How to Integrate Ethylene Vinyl Acetate in Modern Textiles?
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
EVA in Textiles: Background and Objectives
Ethylene Vinyl Acetate (EVA) has emerged as a versatile material in the textile industry, offering unique properties that bridge the gap between traditional fabrics and modern performance requirements. The integration of EVA in textiles represents a significant technological advancement, driven by the growing demand for innovative, functional, and sustainable materials in various applications.
The evolution of EVA in textiles can be traced back to the mid-20th century when it was first developed as a copolymer. Initially used primarily in packaging and footwear, its potential in textiles was gradually recognized due to its excellent flexibility, durability, and resistance to environmental factors. Over the years, advancements in polymer science and manufacturing techniques have expanded the possibilities for EVA integration in textile products.
The current technological landscape is characterized by a push towards multifunctional textiles that can adapt to diverse environmental conditions and user needs. EVA's unique properties, including its low-temperature toughness, stress-crack resistance, and waterproof nature, align well with these emerging requirements. As such, the textile industry is witnessing a growing interest in exploring novel ways to incorporate EVA into fabric structures and finishes.
Market trends indicate a rising demand for performance textiles in sectors such as sportswear, outdoor gear, and protective clothing. This shift is driven by consumer preferences for comfort, durability, and functionality in their garments. EVA's ability to enhance these attributes makes it a promising material for addressing these market needs. Additionally, the increasing focus on sustainability in the textile industry has led to research into bio-based EVA alternatives, further expanding the potential applications of this material.
The primary objective of integrating EVA in modern textiles is to develop fabrics with enhanced performance characteristics without compromising on comfort or aesthetics. This includes improving moisture management, thermal regulation, and impact resistance in textiles. Another key goal is to create lightweight yet durable materials that can withstand harsh environmental conditions, making them suitable for outdoor and protective applications.
Researchers and manufacturers are also exploring ways to combine EVA with other advanced materials and technologies, such as smart textiles and nanotechnology. This integration aims to create next-generation fabrics capable of responding to external stimuli or providing additional functionalities like energy harvesting or self-cleaning properties.
As the textile industry continues to evolve, the integration of EVA presents both opportunities and challenges. While its unique properties offer significant potential for innovation, there are technical hurdles to overcome, such as optimizing the bonding process between EVA and traditional textile fibers, ensuring uniform distribution within fabric structures, and maintaining the desired textile properties after EVA integration.
The evolution of EVA in textiles can be traced back to the mid-20th century when it was first developed as a copolymer. Initially used primarily in packaging and footwear, its potential in textiles was gradually recognized due to its excellent flexibility, durability, and resistance to environmental factors. Over the years, advancements in polymer science and manufacturing techniques have expanded the possibilities for EVA integration in textile products.
The current technological landscape is characterized by a push towards multifunctional textiles that can adapt to diverse environmental conditions and user needs. EVA's unique properties, including its low-temperature toughness, stress-crack resistance, and waterproof nature, align well with these emerging requirements. As such, the textile industry is witnessing a growing interest in exploring novel ways to incorporate EVA into fabric structures and finishes.
Market trends indicate a rising demand for performance textiles in sectors such as sportswear, outdoor gear, and protective clothing. This shift is driven by consumer preferences for comfort, durability, and functionality in their garments. EVA's ability to enhance these attributes makes it a promising material for addressing these market needs. Additionally, the increasing focus on sustainability in the textile industry has led to research into bio-based EVA alternatives, further expanding the potential applications of this material.
The primary objective of integrating EVA in modern textiles is to develop fabrics with enhanced performance characteristics without compromising on comfort or aesthetics. This includes improving moisture management, thermal regulation, and impact resistance in textiles. Another key goal is to create lightweight yet durable materials that can withstand harsh environmental conditions, making them suitable for outdoor and protective applications.
Researchers and manufacturers are also exploring ways to combine EVA with other advanced materials and technologies, such as smart textiles and nanotechnology. This integration aims to create next-generation fabrics capable of responding to external stimuli or providing additional functionalities like energy harvesting or self-cleaning properties.
As the textile industry continues to evolve, the integration of EVA presents both opportunities and challenges. While its unique properties offer significant potential for innovation, there are technical hurdles to overcome, such as optimizing the bonding process between EVA and traditional textile fibers, ensuring uniform distribution within fabric structures, and maintaining the desired textile properties after EVA integration.
Market Analysis for EVA-Enhanced Fabrics
The market for EVA-enhanced fabrics is experiencing significant growth, driven by the increasing demand for high-performance textiles across various industries. EVA (Ethylene Vinyl Acetate) integration in modern textiles offers a unique combination of properties that cater to diverse market needs. The sportswear and athleisure sectors are leading the adoption of EVA-enhanced fabrics, valuing their excellent shock absorption, flexibility, and moisture-wicking capabilities. This trend is further amplified by the growing health and fitness consciousness among consumers worldwide.
In the footwear industry, EVA-enhanced fabrics are gaining traction, particularly in the production of athletic and comfort shoes. The material's lightweight nature and superior cushioning properties make it an ideal choice for manufacturers looking to create innovative, performance-driven footwear. The outdoor and adventure gear market is another significant adopter of EVA-enhanced textiles, utilizing their durability and weather-resistant qualities in products such as backpacks, tents, and protective clothing.
The automotive sector presents a promising growth area for EVA-enhanced fabrics. As vehicle manufacturers focus on improving comfort and reducing weight to enhance fuel efficiency, these materials are finding applications in car interiors, seat covers, and floor mats. The healthcare and medical textiles market is also showing interest in EVA-enhanced fabrics, particularly for their potential in creating comfortable, hygienic, and easily maintainable hospital garments and bedding.
Geographically, North America and Europe currently lead the market for EVA-enhanced fabrics, owing to their advanced textile industries and high consumer awareness of performance materials. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by the expanding manufacturing capabilities, rising disposable incomes, and increasing adoption of advanced textiles in countries like China and India.
The market is characterized by ongoing research and development efforts aimed at further enhancing the properties of EVA-integrated textiles. Key areas of focus include improving the material's biodegradability to address environmental concerns and developing new blends that offer even better performance characteristics. As sustainability becomes increasingly important to consumers and regulators, there is a growing emphasis on creating eco-friendly EVA formulations and recycling processes for EVA-enhanced fabrics.
Challenges in the market include the need for significant investment in manufacturing technologies and the potential volatility in raw material prices. However, the overall outlook remains positive, with the global market for EVA-enhanced fabrics projected to grow steadily over the next five years. This growth is expected to be fueled by continuous innovation, expanding applications across industries, and increasing consumer preference for high-performance, comfortable textiles.
In the footwear industry, EVA-enhanced fabrics are gaining traction, particularly in the production of athletic and comfort shoes. The material's lightweight nature and superior cushioning properties make it an ideal choice for manufacturers looking to create innovative, performance-driven footwear. The outdoor and adventure gear market is another significant adopter of EVA-enhanced textiles, utilizing their durability and weather-resistant qualities in products such as backpacks, tents, and protective clothing.
The automotive sector presents a promising growth area for EVA-enhanced fabrics. As vehicle manufacturers focus on improving comfort and reducing weight to enhance fuel efficiency, these materials are finding applications in car interiors, seat covers, and floor mats. The healthcare and medical textiles market is also showing interest in EVA-enhanced fabrics, particularly for their potential in creating comfortable, hygienic, and easily maintainable hospital garments and bedding.
Geographically, North America and Europe currently lead the market for EVA-enhanced fabrics, owing to their advanced textile industries and high consumer awareness of performance materials. However, the Asia-Pacific region is expected to witness the fastest growth in the coming years, driven by the expanding manufacturing capabilities, rising disposable incomes, and increasing adoption of advanced textiles in countries like China and India.
The market is characterized by ongoing research and development efforts aimed at further enhancing the properties of EVA-integrated textiles. Key areas of focus include improving the material's biodegradability to address environmental concerns and developing new blends that offer even better performance characteristics. As sustainability becomes increasingly important to consumers and regulators, there is a growing emphasis on creating eco-friendly EVA formulations and recycling processes for EVA-enhanced fabrics.
Challenges in the market include the need for significant investment in manufacturing technologies and the potential volatility in raw material prices. However, the overall outlook remains positive, with the global market for EVA-enhanced fabrics projected to grow steadily over the next five years. This growth is expected to be fueled by continuous innovation, expanding applications across industries, and increasing consumer preference for high-performance, comfortable textiles.
Current Challenges in EVA Textile Integration
The integration of Ethylene Vinyl Acetate (EVA) in modern textiles faces several significant challenges that hinder its widespread adoption and optimal performance. One of the primary obstacles is achieving consistent and uniform dispersion of EVA within textile fibers or coatings. The polymer's inherent properties, such as its low melting point and tendency to form agglomerates, make it difficult to maintain an even distribution throughout the textile matrix. This uneven dispersion can lead to inconsistent performance and compromised material properties.
Another major challenge lies in maintaining the desired textile characteristics while incorporating EVA. The addition of EVA can significantly alter the fabric's texture, drape, and breathability. Striking the right balance between enhancing performance attributes (such as water resistance or elasticity) and preserving the original textile qualities is a complex task that requires extensive research and development efforts.
The durability of EVA-integrated textiles is also a concern, particularly in applications that involve frequent washing or exposure to harsh environmental conditions. The polymer's susceptibility to degradation under certain conditions can lead to a reduction in performance over time, potentially limiting the lifespan of EVA-enhanced textiles.
Furthermore, the processing techniques required for effective EVA integration often necessitate modifications to existing textile manufacturing equipment and processes. This can be a significant barrier for many manufacturers, as it may require substantial investments in new machinery or extensive retooling of production lines.
Environmental considerations pose another set of challenges. While EVA itself is recyclable, its integration into textiles can complicate the recycling process of the final product. Separating EVA from other textile components at the end of the product's life cycle is often difficult and energy-intensive, raising concerns about the overall sustainability of EVA-integrated textiles.
Lastly, regulatory compliance and safety standards present ongoing challenges. As EVA is increasingly used in various textile applications, including those in direct contact with skin or in specialized environments, ensuring compliance with evolving safety regulations and standards becomes more complex. This includes addressing potential concerns about chemical leaching, off-gassing, and long-term exposure effects, particularly in sensitive applications such as medical textiles or children's clothing.
Addressing these challenges requires a multidisciplinary approach, combining expertise in polymer science, textile engineering, and manufacturing processes. Ongoing research efforts are focused on developing novel integration techniques, improving EVA formulations, and creating more sustainable and efficient production methods to overcome these obstacles and fully realize the potential of EVA in modern textiles.
Another major challenge lies in maintaining the desired textile characteristics while incorporating EVA. The addition of EVA can significantly alter the fabric's texture, drape, and breathability. Striking the right balance between enhancing performance attributes (such as water resistance or elasticity) and preserving the original textile qualities is a complex task that requires extensive research and development efforts.
The durability of EVA-integrated textiles is also a concern, particularly in applications that involve frequent washing or exposure to harsh environmental conditions. The polymer's susceptibility to degradation under certain conditions can lead to a reduction in performance over time, potentially limiting the lifespan of EVA-enhanced textiles.
Furthermore, the processing techniques required for effective EVA integration often necessitate modifications to existing textile manufacturing equipment and processes. This can be a significant barrier for many manufacturers, as it may require substantial investments in new machinery or extensive retooling of production lines.
Environmental considerations pose another set of challenges. While EVA itself is recyclable, its integration into textiles can complicate the recycling process of the final product. Separating EVA from other textile components at the end of the product's life cycle is often difficult and energy-intensive, raising concerns about the overall sustainability of EVA-integrated textiles.
Lastly, regulatory compliance and safety standards present ongoing challenges. As EVA is increasingly used in various textile applications, including those in direct contact with skin or in specialized environments, ensuring compliance with evolving safety regulations and standards becomes more complex. This includes addressing potential concerns about chemical leaching, off-gassing, and long-term exposure effects, particularly in sensitive applications such as medical textiles or children's clothing.
Addressing these challenges requires a multidisciplinary approach, combining expertise in polymer science, textile engineering, and manufacturing processes. Ongoing research efforts are focused on developing novel integration techniques, improving EVA formulations, and creating more sustainable and efficient production methods to overcome these obstacles and fully realize the potential of EVA in modern textiles.
Existing EVA Textile Integration Methods
01 Composition and properties of EVA
Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to UV radiation and stress-cracking. The ratio of ethylene to vinyl acetate in the copolymer can be varied to achieve different characteristics, making it suitable for various applications.- Composition and properties of EVA: Ethylene Vinyl Acetate (EVA) is a copolymer of ethylene and vinyl acetate. It exhibits properties such as flexibility, toughness, and resistance to stress-cracking. The composition and ratio of ethylene to vinyl acetate can be adjusted to modify the properties of the resulting material, making it suitable for various applications.
- EVA in adhesive applications: EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It can be used in hot melt adhesives, pressure-sensitive adhesives, and as a base polymer in adhesive blends. The adhesive strength and other properties can be tailored by adjusting the EVA composition and additives.
- EVA in foam and insulation materials: EVA is utilized in the production of foam and insulation materials. Its closed-cell structure and low thermal conductivity make it suitable for applications such as footwear, sports equipment, and building insulation. The foam density and other properties can be controlled through the manufacturing process and additives.
- EVA in solar panel encapsulation: EVA is commonly used as an encapsulant material in photovoltaic modules. It provides excellent protection for solar cells against environmental factors, moisture, and mechanical stress. The transparency, UV resistance, and adhesion properties of EVA contribute to the longevity and efficiency of solar panels.
- EVA in packaging and film applications: EVA is used in the production of flexible packaging materials and films. Its properties such as clarity, flexibility, and low-temperature toughness make it suitable for food packaging, shrink wrap, and agricultural films. The material can be blended with other polymers or modified to enhance specific properties for different packaging applications.
02 EVA in adhesive applications
EVA is widely used in adhesive formulations due to its excellent adhesion properties and compatibility with various substrates. It is commonly used in hot melt adhesives, pressure-sensitive adhesives, and sealants. The adhesive strength and flexibility of EVA-based adhesives can be tailored by adjusting the vinyl acetate content and molecular weight.Expand Specific Solutions03 EVA in foam and insulation materials
EVA is utilized in the production of foam and insulation materials due to its low density, good thermal insulation properties, and ability to be crosslinked. It is used in applications such as footwear, sports equipment, and building insulation. The foam can be produced through various methods, including chemical foaming and physical foaming processes.Expand Specific Solutions04 EVA in solar panel encapsulation
EVA is a popular material for solar panel encapsulation due to its transparency, weather resistance, and ability to protect solar cells from environmental factors. It helps to improve the durability and efficiency of photovoltaic modules. The EVA encapsulant is typically applied as a film and undergoes a lamination process to seal the solar cells.Expand Specific Solutions05 Modifications and blends of EVA
EVA can be modified or blended with other materials to enhance its properties or create new functionalities. This includes the addition of fillers, crosslinking agents, or blending with other polymers. Such modifications can improve properties like flame retardancy, impact resistance, or compatibility with specific applications.Expand Specific Solutions
Key Players in EVA Textile Industry
The integration of Ethylene Vinyl Acetate (EVA) in modern textiles is a rapidly evolving field, currently in its growth phase. The market for EVA in textiles is expanding, driven by increasing demand for performance fabrics and sustainable materials. The technology's maturity varies across applications, with some companies leading innovation. Key players like Celanese International Corp., DuPont de Nemours, Inc., and Kuraray Co., Ltd. are at the forefront, developing advanced EVA formulations for textile applications. Chinese companies such as Sinopec Sichuan Vinylon Works and China Petroleum & Chemical Corp. are also making significant strides in this area, indicating a globally competitive landscape. Academic institutions like Tianjin University and Zhejiang University are contributing to research, potentially accelerating technological advancements in EVA integration for textiles.
Celanese International Corp.
Technical Solution: Celanese has developed a proprietary EVA copolymer technology called VitalDose® for modern textiles. This technology allows for controlled release of active ingredients in fabrics, enhancing functionality and performance. The VitalDose® EVA can be customized to achieve specific release profiles, making it ideal for applications in sportswear, medical textiles, and protective clothing. Celanese's approach involves melt-blending EVA with various additives to create tailored solutions for different textile needs [1][3]. The company has also introduced EVA-based hot melt adhesives that offer improved bonding strength and flexibility in textile lamination processes, contributing to the development of advanced multi-layer fabrics [2].
Strengths: Customizable release profiles, versatile applications in various textile sectors. Weaknesses: May require specialized processing equipment, potential for higher production costs compared to traditional textile materials.
Kuraray Co., Ltd.
Technical Solution: Kuraray has innovated in EVA integration for textiles through its EVAL™ EVOH resin technology. This approach combines EVA with ethylene vinyl alcohol copolymer to create high-performance barrier films for textile applications. The EVAL™ technology offers exceptional gas barrier properties, moisture resistance, and flexibility, making it suitable for protective clothing and outdoor gear. Kuraray's method involves co-extrusion of EVA and EVOH layers, resulting in multi-layer films that can be laminated onto fabrics [4]. The company has also developed EVA-based foam materials that enhance cushioning and insulation properties in textiles, particularly for footwear and sportswear applications [5].
Strengths: Superior barrier properties, versatility in outdoor and protective gear. Weaknesses: Complex manufacturing process, potentially higher cost compared to single-material solutions.
Innovative EVA Textile Technologies
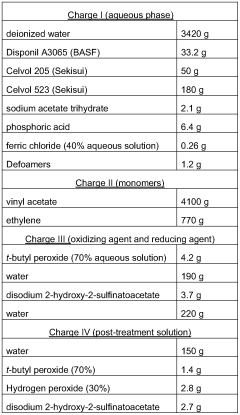
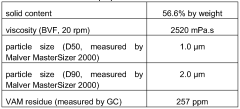
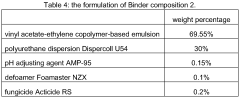
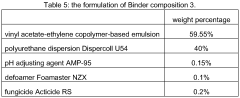
Vinyl acetate-ethylene copolymer emulsion and binder composition for textile lamination applications based on the same
PatentWO2014071550A1
Innovation
- A binder composition comprising a vinyl acetate-ethylene copolymer emulsion and polyurethane dispersion, with specific ratios and additives, which provides excellent binding strength, water resistance, and is free from irritating odors and toxic residues, suitable for high-quality textile lamination applications.
Vinyl acetate/ethylene (VAE) copolymers for fabric finishing
PatentWO2010121090A1
Innovation
- The use of vinyl acetate emulsions and polyvinyl alcohols, including copolymers like vinyl acetate/ethylene, acrylic emulsions, and polyvinyl alcohol resins, to impart comfort-related attributes such as compression recovery, hydrophobicity, and functional features like flame retardancy to textiles through a finishing process that involves preparing an aqueous liquor and processing the textiles at controlled temperatures to durably inter-associate the resins with the fibers.
Environmental Impact of EVA in Textiles
The integration of Ethylene Vinyl Acetate (EVA) in modern textiles has significant environmental implications that warrant careful consideration. EVA, a copolymer of ethylene and vinyl acetate, offers numerous benefits in textile applications, including enhanced flexibility, durability, and water resistance. However, its environmental impact throughout the product lifecycle requires thorough examination.
During the production phase, EVA manufacturing processes consume substantial energy and resources. The polymerization of ethylene and vinyl acetate monomers involves high temperatures and pressures, contributing to greenhouse gas emissions. Additionally, the use of petrochemical-based raw materials raises concerns about the depletion of non-renewable resources and the associated environmental degradation from extraction activities.
The application of EVA in textiles often involves chemical treatments and additives to enhance specific properties. These processes may generate wastewater containing potentially harmful substances, necessitating proper treatment and disposal to prevent water pollution. Furthermore, the use of solvents and other volatile organic compounds (VOCs) during EVA integration can contribute to air pollution and pose health risks to workers in textile manufacturing facilities.
On a positive note, EVA's durability and resistance to wear and tear can extend the lifespan of textile products, potentially reducing the overall environmental impact associated with frequent replacements. This longevity factor aligns with sustainable consumption practices and may help mitigate the textile industry's contribution to landfill waste.
However, the end-of-life management of EVA-integrated textiles presents significant challenges. EVA is not biodegradable, and its presence in textile products can complicate recycling processes. The composite nature of EVA-textile blends often makes material separation difficult, hindering efficient recycling and potentially leading to increased waste accumulation in landfills or incineration facilities.
The environmental impact of EVA in textiles extends beyond direct manufacturing and disposal concerns. The enhanced performance characteristics of EVA-integrated textiles may influence consumer behavior and product lifecycles. For instance, improved water resistance might lead to increased use of chemical detergents during washing, potentially exacerbating water pollution issues.
As the textile industry continues to evolve, addressing the environmental challenges associated with EVA integration becomes crucial. Research into bio-based alternatives, improved recycling technologies, and more sustainable manufacturing processes could help mitigate the negative environmental impacts while preserving the beneficial properties that EVA brings to modern textiles. Balancing performance requirements with environmental stewardship remains a key challenge for stakeholders in the textile industry.
During the production phase, EVA manufacturing processes consume substantial energy and resources. The polymerization of ethylene and vinyl acetate monomers involves high temperatures and pressures, contributing to greenhouse gas emissions. Additionally, the use of petrochemical-based raw materials raises concerns about the depletion of non-renewable resources and the associated environmental degradation from extraction activities.
The application of EVA in textiles often involves chemical treatments and additives to enhance specific properties. These processes may generate wastewater containing potentially harmful substances, necessitating proper treatment and disposal to prevent water pollution. Furthermore, the use of solvents and other volatile organic compounds (VOCs) during EVA integration can contribute to air pollution and pose health risks to workers in textile manufacturing facilities.
On a positive note, EVA's durability and resistance to wear and tear can extend the lifespan of textile products, potentially reducing the overall environmental impact associated with frequent replacements. This longevity factor aligns with sustainable consumption practices and may help mitigate the textile industry's contribution to landfill waste.
However, the end-of-life management of EVA-integrated textiles presents significant challenges. EVA is not biodegradable, and its presence in textile products can complicate recycling processes. The composite nature of EVA-textile blends often makes material separation difficult, hindering efficient recycling and potentially leading to increased waste accumulation in landfills or incineration facilities.
The environmental impact of EVA in textiles extends beyond direct manufacturing and disposal concerns. The enhanced performance characteristics of EVA-integrated textiles may influence consumer behavior and product lifecycles. For instance, improved water resistance might lead to increased use of chemical detergents during washing, potentially exacerbating water pollution issues.
As the textile industry continues to evolve, addressing the environmental challenges associated with EVA integration becomes crucial. Research into bio-based alternatives, improved recycling technologies, and more sustainable manufacturing processes could help mitigate the negative environmental impacts while preserving the beneficial properties that EVA brings to modern textiles. Balancing performance requirements with environmental stewardship remains a key challenge for stakeholders in the textile industry.
EVA Textile Performance Testing Standards
The integration of Ethylene Vinyl Acetate (EVA) in modern textiles necessitates rigorous performance testing to ensure the material meets industry standards and consumer expectations. Several key testing standards have been developed to evaluate the performance of EVA-integrated textiles across various parameters.
One of the primary testing standards focuses on the durability and longevity of EVA-enhanced textiles. This includes abrasion resistance tests, which measure the fabric's ability to withstand wear and tear. The standard test method typically involves subjecting the textile to a specified number of rubbing cycles under controlled pressure and assessing the degree of material loss or appearance change. Additionally, tensile strength and tear resistance tests are crucial for evaluating the structural integrity of EVA-integrated textiles under stress.
Flexibility and elasticity are essential properties for many applications of EVA in textiles. Standardized tests have been established to measure the stretch and recovery characteristics of these materials. These tests often involve cyclic loading and unloading of fabric samples, with measurements taken to determine the extent of permanent deformation and the material's ability to return to its original shape.
Thermal properties are another critical aspect of EVA textile performance. Standards have been developed to assess heat retention, thermal conductivity, and temperature regulation capabilities. These tests are particularly relevant for sportswear and outdoor apparel applications where comfort and protection from environmental conditions are paramount.
Moisture management is a key consideration for many textile applications. Performance standards for EVA-integrated fabrics include tests for water repellency, moisture vapor transmission rate, and wicking ability. These tests help determine how effectively the material can manage perspiration and external moisture, which is crucial for maintaining wearer comfort.
Chemical resistance testing is also an important component of EVA textile performance standards. This includes evaluating the material's resistance to various solvents, oils, and other chemicals that it may encounter during use. Standardized tests assess color fastness, dimensional stability, and overall integrity of the textile after exposure to these substances.
Environmental impact and sustainability have become increasingly important factors in textile performance evaluation. Standards now include tests for biodegradability, eco-toxicity, and the presence of harmful substances. These assessments ensure that EVA-integrated textiles meet regulatory requirements and align with growing consumer demand for environmentally friendly products.
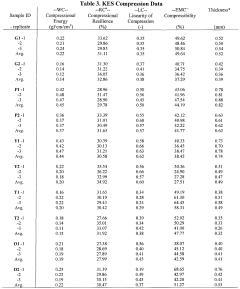
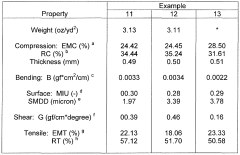
Lastly, comfort-related performance standards have been developed to assess the tactile properties of EVA-enhanced textiles. These include tests for softness, drape, and hand feel, which are crucial for consumer acceptance in applications such as clothing and bedding. Standardized methods for evaluating these subjective qualities help ensure consistency across different manufacturers and product lines.
One of the primary testing standards focuses on the durability and longevity of EVA-enhanced textiles. This includes abrasion resistance tests, which measure the fabric's ability to withstand wear and tear. The standard test method typically involves subjecting the textile to a specified number of rubbing cycles under controlled pressure and assessing the degree of material loss or appearance change. Additionally, tensile strength and tear resistance tests are crucial for evaluating the structural integrity of EVA-integrated textiles under stress.
Flexibility and elasticity are essential properties for many applications of EVA in textiles. Standardized tests have been established to measure the stretch and recovery characteristics of these materials. These tests often involve cyclic loading and unloading of fabric samples, with measurements taken to determine the extent of permanent deformation and the material's ability to return to its original shape.
Thermal properties are another critical aspect of EVA textile performance. Standards have been developed to assess heat retention, thermal conductivity, and temperature regulation capabilities. These tests are particularly relevant for sportswear and outdoor apparel applications where comfort and protection from environmental conditions are paramount.
Moisture management is a key consideration for many textile applications. Performance standards for EVA-integrated fabrics include tests for water repellency, moisture vapor transmission rate, and wicking ability. These tests help determine how effectively the material can manage perspiration and external moisture, which is crucial for maintaining wearer comfort.
Chemical resistance testing is also an important component of EVA textile performance standards. This includes evaluating the material's resistance to various solvents, oils, and other chemicals that it may encounter during use. Standardized tests assess color fastness, dimensional stability, and overall integrity of the textile after exposure to these substances.
Environmental impact and sustainability have become increasingly important factors in textile performance evaluation. Standards now include tests for biodegradability, eco-toxicity, and the presence of harmful substances. These assessments ensure that EVA-integrated textiles meet regulatory requirements and align with growing consumer demand for environmentally friendly products.
Lastly, comfort-related performance standards have been developed to assess the tactile properties of EVA-enhanced textiles. These include tests for softness, drape, and hand feel, which are crucial for consumer acceptance in applications such as clothing and bedding. Standardized methods for evaluating these subjective qualities help ensure consistency across different manufacturers and product lines.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!