-performance EVA grades for emerging applications in solar panels, medical devices, and packaging. The competitive landscape is characterized by ongoing R&D efforts to improve product properties and expand applications, with a growing emphasis on sustainable and bio-based EVA alternatives to meet evolving market demands.
China Petroleum & Chemical Corp.
Technical Solution: China Petroleum & Chemical Corp. (Sinopec) has developed advanced EVA production technologies, including a proprietary high-pressure tubular reactor process. This process allows for precise control of vinyl acetate content, ranging from 10% to 40%, enabling the production of various grades of EVA for different applications[1]. Sinopec's EVA production capacity has reached over 300,000 tons per year, making it one of the largest EVA producers globally[2]. The company has also invested in research to improve EVA's performance in photovoltaic encapsulants, enhancing solar panel efficiency and durability[3].
Strengths: Large-scale production capacity, diverse product range, and strong R&D capabilities. Weaknesses: Potential environmental concerns associated with petrochemical production and dependence on fossil fuel feedstocks.
Celanese International Corp.
Technical Solution: Celanese has developed a proprietary EVA production process that utilizes a continuous mass polymerization technology. This process allows for the production of EVA with vinyl acetate content ranging from 10% to 40%, catering to various market needs[4]. The company's EVA products, marketed under the brand name VitalDose®, are specifically designed for controlled release applications in the pharmaceutical and medical device industries[5]. Celanese has also focused on developing EVA grades with enhanced thermal stability and optical clarity for use in film applications and solar panel encapsulation[6].
Strengths: Specialized EVA products for high-value applications, strong presence in pharmaceutical and medical markets. Weaknesses: Relatively smaller production capacity compared to some competitors, potential vulnerability to raw material price fluctuations.
Innovative EVA Formulations and Properties
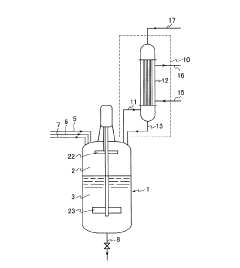
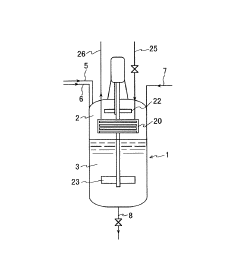
Method and apparatus for manufacturing ethylene-vinyl acetate copolymer
PatentInactiveJP2006002165A
Innovation
- A method and apparatus that utilize the condensation of gases above the polymerization solution to generate a condensate, which is reintroduced to cool the polymerization solution, eliminating the need for direct cooling of the polymerization solution and reducing polymer scale adhesion.
Method for producing ethylene-vinyl acetate copolymer and for the saponified product thereof
PatentInactiveEP1162216B1
Innovation
- Treating the alcohol-based solvent with a solid acid to reduce the concentration of aldehyde compounds to less than 100 ppm, preferably using cation exchange resins, allows for the reuse of recovered solvents without generating visible imperfections during molding.
Environmental Impact of EVA Production
The production of Ethylene Vinyl Acetate (EVA) has significant environmental implications that must be carefully considered in the development of market-ready solutions. The manufacturing process of EVA involves the copolymerization of ethylene and vinyl acetate, which requires substantial energy inputs and generates various emissions and waste streams.
One of the primary environmental concerns associated with EVA production is the release of volatile organic compounds (VOCs) during the polymerization process. These emissions can contribute to air pollution and the formation of ground-level ozone, potentially impacting local air quality and human health. To address this issue, many manufacturers have implemented advanced emission control technologies, such as thermal oxidizers and scrubbers, to capture and treat VOCs before they are released into the atmosphere.
The energy-intensive nature of EVA production also contributes to its environmental footprint. The high temperatures and pressures required for the polymerization process result in significant energy consumption, often derived from fossil fuel sources. This leads to increased greenhouse gas emissions and contributes to climate change. To mitigate these impacts, some manufacturers have invested in energy-efficient equipment and processes, as well as exploring the use of renewable energy sources to power their operations.
Water usage and wastewater generation are additional environmental concerns in EVA production. The cooling and cleaning processes involved in manufacturing can consume substantial amounts of water and produce contaminated wastewater streams. Proper treatment and management of these effluents are crucial to prevent water pollution and protect aquatic ecosystems. Many facilities have implemented closed-loop water systems and advanced wastewater treatment technologies to minimize their impact on local water resources.
The disposal of EVA waste and by-products also presents environmental challenges. While EVA itself is generally considered non-toxic, the additives and processing aids used in its production may pose environmental risks if not properly managed. Responsible waste management practices, including recycling and proper disposal of hazardous materials, are essential to minimize the environmental impact of EVA production.
As the demand for EVA continues to grow across various industries, there is an increasing focus on developing more sustainable production methods. This includes research into bio-based feedstocks, improved catalysts for more efficient polymerization, and the development of closed-loop manufacturing systems that minimize waste and maximize resource efficiency. Additionally, efforts are being made to enhance the recyclability and biodegradability of EVA products, further reducing their long-term environmental impact.
In crafting market-ready solutions with EVA, manufacturers must balance performance requirements with environmental considerations. This may involve optimizing formulations to reduce the use of potentially harmful additives, designing products for easier recycling or biodegradation, and implementing life cycle assessments to identify and address environmental hotspots throughout the product's lifespan. By proactively addressing these environmental challenges, manufacturers can develop more sustainable EVA solutions that meet market demands while minimizing ecological impact.
One of the primary environmental concerns associated with EVA production is the release of volatile organic compounds (VOCs) during the polymerization process. These emissions can contribute to air pollution and the formation of ground-level ozone, potentially impacting local air quality and human health. To address this issue, many manufacturers have implemented advanced emission control technologies, such as thermal oxidizers and scrubbers, to capture and treat VOCs before they are released into the atmosphere.
The energy-intensive nature of EVA production also contributes to its environmental footprint. The high temperatures and pressures required for the polymerization process result in significant energy consumption, often derived from fossil fuel sources. This leads to increased greenhouse gas emissions and contributes to climate change. To mitigate these impacts, some manufacturers have invested in energy-efficient equipment and processes, as well as exploring the use of renewable energy sources to power their operations.
Water usage and wastewater generation are additional environmental concerns in EVA production. The cooling and cleaning processes involved in manufacturing can consume substantial amounts of water and produce contaminated wastewater streams. Proper treatment and management of these effluents are crucial to prevent water pollution and protect aquatic ecosystems. Many facilities have implemented closed-loop water systems and advanced wastewater treatment technologies to minimize their impact on local water resources.
The disposal of EVA waste and by-products also presents environmental challenges. While EVA itself is generally considered non-toxic, the additives and processing aids used in its production may pose environmental risks if not properly managed. Responsible waste management practices, including recycling and proper disposal of hazardous materials, are essential to minimize the environmental impact of EVA production.
As the demand for EVA continues to grow across various industries, there is an increasing focus on developing more sustainable production methods. This includes research into bio-based feedstocks, improved catalysts for more efficient polymerization, and the development of closed-loop manufacturing systems that minimize waste and maximize resource efficiency. Additionally, efforts are being made to enhance the recyclability and biodegradability of EVA products, further reducing their long-term environmental impact.
In crafting market-ready solutions with EVA, manufacturers must balance performance requirements with environmental considerations. This may involve optimizing formulations to reduce the use of potentially harmful additives, designing products for easier recycling or biodegradation, and implementing life cycle assessments to identify and address environmental hotspots throughout the product's lifespan. By proactively addressing these environmental challenges, manufacturers can develop more sustainable EVA solutions that meet market demands while minimizing ecological impact.
Regulatory Compliance for EVA Products
Regulatory compliance is a critical aspect of bringing Ethylene Vinyl Acetate (EVA) products to market. As EVA finds applications in various industries, including packaging, footwear, and medical devices, manufacturers must navigate a complex landscape of regulations to ensure their products meet safety and quality standards.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA products that come into contact with food or are used in medical applications. For food contact materials, EVA must comply with FDA regulations outlined in 21 CFR 177.1350, which specifies the permissible uses and limitations of EVA in food packaging. Manufacturers must ensure their EVA formulations meet these requirements and conduct appropriate testing to demonstrate compliance.
For medical devices incorporating EVA, manufacturers must adhere to the FDA's Quality System Regulation (QSR) and obtain necessary clearances or approvals before marketing their products. This may involve submitting a 510(k) premarket notification or a Premarket Approval (PMA) application, depending on the device classification.
In the European Union, EVA products must comply with the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation. This involves registering EVA substances with the European Chemicals Agency (ECHA) and providing safety data sheets to downstream users. Additionally, EVA products used in food contact materials must comply with EU Regulation No. 10/2011 on plastic materials and articles intended to come into contact with food.
For EVA products used in toys, manufacturers must ensure compliance with safety standards such as ASTM F963 in the United States and EN 71 in the European Union. These standards set limits on chemical content, physical properties, and flammability of materials used in toys.
Environmental regulations also play a significant role in EVA product compliance. Many jurisdictions have implemented restrictions on volatile organic compounds (VOCs) emissions, which may affect EVA-based adhesives and sealants. Manufacturers must formulate their products to meet these VOC limits and provide appropriate documentation to regulatory authorities.
To ensure ongoing compliance, manufacturers should implement robust quality management systems and maintain thorough documentation of their compliance efforts. This includes regular testing of raw materials and finished products, maintaining detailed records of production processes, and staying informed about changes in regulatory requirements across different markets.
As regulatory landscapes continue to evolve, companies working with EVA must remain vigilant and adaptable. Engaging with regulatory experts, participating in industry associations, and investing in compliance management software can help manufacturers stay ahead of regulatory changes and maintain market access for their EVA products.
In the United States, the Food and Drug Administration (FDA) plays a crucial role in regulating EVA products that come into contact with food or are used in medical applications. For food contact materials, EVA must comply with FDA regulations outlined in 21 CFR 177.1350, which specifies the permissible uses and limitations of EVA in food packaging. Manufacturers must ensure their EVA formulations meet these requirements and conduct appropriate testing to demonstrate compliance.
For medical devices incorporating EVA, manufacturers must adhere to the FDA's Quality System Regulation (QSR) and obtain necessary clearances or approvals before marketing their products. This may involve submitting a 510(k) premarket notification or a Premarket Approval (PMA) application, depending on the device classification.
In the European Union, EVA products must comply with the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation. This involves registering EVA substances with the European Chemicals Agency (ECHA) and providing safety data sheets to downstream users. Additionally, EVA products used in food contact materials must comply with EU Regulation No. 10/2011 on plastic materials and articles intended to come into contact with food.
For EVA products used in toys, manufacturers must ensure compliance with safety standards such as ASTM F963 in the United States and EN 71 in the European Union. These standards set limits on chemical content, physical properties, and flammability of materials used in toys.
Environmental regulations also play a significant role in EVA product compliance. Many jurisdictions have implemented restrictions on volatile organic compounds (VOCs) emissions, which may affect EVA-based adhesives and sealants. Manufacturers must formulate their products to meet these VOC limits and provide appropriate documentation to regulatory authorities.
To ensure ongoing compliance, manufacturers should implement robust quality management systems and maintain thorough documentation of their compliance efforts. This includes regular testing of raw materials and finished products, maintaining detailed records of production processes, and staying informed about changes in regulatory requirements across different markets.
As regulatory landscapes continue to evolve, companies working with EVA must remain vigilant and adaptable. Engaging with regulatory experts, participating in industry associations, and investing in compliance management software can help manufacturers stay ahead of regulatory changes and maintain market access for their EVA products.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!