

Casting method of heat-resistant steel slime blind-tube and mold thereof
A heat-resistant steel and blind tube technology, applied in casting molding equipment, molds, mold components, etc., can solve the problems of complex process, eccentric sand core, easy deformation of the core, etc., to achieve a simple production process, not easy to damage The effect of simple deformation and casting method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
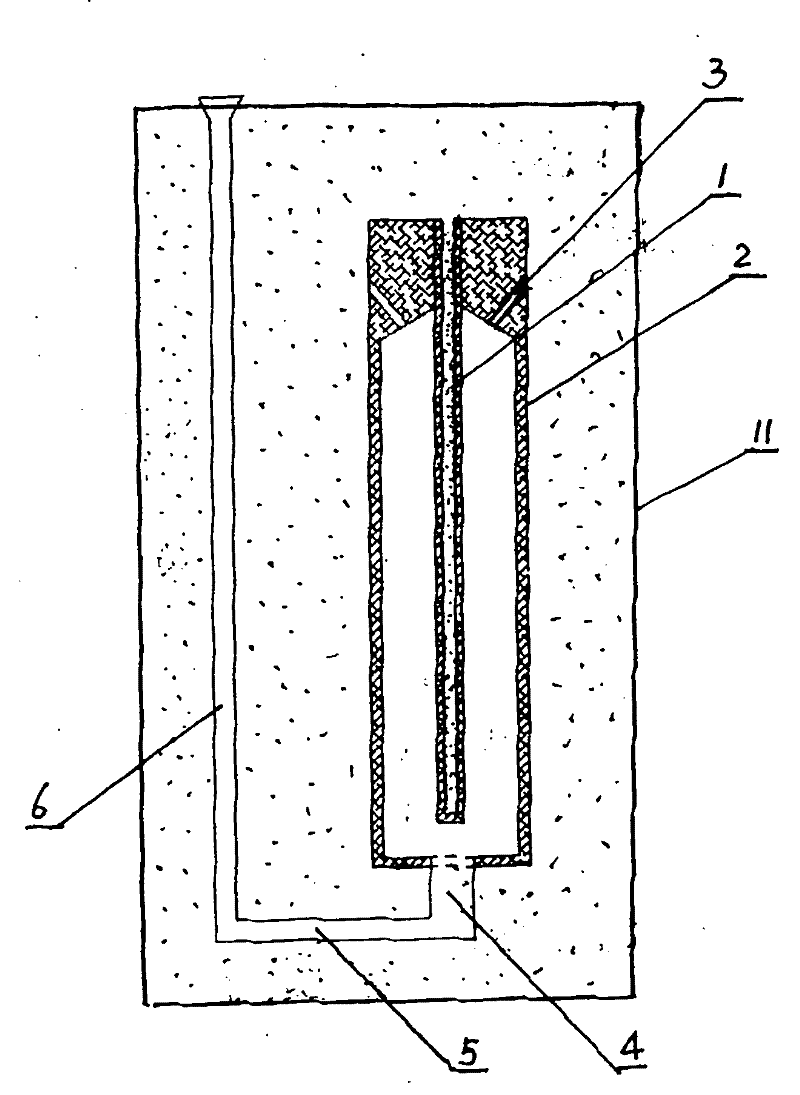
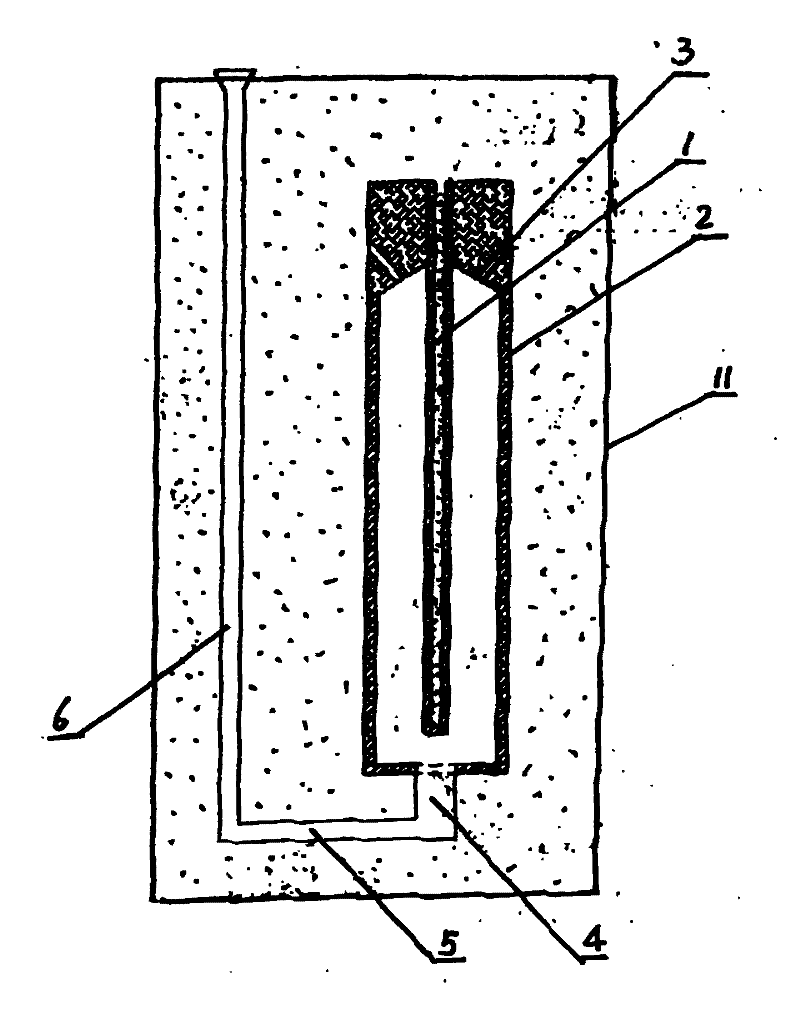
[0030] Refer below figure 1 and figure 2 The casting method and model structure of the present invention are further described.
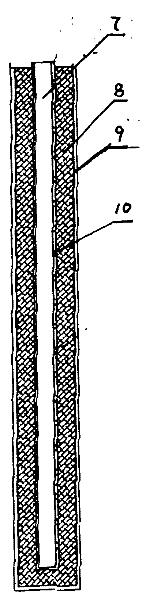
[0031] 1. Make composite mandrel 1 according to the geometric dimensions of the slender blind tube. Cut a thin steel pipe 7, the diameter of the thin steel pipe 7 is 1.2-2.5 mm less than the diameter of the blind pipe to be made, and the length of the thin steel pipe 7 is equal to the sum of the blind hole length and the clamping length of the sand mold shell 2; drill on the thin steel pipe 7 wall There are small holes 10, and there are no strict requirements on hole diameter, hole distance, and arrangement. After drilling, resin sand 8 with a thickness of 1 to 2 mm is coated on the surface of thin steel pipe 7. The resin sand 8 used is covered with phenolic resin with high strength and low gas generation. Membrane sand, resin sand 8 outer layer is evenly coated with 0.2 ~ 0.5mm thick casting heat-resistant steel commonly used paint 9, the outer ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More