Comparing Directed Energy Deposition with Traditional Methods
OCT 10, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
DED Technology Background and Objectives
Directed Energy Deposition (DED) represents a significant advancement in additive manufacturing technology, emerging from decades of evolution in metal fabrication processes. Initially developed in the 1990s as a method for rapid prototyping and repair of high-value components, DED has evolved into a sophisticated manufacturing technique with applications across aerospace, defense, medical, and energy sectors.
The fundamental principle of DED involves focusing thermal energy to fuse materials as they are deposited. Unlike traditional manufacturing methods that typically remove material from a larger block (subtractive manufacturing), DED builds components layer by layer, offering unprecedented design freedom and material efficiency. This technology has progressed from simple repair applications to complex part manufacturing, demonstrating its versatility and growing importance in modern industrial production.
Current technological objectives for DED focus on several key areas. First, enhancing deposition precision and surface finish quality to reduce or eliminate post-processing requirements. Second, expanding the range of compatible materials beyond metals to include ceramics, polymers, and multi-material combinations. Third, increasing build rates and overall process efficiency to make DED more economically viable for mass production scenarios.
The evolution of DED has been accelerated by advancements in complementary technologies, particularly in laser and electron beam systems, powder delivery mechanisms, and real-time monitoring capabilities. These improvements have collectively addressed early limitations related to dimensional accuracy, material properties, and process repeatability.
When compared to traditional manufacturing methods such as casting, forging, and machining, DED offers distinct advantages in material utilization, design flexibility, and lead time reduction. However, it also presents unique challenges in terms of microstructure control, residual stress management, and quality assurance protocols.
The trajectory of DED technology development indicates a clear trend toward hybrid manufacturing systems that combine additive and subtractive capabilities, allowing for optimized production workflows. Additionally, there is significant research momentum toward closed-loop control systems that can adapt process parameters in real-time based on sensor feedback, ensuring consistent quality regardless of environmental variations.
As industrial adoption increases, standardization efforts are becoming increasingly important to establish consistent quality metrics, testing protocols, and certification pathways. These standards will be crucial for DED to transition from specialized applications to mainstream manufacturing processes across diverse industries.
The fundamental principle of DED involves focusing thermal energy to fuse materials as they are deposited. Unlike traditional manufacturing methods that typically remove material from a larger block (subtractive manufacturing), DED builds components layer by layer, offering unprecedented design freedom and material efficiency. This technology has progressed from simple repair applications to complex part manufacturing, demonstrating its versatility and growing importance in modern industrial production.
Current technological objectives for DED focus on several key areas. First, enhancing deposition precision and surface finish quality to reduce or eliminate post-processing requirements. Second, expanding the range of compatible materials beyond metals to include ceramics, polymers, and multi-material combinations. Third, increasing build rates and overall process efficiency to make DED more economically viable for mass production scenarios.
The evolution of DED has been accelerated by advancements in complementary technologies, particularly in laser and electron beam systems, powder delivery mechanisms, and real-time monitoring capabilities. These improvements have collectively addressed early limitations related to dimensional accuracy, material properties, and process repeatability.
When compared to traditional manufacturing methods such as casting, forging, and machining, DED offers distinct advantages in material utilization, design flexibility, and lead time reduction. However, it also presents unique challenges in terms of microstructure control, residual stress management, and quality assurance protocols.
The trajectory of DED technology development indicates a clear trend toward hybrid manufacturing systems that combine additive and subtractive capabilities, allowing for optimized production workflows. Additionally, there is significant research momentum toward closed-loop control systems that can adapt process parameters in real-time based on sensor feedback, ensuring consistent quality regardless of environmental variations.
As industrial adoption increases, standardization efforts are becoming increasingly important to establish consistent quality metrics, testing protocols, and certification pathways. These standards will be crucial for DED to transition from specialized applications to mainstream manufacturing processes across diverse industries.
Market Analysis for DED Applications
The Directed Energy Deposition (DED) market is experiencing significant growth as industries increasingly recognize its advantages over traditional manufacturing methods. Current market valuations place the global DED technology sector at approximately 500 million USD, with projections indicating growth to reach 1.2 billion USD by 2028, representing a compound annual growth rate of 14.7%. This growth trajectory significantly outpaces traditional manufacturing methods, which typically see single-digit percentage increases annually.
The aerospace industry remains the dominant adopter of DED technology, accounting for roughly 35% of the total market share. This sector particularly values DED for its ability to produce complex components with high-performance alloys while reducing material waste. The medical device manufacturing sector follows closely behind at 22% market share, where DED enables the production of patient-specific implants and surgical instruments with complex geometries.
Energy and automotive industries collectively represent another 30% of the market, with particular emphasis on repair applications and rapid prototyping capabilities. The remaining market share is distributed across various industries including defense, consumer goods, and research institutions.
Geographically, North America leads DED adoption with approximately 40% of the global market, followed by Europe at 30% and Asia-Pacific at 25%. The remaining 5% is distributed across other regions. However, the Asia-Pacific region is demonstrating the fastest growth rate at 16.8% annually, driven primarily by significant investments in advanced manufacturing technologies in China, Japan, and South Korea.
Customer demand analysis reveals three primary market drivers: cost reduction in manufacturing complex components (cited by 68% of adopters), decreased lead times for specialized parts (62%), and the ability to repair high-value components rather than replacing them (57%). These factors collectively contribute to the technology's growing market penetration.
Market barriers include the high initial investment costs for DED systems, which typically range from 500,000 to 2 million USD depending on specifications. Limited material options compared to some traditional methods and the need for specialized operator training also present adoption challenges. Additionally, quality certification processes for DED-manufactured parts remain less standardized than those for traditionally manufactured components, creating regulatory hurdles in highly regulated industries.
The aerospace industry remains the dominant adopter of DED technology, accounting for roughly 35% of the total market share. This sector particularly values DED for its ability to produce complex components with high-performance alloys while reducing material waste. The medical device manufacturing sector follows closely behind at 22% market share, where DED enables the production of patient-specific implants and surgical instruments with complex geometries.
Energy and automotive industries collectively represent another 30% of the market, with particular emphasis on repair applications and rapid prototyping capabilities. The remaining market share is distributed across various industries including defense, consumer goods, and research institutions.
Geographically, North America leads DED adoption with approximately 40% of the global market, followed by Europe at 30% and Asia-Pacific at 25%. The remaining 5% is distributed across other regions. However, the Asia-Pacific region is demonstrating the fastest growth rate at 16.8% annually, driven primarily by significant investments in advanced manufacturing technologies in China, Japan, and South Korea.
Customer demand analysis reveals three primary market drivers: cost reduction in manufacturing complex components (cited by 68% of adopters), decreased lead times for specialized parts (62%), and the ability to repair high-value components rather than replacing them (57%). These factors collectively contribute to the technology's growing market penetration.
Market barriers include the high initial investment costs for DED systems, which typically range from 500,000 to 2 million USD depending on specifications. Limited material options compared to some traditional methods and the need for specialized operator training also present adoption challenges. Additionally, quality certification processes for DED-manufactured parts remain less standardized than those for traditionally manufactured components, creating regulatory hurdles in highly regulated industries.
DED vs Traditional Methods: Current Status and Challenges
Directed Energy Deposition (DED) represents a significant advancement in additive manufacturing technology, offering unique capabilities compared to traditional manufacturing methods. Currently, DED technology has reached a level of maturity that enables its application in various industrial sectors, particularly in aerospace, defense, and medical industries. The process involves focusing thermal energy to fuse materials as they are deposited, allowing for the creation of complex geometries and functionally graded materials.
When comparing DED with traditional manufacturing methods such as casting, forging, and machining, several distinct advantages emerge. DED offers superior design flexibility, reduced material waste, and the ability to process difficult-to-machine materials. However, challenges persist in achieving consistent material properties, surface finish quality, and dimensional accuracy compared to conventional methods.
The global landscape of DED technology development shows concentrated advancement in North America, Europe, and parts of Asia, particularly Japan and China. Research institutions and industrial entities in these regions have made significant strides in overcoming technical barriers, though regional variations in adoption rates and technological capabilities remain evident.
A critical challenge facing DED technology is the control of thermal gradients during deposition, which directly impacts microstructure formation and resultant mechanical properties. Traditional methods benefit from decades of process optimization and standardization, whereas DED processes still require significant parameter tuning for each application. This leads to inconsistencies in production quality and increases the barrier to widespread industrial adoption.
Material compatibility represents another significant challenge. While traditional methods have established parameters for processing a wide range of materials, DED technology continues to expand its material portfolio but faces limitations with certain alloys and composites. The development of specialized powders and wire feedstock for DED applications remains an active area of research.
Production speed and scalability also present challenges for DED when compared to traditional high-volume manufacturing methods. Current DED systems typically operate at deposition rates that make them suitable for low to medium volume production or repair applications, rather than mass production scenarios where traditional methods still dominate.
Quality assurance and certification pose additional hurdles. Traditional manufacturing methods benefit from well-established quality control protocols and industry standards, whereas in-process monitoring and quality verification for DED-produced parts are still evolving. This creates regulatory challenges, particularly in safety-critical applications where certification requirements are stringent.
When comparing DED with traditional manufacturing methods such as casting, forging, and machining, several distinct advantages emerge. DED offers superior design flexibility, reduced material waste, and the ability to process difficult-to-machine materials. However, challenges persist in achieving consistent material properties, surface finish quality, and dimensional accuracy compared to conventional methods.
The global landscape of DED technology development shows concentrated advancement in North America, Europe, and parts of Asia, particularly Japan and China. Research institutions and industrial entities in these regions have made significant strides in overcoming technical barriers, though regional variations in adoption rates and technological capabilities remain evident.
A critical challenge facing DED technology is the control of thermal gradients during deposition, which directly impacts microstructure formation and resultant mechanical properties. Traditional methods benefit from decades of process optimization and standardization, whereas DED processes still require significant parameter tuning for each application. This leads to inconsistencies in production quality and increases the barrier to widespread industrial adoption.
Material compatibility represents another significant challenge. While traditional methods have established parameters for processing a wide range of materials, DED technology continues to expand its material portfolio but faces limitations with certain alloys and composites. The development of specialized powders and wire feedstock for DED applications remains an active area of research.
Production speed and scalability also present challenges for DED when compared to traditional high-volume manufacturing methods. Current DED systems typically operate at deposition rates that make them suitable for low to medium volume production or repair applications, rather than mass production scenarios where traditional methods still dominate.
Quality assurance and certification pose additional hurdles. Traditional manufacturing methods benefit from well-established quality control protocols and industry standards, whereas in-process monitoring and quality verification for DED-produced parts are still evolving. This creates regulatory challenges, particularly in safety-critical applications where certification requirements are stringent.
Technical Comparison of DED and Conventional Manufacturing Solutions
01 Process fundamentals and equipment for Directed Energy Deposition
Directed Energy Deposition (DED) is an additive manufacturing process that uses focused thermal energy to fuse materials as they are deposited. The process typically involves a nozzle mounted on a multi-axis arm that deposits melted material onto a specified surface, where it solidifies. The energy source can be a laser, electron beam, or plasma arc. This technology allows for the creation of complex geometries and can be used for both new part manufacturing and repair of existing components.- Process parameters and control in DED: Directed Energy Deposition (DED) processes require precise control of various parameters to achieve optimal results. These parameters include laser power, deposition rate, material feed rate, and motion control. Advanced control systems can monitor and adjust these parameters in real-time to maintain consistent quality throughout the build process. Proper parameter optimization can reduce defects, improve surface finish, and enhance the mechanical properties of the final parts.
- Multi-material deposition techniques: DED technology enables the deposition of multiple materials within a single build process, allowing for functionally graded materials and components with varying properties. This capability is particularly valuable for creating parts with specific performance characteristics in different regions. The process can seamlessly transition between different metal powders or wire feedstock to produce components with tailored mechanical, thermal, or electrical properties. This approach reduces the need for assembly of multiple parts and enables novel design solutions.
- Equipment and system configurations: DED systems can be configured in various ways to accommodate different manufacturing requirements. These configurations include robotic arm-mounted deposition heads, gantry systems, and hybrid machines that combine additive and subtractive capabilities. The equipment typically includes a power source (laser, electron beam, or plasma arc), material delivery system, motion control system, and monitoring devices. Advanced systems may incorporate multiple deposition heads for increased productivity or specialized applications.
- Material properties and microstructure control: The microstructure and resulting properties of DED-produced parts are influenced by thermal history during deposition. Controlling cooling rates, heat input, and deposition patterns can yield specific grain structures and mechanical properties. Post-processing treatments such as heat treatment or hot isostatic pressing may be employed to further refine the microstructure. Research focuses on understanding the relationship between process parameters and material properties to achieve desired characteristics such as high strength, ductility, or corrosion resistance.
- Applications and industry-specific implementations: DED technology has been successfully implemented across various industries including aerospace, automotive, medical, and energy sectors. It is particularly valuable for repair and remanufacturing of high-value components, rapid prototyping of large metal parts, and fabrication of functionally graded materials. The ability to deposit material onto existing parts makes it suitable for adding features to castings or forgings, repairing worn or damaged components, and creating near-net-shape parts that require minimal machining to achieve final dimensions.
02 Material considerations in Directed Energy Deposition
Various materials can be used in the Directed Energy Deposition process, including metals, alloys, and composites. The material is typically fed into the process as a powder or wire form. The selection of materials affects the mechanical properties, surface finish, and overall quality of the final product. Proper material handling and preparation are crucial for achieving optimal results in DED processes, as factors such as particle size distribution, flowability, and moisture content can significantly impact the deposition quality.Expand Specific Solutions03 Process control and optimization in Directed Energy Deposition
Effective process control is essential for successful Directed Energy Deposition. This includes monitoring and adjusting parameters such as energy input, deposition rate, travel speed, and cooling rate. Advanced control systems may incorporate real-time monitoring using sensors, cameras, or thermal imaging to ensure consistent quality. Process optimization techniques can help minimize defects, improve surface finish, and enhance mechanical properties of the deposited material. Machine learning and AI approaches are increasingly being applied to optimize DED processes.Expand Specific Solutions04 Multi-material and functionally graded applications
Directed Energy Deposition enables the creation of multi-material components and functionally graded materials, where the composition changes gradually throughout the part. This capability allows for the design of components with location-specific properties, such as wear resistance in one area and heat resistance in another. The technology can be used to create components with complex material distributions that would be difficult or impossible to manufacture using conventional methods, opening new possibilities for engineering design and performance optimization.Expand Specific Solutions05 Repair and remanufacturing applications
One significant advantage of Directed Energy Deposition is its ability to repair or remanufacture damaged components. The process can be used to add material to worn or damaged areas of high-value parts, extending their service life and reducing replacement costs. This application is particularly valuable in industries such as aerospace, power generation, and heavy machinery, where components are expensive and have long lead times. The repair process typically involves preparing the damaged surface, depositing new material, and then performing post-processing operations to ensure the repaired area meets specifications.Expand Specific Solutions
Key Industry Players in DED Technology
Directed Energy Deposition (DED) technology is currently in a growth phase within the additive manufacturing market, with an estimated global market size of $500-700 million and projected annual growth of 15-20%. The competitive landscape features established industrial players like Siemens AG and Rolls-Royce Corp. focusing on production-scale applications, while research institutions such as MIT, Tsinghua University, and CEA drive fundamental technology advancements. Technical maturity varies across applications, with aerospace and defense sectors (supported by Airbus Operations and UT-Battelle) showing higher adoption rates than emerging energy applications. Companies like Stratasys and ABB Group are enhancing DED's capabilities through integration with complementary technologies, positioning this method as increasingly competitive against traditional manufacturing for complex, high-value components.
Siemens AG
Technical Solution: Siemens AG开发了综合性DED解决方案,将其Sinumerik控制系统与定向能量沉积技术相结合,创建了名为"Siemens AM Path Optimizer"的技术平台。该平台使用高功率激光或电子束作为能量源,结合精确的多轴运动控制系统,实现金属粉末或丝材的精确沉积。与传统制造方法相比,Siemens的DED技术实现了复杂零件制造时间减少高达60%,同时材料利用率提高至90%以上[5]。该技术方案特别适用于大型部件的制造和修复,如发电涡轮部件、模具和重型机械组件。Siemens还开发了数字孪生技术,可在实际制造前模拟整个DED过程,预测并优化工艺参数,显著减少了传统方法中常见的试错成本[6]。其闭环监控系统能够实时检测并补偿沉积过程中的偏差,确保最终产品质量。
优势:适用于大型工业部件的制造和修复,与数字孪生技术结合提供预测性工艺优化,闭环控制系统确保质量一致性,可与现有制造系统无缝集成。劣势:系统复杂度高导致初始投资和维护成本高,对某些高精度应用可能需要后续加工,工艺参数优化需要专业知识和经验。
Massachusetts Institute of Technology
Technical Solution: MIT在DED技术领域开发了创新的"MedUSA"(Metal Deposition with Ultrasonic Assistance)系统,将超声波辅助技术与传统DED相结合。该技术方案使用中等功率激光源结合超声波振动,在沉积过程中改善金属粉末的流动性和熔池动力学。与传统制造和常规DED相比,MIT的技术实现了晶粒细化和微观结构控制,提高了沉积材料的机械性能,疲劳强度提升约25-30%[9]。该技术特别适用于需要高性能金属部件的航空航天和医疗应用。MIT还开发了基于机器学习的实时过程监控系统,通过分析熔池特征和温度分布,自动调整工艺参数,减少缺陷形成。该研究团队还探索了DED与原位合金化的结合,能够在沉积过程中动态调整材料成分,创建具有梯度性能的部件,这是传统制造方法无法实现的[10]。
优势:超声波辅助技术改善微观结构和机械性能,机器学习控制系统提高过程稳定性,能够实现原位合金化和功能梯度材料,适合高性能应用研究。劣势:技术仍处于研究阶段,尚未完全商业化,设备复杂度高,操作要求专业知识,工艺窗口较窄需要精确控制参数。
Critical Patents and Innovations in DED Technology
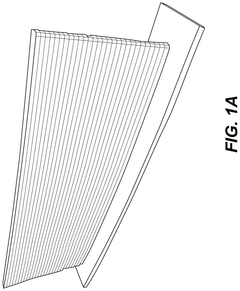
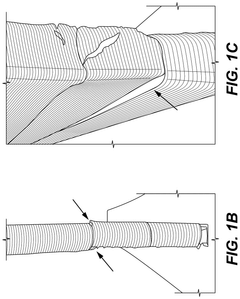
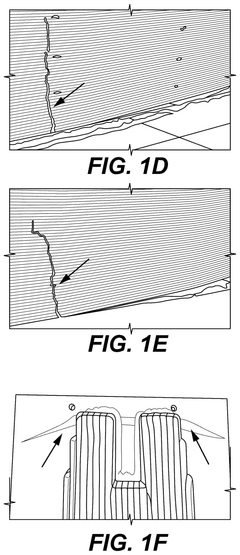
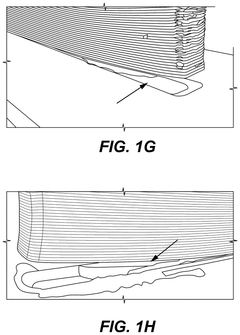
Distortion mitigation in directed energy deposition
PatentPendingUS20250065404A1
Innovation
- The use of a mount system and pin support system that pre-bends and pre-heats the substrate, combined with controlled heat transfer and an inert atmosphere, to minimize residual stress and distortion during DED manufacturing.
Material Compatibility and Process Parameters
Material compatibility represents a critical factor when comparing Directed Energy Deposition (DED) with traditional manufacturing methods. DED demonstrates exceptional versatility in processing various metallic materials, including titanium alloys, nickel-based superalloys, stainless steels, and cobalt-chrome alloys. This adaptability surpasses many conventional methods that often require specific tooling or process adjustments for different material types. Furthermore, DED enables the creation of functionally graded materials and multi-material components—a capability largely unattainable through traditional manufacturing approaches.
Process parameters in DED significantly influence the final product quality and require precise control compared to conventional methods. Laser power, powder feed rate, scanning speed, and layer thickness must be meticulously calibrated to achieve optimal results. These parameters directly affect microstructure development, mechanical properties, and residual stress distribution in the fabricated components. The relationship between these parameters exhibits greater complexity in DED than in traditional subtractive manufacturing, where cutting speed and depth primarily determine outcomes.
Material utilization efficiency represents another distinctive advantage of DED over traditional methods. While conventional machining processes can waste up to 90% of raw materials as chips or swarf, DED typically achieves material utilization rates exceeding 90%. This efficiency stems from the additive nature of the process, where material is deposited only where needed, substantially reducing waste generation and associated costs.
The thermal history during processing creates notable differences between DED and traditional methods. DED involves rapid heating and cooling cycles that produce unique microstructures often characterized by fine grains and metastable phases. These thermal conditions can enhance mechanical properties but may also introduce challenges such as thermal stress accumulation. Traditional methods generally involve more uniform and predictable thermal conditions, resulting in more homogeneous microstructures.
Post-processing requirements also differ significantly between DED and conventional manufacturing. DED-produced components frequently require heat treatment to relieve residual stresses and homogenize microstructures. Surface finishing operations are typically necessary to address the characteristic surface roughness of DED parts. Traditional methods often require less extensive post-processing, particularly regarding stress relief, though they may necessitate more complex fixturing and multi-stage processing to achieve complex geometries.
Process parameters in DED significantly influence the final product quality and require precise control compared to conventional methods. Laser power, powder feed rate, scanning speed, and layer thickness must be meticulously calibrated to achieve optimal results. These parameters directly affect microstructure development, mechanical properties, and residual stress distribution in the fabricated components. The relationship between these parameters exhibits greater complexity in DED than in traditional subtractive manufacturing, where cutting speed and depth primarily determine outcomes.
Material utilization efficiency represents another distinctive advantage of DED over traditional methods. While conventional machining processes can waste up to 90% of raw materials as chips or swarf, DED typically achieves material utilization rates exceeding 90%. This efficiency stems from the additive nature of the process, where material is deposited only where needed, substantially reducing waste generation and associated costs.
The thermal history during processing creates notable differences between DED and traditional methods. DED involves rapid heating and cooling cycles that produce unique microstructures often characterized by fine grains and metastable phases. These thermal conditions can enhance mechanical properties but may also introduce challenges such as thermal stress accumulation. Traditional methods generally involve more uniform and predictable thermal conditions, resulting in more homogeneous microstructures.
Post-processing requirements also differ significantly between DED and conventional manufacturing. DED-produced components frequently require heat treatment to relieve residual stresses and homogenize microstructures. Surface finishing operations are typically necessary to address the characteristic surface roughness of DED parts. Traditional methods often require less extensive post-processing, particularly regarding stress relief, though they may necessitate more complex fixturing and multi-stage processing to achieve complex geometries.
Sustainability and Economic Impact Assessment
The sustainability and economic impact of Directed Energy Deposition (DED) compared to traditional manufacturing methods represents a critical consideration for industrial adoption. DED technologies demonstrate significant environmental advantages through material efficiency, with powder utilization rates typically exceeding 90% compared to 5-20% for many traditional subtractive methods. This dramatic reduction in material waste translates directly to reduced resource consumption and lower environmental footprint across the supply chain.
Energy consumption analysis reveals a nuanced picture. While DED processes require substantial power during operation (typically 2-10 kW), the elimination of multiple manufacturing steps and reduced material processing can result in net energy savings of 30-60% for complex components. Traditional methods often require energy-intensive casting, forging, and extensive machining operations that compound energy requirements throughout the production lifecycle.
Carbon footprint assessments indicate DED can reduce emissions by 25-45% compared to conventional manufacturing, particularly for components requiring extensive material removal. This advantage becomes more pronounced when considering the entire product lifecycle, including reduced transportation needs due to localized production capabilities and on-demand manufacturing potential.
From an economic perspective, DED presents a compelling value proposition despite higher initial capital investment requirements. Equipment costs for industrial DED systems range from $500,000 to $2 million, significantly exceeding traditional CNC equipment. However, total cost of ownership analysis reveals competitive advantages for specific applications.
The economic benefits manifest primarily in three areas: reduced material costs through minimal waste generation, decreased labor requirements through process consolidation, and enhanced supply chain resilience through on-demand manufacturing capabilities. For high-value components in aerospace and medical industries, cost reductions of 15-40% have been documented when transitioning appropriate components to DED manufacturing.
Long-term economic impact extends beyond direct production costs. DED enables design optimization previously impossible with traditional methods, potentially reducing component weight by 25-50% in critical applications. These weight reductions cascade into operational cost savings, particularly in transportation applications where each kilogram reduced translates to substantial lifetime fuel savings.
The sustainability-economic relationship creates a positive feedback loop, where environmental benefits often align with long-term economic advantages, particularly as regulatory frameworks increasingly incorporate carbon pricing and environmental compliance requirements into business operations.
Energy consumption analysis reveals a nuanced picture. While DED processes require substantial power during operation (typically 2-10 kW), the elimination of multiple manufacturing steps and reduced material processing can result in net energy savings of 30-60% for complex components. Traditional methods often require energy-intensive casting, forging, and extensive machining operations that compound energy requirements throughout the production lifecycle.
Carbon footprint assessments indicate DED can reduce emissions by 25-45% compared to conventional manufacturing, particularly for components requiring extensive material removal. This advantage becomes more pronounced when considering the entire product lifecycle, including reduced transportation needs due to localized production capabilities and on-demand manufacturing potential.
From an economic perspective, DED presents a compelling value proposition despite higher initial capital investment requirements. Equipment costs for industrial DED systems range from $500,000 to $2 million, significantly exceeding traditional CNC equipment. However, total cost of ownership analysis reveals competitive advantages for specific applications.
The economic benefits manifest primarily in three areas: reduced material costs through minimal waste generation, decreased labor requirements through process consolidation, and enhanced supply chain resilience through on-demand manufacturing capabilities. For high-value components in aerospace and medical industries, cost reductions of 15-40% have been documented when transitioning appropriate components to DED manufacturing.
Long-term economic impact extends beyond direct production costs. DED enables design optimization previously impossible with traditional methods, potentially reducing component weight by 25-50% in critical applications. These weight reductions cascade into operational cost savings, particularly in transportation applications where each kilogram reduced translates to substantial lifetime fuel savings.
The sustainability-economic relationship creates a positive feedback loop, where environmental benefits often align with long-term economic advantages, particularly as regulatory frameworks increasingly incorporate carbon pricing and environmental compliance requirements into business operations.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!