

Normal four-roller hot strip steel continuous rolling mill strip steel edge thickening integrated controlling method
A technology of strip edge and comprehensive control, applied in contour control and other directions, can solve problems such as lack of effective control means, and achieve the effect of improving overall quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0030] The method for comprehensively controlling the thickening of strip edge of common four-high hot strip continuous rolling mill of the present invention comprises the following steps:
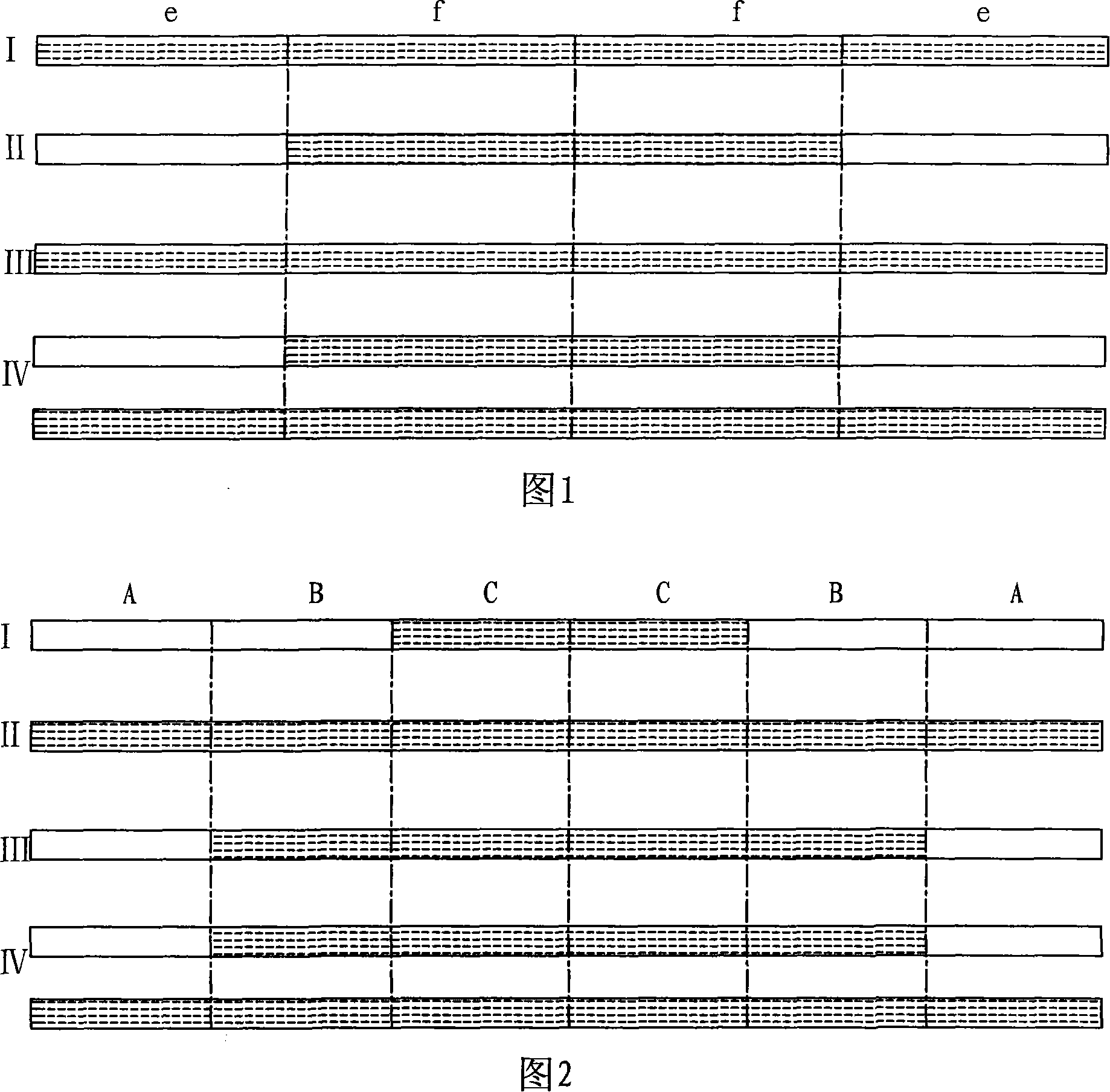
[0031] a. The cooling method of the work rolls of the finishing rolling unit adopts a three-stage cooling method with different water volumes in the three-stage cooling sections A, B, and C, and measures the lateral distribution of the temperature of the work rolls after the work rolls are off the machine;
[0032] b. Control the rolling gap time between 25 and 65 seconds;
[0033] c. Measure the wear curve of the work roll after it is off the machine;
[0034] d. According to the lateral temperature distribution of the work rolls measured in step a and the wear curve of the work rolls measured in step c, under the premise of ensuring the flatness of the strip and the convexity of the plate, consider the 40~ For the control of local thickening at the position around 60mm, the off-line mod...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More