A hot stamping forming method for quickly and efficiently realizing the performance gradient distribution of high-strength steel parts
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology of hot stamping and gradient distribution, applied to forming tools, vehicle parts, manufacturing tools, etc., to save time, save energy, and avoid energy dissipation
Inactive Publication Date: 2019-05-17
JILIN UNIV
View PDF9 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0010] The present invention designs and develops a hot stamping forming method that quickly and efficiently realizes the performance gradient distribution of high-strength steel parts. The problem of hot stamping integrated forming by transferring the sheet material
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0079] Partition cooling hot stamping forming method
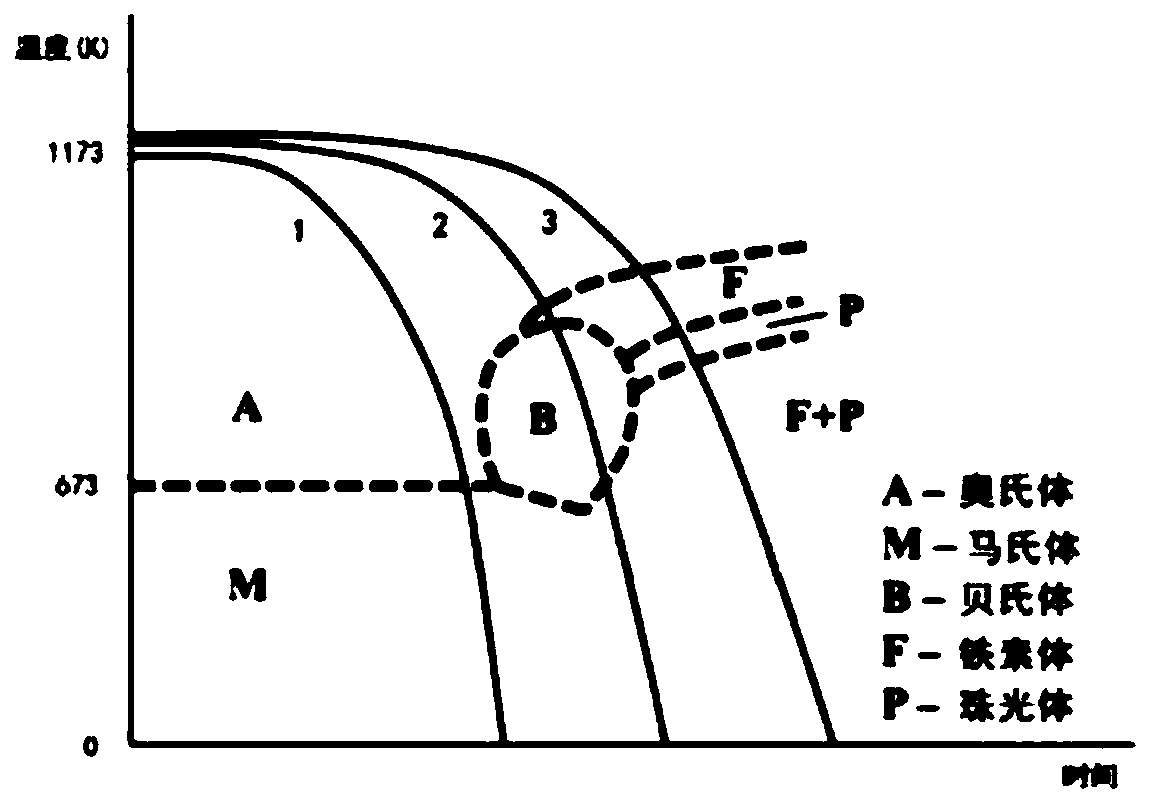
[0080] like Figure 22 As shown, the zoned cooling method is used to realize the situation that the front region (A region) of the thermoformed part is a martensitic phase, and the rear region (B region) is a mixed phase of ferrite and pearlite. A high-strength steel sheet 600 with a size of 1200mm×600mm×1.5mm and a material of 22MnB5 is used as the operation object, and is divided into two areas in the length direction.
[0081] Proceed as follows:
[0082] 1. Use a cutting machine to cut a piece of high-strength steel sheet 600 with a size of 1200mm×600mm×1.5mm and a material of 22MnB5.
[0083] 2. The control system in the upper mold base 100 controls the upper mold mechanism to drive the upper fixed plate 120 and the upper six mold blocks (front mold blocks 510a, 510b, 510c, rear mold blocks 520a, 520b, 520c) to The front moves to the maximum position at a speed of 0.2m / s and stops.
[0084] 3. Place and position t...
Embodiment 2
[0092] Partition heating hot stamping forming method
[0093] like Figure 22 As shown, the front region (A region) of the thermoformed part is a martensitic phase, and the rear region (B region) is a mixed phase of ferrite and pearlite by using a zoned heating method. A high-strength steel sheet 600 with a size of 1200mm×600mm×1.5mm and a material of 22MnB5 is used as the operation object, and is divided into two areas in the length direction.
[0094] Proceed as follows:
[0095] 1. Use a cutting machine to cut a piece of high-strength steel sheet 600 with a size of 1200mm×600mm×1.5mm and a material of 22MnB5.
[0096] 2. The internal control system of the upper mold base 1 controls the upper mold mechanism to drive the upper fixed plate 120 and the upper six mold blocks (the front mold blocks 510a, 510b, 510c, and the rear mold blocks 520a, 520b, 520c) to The front moves to the maximum position at a speed of 0.2m / s and stops.
[0097] 3. Place and position the cut high-...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
yield strength
aaaaa
aaaaa
Login to View More
Abstract
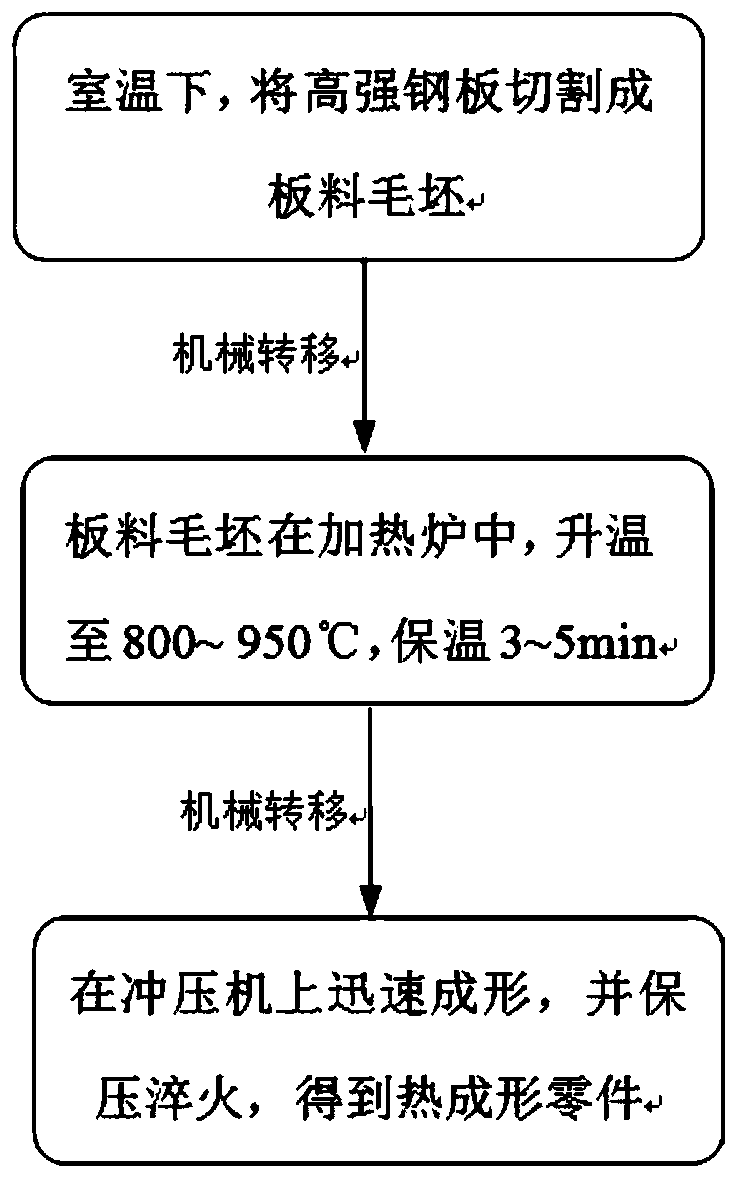
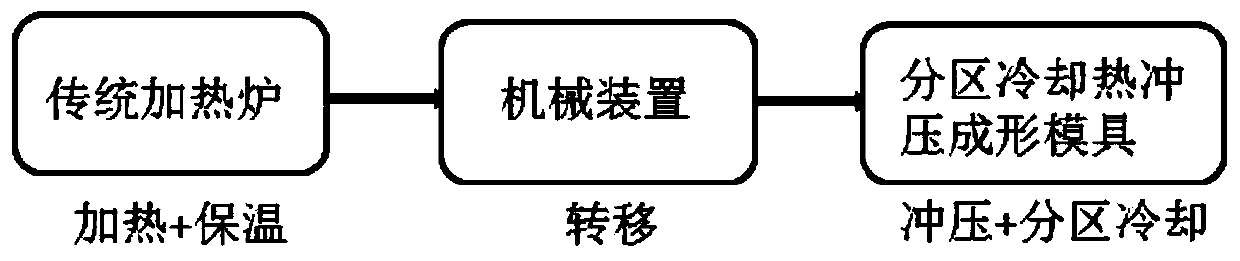
The invention discloses a thermal-stamping formation method for rapidly and efficiently realizing performance gradient distribution of a high-strength steel part. The thermal-stamping formation methodcomprises the following steps: step (1) placing a plate material on the upper surface of a lower mold block of a thermal-stamping forming device; step (2) providing current for induction coils whichare separately arranged inside heating holes of an upper mold block and the lower mold block, and controlling the heating temperature of a front region and a rear region of each of the upper mold block and the lower mold block according to performance gradient distribution requirements of a thermally formed part; step (3) controlling the upper mold block to move upwards to a maximum position so that the upper mold block forms a convex die of a thermal stamping device, and controlling the lower mold block to move downwards to the maximum position so that the lower mold block forms a concave dieof the thermal stamping device; step (4) controlling the upper mold block to rapidly move downwards to realize stamping formation; and step (5) charging cooling water channels of the upper mold blockand the lower mold block with cooling water to finally obtain a high-strength steel thermally-formed part which satisfies the performance gradient distribution requirements.
Description
technical field [0001] The invention relates to the field of high-strength steel hot stamping forming, in particular to a hot stamping forming method for quickly and efficiently realizing the performance gradient distribution of high-strength steel parts. Background technique [0002] With the improvement of energy saving and emission reduction requirements, the lightweight design of the body has been paid more and more attention by the automobile industry. There are two main ways to realize the weight reduction of the car body: one is to reduce the weight of the structure, that is, to optimize the structure by combining finite element technology and optimization design method to improve the structure of the parts or reduce the number; the other is to reduce the weight of the material, that is, to use high Manufacture body structural parts with high-performance or lightweight materials, such as: high-strength steel, aluminum alloy, magnesium alloy, carbon fiber and other mat...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More