The Role of Vacuum Pumps in Advanced Polymer Blends
JUL 21, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Vacuum Pump Tech Evolution and Objectives
Vacuum pumps have played a pivotal role in the development of advanced polymer blends, with their evolution closely intertwined with the progress in materials science. The journey of vacuum pump technology in this field began in the mid-20th century, coinciding with the rapid growth of the plastics industry. Initially, basic mechanical pumps were employed to remove air and volatile compounds during polymer processing, primarily to prevent oxidation and degradation.
As polymer science advanced, the demand for more sophisticated vacuum systems grew. The 1970s and 1980s saw the introduction of rotary vane pumps and diffusion pumps, which offered improved vacuum levels and greater efficiency. These advancements enabled the production of higher-quality polymer blends with enhanced properties, such as improved tensile strength and thermal stability.
The 1990s marked a significant leap forward with the widespread adoption of turbomolecular pumps in polymer research and production. These high-speed pumps could achieve much lower pressures, allowing for the creation of ultra-pure polymer blends and the exploration of novel composite materials. This era also saw the integration of vacuum technology with other processing techniques, such as extrusion and injection molding, leading to more uniform and consistent polymer products.
In the early 2000s, the focus shifted towards energy efficiency and environmental considerations. Dry pumps, which operate without oil, gained popularity due to their reduced maintenance requirements and cleaner operation. This aligned well with the growing emphasis on sustainable manufacturing practices in the polymer industry.
The current technological landscape is characterized by smart, connected vacuum systems that offer precise control and real-time monitoring. These systems integrate seamlessly with Industry 4.0 principles, allowing for data-driven optimization of polymer blending processes. Advanced sensors and predictive maintenance algorithms have significantly improved the reliability and uptime of vacuum equipment in polymer production facilities.
Looking ahead, the objectives for vacuum pump technology in advanced polymer blends are multifaceted. There is a push towards even higher vacuum levels to enable the development of next-generation polymers with extraordinary properties. Researchers are exploring the use of vacuum in creating nanocomposites and biomimetic materials, which require exceptionally clean and controlled environments.
Another key goal is to further reduce the energy consumption of vacuum systems while increasing their capacity to handle larger volumes of materials. This aligns with the broader industry trend towards more sustainable and cost-effective manufacturing processes. Additionally, there is a growing interest in developing specialized vacuum solutions for emerging polymer technologies, such as 3D printing of high-performance plastics and the processing of recyclable and biodegradable polymers.
As polymer science advanced, the demand for more sophisticated vacuum systems grew. The 1970s and 1980s saw the introduction of rotary vane pumps and diffusion pumps, which offered improved vacuum levels and greater efficiency. These advancements enabled the production of higher-quality polymer blends with enhanced properties, such as improved tensile strength and thermal stability.
The 1990s marked a significant leap forward with the widespread adoption of turbomolecular pumps in polymer research and production. These high-speed pumps could achieve much lower pressures, allowing for the creation of ultra-pure polymer blends and the exploration of novel composite materials. This era also saw the integration of vacuum technology with other processing techniques, such as extrusion and injection molding, leading to more uniform and consistent polymer products.
In the early 2000s, the focus shifted towards energy efficiency and environmental considerations. Dry pumps, which operate without oil, gained popularity due to their reduced maintenance requirements and cleaner operation. This aligned well with the growing emphasis on sustainable manufacturing practices in the polymer industry.
The current technological landscape is characterized by smart, connected vacuum systems that offer precise control and real-time monitoring. These systems integrate seamlessly with Industry 4.0 principles, allowing for data-driven optimization of polymer blending processes. Advanced sensors and predictive maintenance algorithms have significantly improved the reliability and uptime of vacuum equipment in polymer production facilities.
Looking ahead, the objectives for vacuum pump technology in advanced polymer blends are multifaceted. There is a push towards even higher vacuum levels to enable the development of next-generation polymers with extraordinary properties. Researchers are exploring the use of vacuum in creating nanocomposites and biomimetic materials, which require exceptionally clean and controlled environments.
Another key goal is to further reduce the energy consumption of vacuum systems while increasing their capacity to handle larger volumes of materials. This aligns with the broader industry trend towards more sustainable and cost-effective manufacturing processes. Additionally, there is a growing interest in developing specialized vacuum solutions for emerging polymer technologies, such as 3D printing of high-performance plastics and the processing of recyclable and biodegradable polymers.
Polymer Blend Market Demand Analysis
The polymer blend market has witnessed significant growth in recent years, driven by the increasing demand for advanced materials with enhanced properties across various industries. The global polymer blend market size was valued at approximately $3.5 billion in 2020 and is projected to reach $5.8 billion by 2026, growing at a CAGR of 8.7% during the forecast period.
The automotive sector remains a key driver for polymer blend demand, as manufacturers seek lightweight materials to improve fuel efficiency and reduce emissions. Advanced polymer blends offer superior strength-to-weight ratios, impact resistance, and thermal stability, making them ideal for automotive components such as bumpers, interior panels, and under-the-hood applications.
The packaging industry is another major consumer of polymer blends, particularly in food and beverage packaging. The demand for high-performance barrier materials that extend shelf life and maintain product quality has led to increased adoption of polymer blends. Additionally, the growing emphasis on sustainable packaging solutions has spurred interest in biodegradable and recyclable polymer blends.
In the electronics sector, the miniaturization trend and need for heat-resistant materials have boosted the demand for specialized polymer blends. These materials are used in the production of connectors, housings, and other components for smartphones, laptops, and other electronic devices.
The construction industry has also shown a rising demand for polymer blends, particularly in applications such as pipes, fittings, and insulation materials. The superior chemical resistance, durability, and thermal properties of advanced polymer blends make them attractive alternatives to traditional construction materials.
Geographically, Asia-Pacific dominates the polymer blend market, accounting for over 40% of the global market share. This is primarily due to the rapid industrialization, growing automotive and electronics manufacturing sectors, and increasing infrastructure development in countries like China and India.
The role of vacuum pumps in advanced polymer blends production is becoming increasingly critical. Vacuum technology is essential in the extrusion and compounding processes, where it helps remove volatile compounds, moisture, and air bubbles from the polymer melt. This results in higher quality blends with improved mechanical properties and reduced defects.
As the demand for more sophisticated and high-performance polymer blends continues to grow, the market for specialized vacuum pumps is expected to expand in parallel. Manufacturers are increasingly investing in advanced vacuum systems to enhance their production capabilities and meet the stringent quality requirements of end-users across various industries.
The automotive sector remains a key driver for polymer blend demand, as manufacturers seek lightweight materials to improve fuel efficiency and reduce emissions. Advanced polymer blends offer superior strength-to-weight ratios, impact resistance, and thermal stability, making them ideal for automotive components such as bumpers, interior panels, and under-the-hood applications.
The packaging industry is another major consumer of polymer blends, particularly in food and beverage packaging. The demand for high-performance barrier materials that extend shelf life and maintain product quality has led to increased adoption of polymer blends. Additionally, the growing emphasis on sustainable packaging solutions has spurred interest in biodegradable and recyclable polymer blends.
In the electronics sector, the miniaturization trend and need for heat-resistant materials have boosted the demand for specialized polymer blends. These materials are used in the production of connectors, housings, and other components for smartphones, laptops, and other electronic devices.
The construction industry has also shown a rising demand for polymer blends, particularly in applications such as pipes, fittings, and insulation materials. The superior chemical resistance, durability, and thermal properties of advanced polymer blends make them attractive alternatives to traditional construction materials.
Geographically, Asia-Pacific dominates the polymer blend market, accounting for over 40% of the global market share. This is primarily due to the rapid industrialization, growing automotive and electronics manufacturing sectors, and increasing infrastructure development in countries like China and India.
The role of vacuum pumps in advanced polymer blends production is becoming increasingly critical. Vacuum technology is essential in the extrusion and compounding processes, where it helps remove volatile compounds, moisture, and air bubbles from the polymer melt. This results in higher quality blends with improved mechanical properties and reduced defects.
As the demand for more sophisticated and high-performance polymer blends continues to grow, the market for specialized vacuum pumps is expected to expand in parallel. Manufacturers are increasingly investing in advanced vacuum systems to enhance their production capabilities and meet the stringent quality requirements of end-users across various industries.
Vacuum Pump Challenges in Polymer Processing
Vacuum pumps play a critical role in polymer processing, particularly in the production of advanced polymer blends. However, their application in this field presents several significant challenges that need to be addressed to optimize performance and efficiency.
One of the primary challenges is maintaining consistent vacuum levels throughout the polymer processing cycle. Fluctuations in vacuum can lead to inconsistencies in the final product, affecting its quality and properties. This is particularly problematic when dealing with high-performance polymers that require precise control over processing conditions. The challenge lies in developing vacuum pump systems that can rapidly respond to changes in pressure and maintain stability even under varying load conditions.
Another major hurdle is the handling of volatile organic compounds (VOCs) and other byproducts released during polymer processing. These substances can contaminate the vacuum system, leading to reduced efficiency and potential damage to pump components. Designing vacuum pumps that can effectively manage these contaminants without compromising performance is a significant technical challenge. This often requires the integration of advanced filtration systems and the use of corrosion-resistant materials in pump construction.
The energy efficiency of vacuum pumps in polymer processing is also a pressing concern. As the industry moves towards more sustainable practices, there is a growing need for vacuum systems that can deliver high performance while minimizing energy consumption. This challenge is compounded by the fact that polymer processing often requires prolonged periods of operation, making energy efficiency a critical factor in overall production costs.
Scalability presents another challenge in vacuum pump design for polymer processing. As manufacturers seek to increase production volumes, vacuum systems must be able to handle larger capacities without sacrificing performance or reliability. This often necessitates the development of modular vacuum solutions that can be easily scaled up or down to meet changing production demands.
The integration of vacuum pumps with other polymer processing equipment poses additional challenges. Ensuring seamless communication and coordination between vacuum systems and other components of the production line is crucial for optimizing overall process efficiency. This requires the development of sophisticated control systems and interfaces that can adapt to various processing parameters and equipment configurations.
Lastly, the maintenance and serviceability of vacuum pumps in polymer processing environments present unique challenges. The harsh operating conditions and potential exposure to aggressive chemicals necessitate robust design and materials selection. Developing pumps that are easy to maintain and service, while still meeting the demanding requirements of polymer processing, is an ongoing challenge for manufacturers in this field.
One of the primary challenges is maintaining consistent vacuum levels throughout the polymer processing cycle. Fluctuations in vacuum can lead to inconsistencies in the final product, affecting its quality and properties. This is particularly problematic when dealing with high-performance polymers that require precise control over processing conditions. The challenge lies in developing vacuum pump systems that can rapidly respond to changes in pressure and maintain stability even under varying load conditions.
Another major hurdle is the handling of volatile organic compounds (VOCs) and other byproducts released during polymer processing. These substances can contaminate the vacuum system, leading to reduced efficiency and potential damage to pump components. Designing vacuum pumps that can effectively manage these contaminants without compromising performance is a significant technical challenge. This often requires the integration of advanced filtration systems and the use of corrosion-resistant materials in pump construction.
The energy efficiency of vacuum pumps in polymer processing is also a pressing concern. As the industry moves towards more sustainable practices, there is a growing need for vacuum systems that can deliver high performance while minimizing energy consumption. This challenge is compounded by the fact that polymer processing often requires prolonged periods of operation, making energy efficiency a critical factor in overall production costs.
Scalability presents another challenge in vacuum pump design for polymer processing. As manufacturers seek to increase production volumes, vacuum systems must be able to handle larger capacities without sacrificing performance or reliability. This often necessitates the development of modular vacuum solutions that can be easily scaled up or down to meet changing production demands.
The integration of vacuum pumps with other polymer processing equipment poses additional challenges. Ensuring seamless communication and coordination between vacuum systems and other components of the production line is crucial for optimizing overall process efficiency. This requires the development of sophisticated control systems and interfaces that can adapt to various processing parameters and equipment configurations.
Lastly, the maintenance and serviceability of vacuum pumps in polymer processing environments present unique challenges. The harsh operating conditions and potential exposure to aggressive chemicals necessitate robust design and materials selection. Developing pumps that are easy to maintain and service, while still meeting the demanding requirements of polymer processing, is an ongoing challenge for manufacturers in this field.
Current Vacuum Solutions for Polymer Blending
01 Improvements in vacuum pump design
Various advancements in vacuum pump design have been made to enhance efficiency and performance. These improvements include modifications to pump components, optimized fluid flow paths, and innovative sealing mechanisms. Such enhancements contribute to increased pumping capacity, reduced energy consumption, and improved reliability in vacuum systems.- Rotary vacuum pump designs: Various designs of rotary vacuum pumps have been developed to improve efficiency and performance. These include innovations in rotor configurations, sealing mechanisms, and chamber designs to enhance suction and reduce friction. Some designs focus on compact arrangements for specific applications, while others aim to increase durability and reduce maintenance requirements.
- Vacuum pump control systems: Advanced control systems for vacuum pumps have been implemented to optimize performance and energy efficiency. These systems may include sensors, electronic controllers, and variable speed drives to adjust pump operation based on demand. Some designs incorporate intelligent algorithms for predictive maintenance and automatic adjustment of pump parameters.
- Specialized vacuum pumps for semiconductor manufacturing: Vacuum pumps tailored for semiconductor manufacturing processes have been developed to meet the stringent requirements of this industry. These pumps often feature high cleanliness standards, precise pressure control, and compatibility with corrosive gases. Some designs focus on reducing particle generation and contamination risks in cleanroom environments.
- Multi-stage vacuum pump systems: Multi-stage vacuum pump systems have been designed to achieve higher vacuum levels and improved pumping speeds. These systems often combine different types of pumps, such as rotary vane pumps and turbomolecular pumps, to cover a wide range of pressure regimes. Some designs focus on optimizing the transition between stages and reducing overall system size.
- Oil-free vacuum pump technologies: Oil-free vacuum pump technologies have been developed to eliminate the risk of oil contamination in sensitive applications. These pumps use various mechanisms, such as scroll compressors, diaphragm systems, or magnetic bearings, to achieve vacuum without lubricating oils. Some designs focus on improving the reliability and longevity of oil-free pumps for industrial applications.
02 Specialized vacuum pumps for specific applications
Vacuum pumps have been developed for specific industrial and scientific applications. These specialized pumps are designed to meet unique requirements such as high vacuum levels, corrosive gas handling, or clean room compatibility. Custom features and materials are incorporated to ensure optimal performance in diverse operating conditions.Expand Specific Solutions03 Integration of vacuum pumps in semiconductor manufacturing
Vacuum pumps play a crucial role in semiconductor manufacturing processes. Innovations in this field focus on integrating vacuum pumps into complex fabrication systems, ensuring contamination-free environments, and maintaining precise pressure control. These advancements contribute to improved yield and quality in semiconductor production.Expand Specific Solutions04 Energy-efficient vacuum pump technologies
Efforts have been made to develop energy-efficient vacuum pump technologies. These innovations include the use of advanced motor designs, intelligent control systems, and heat recovery mechanisms. Such improvements result in reduced power consumption, lower operating costs, and minimized environmental impact in various industrial applications.Expand Specific Solutions05 Vacuum pump maintenance and monitoring systems
Advanced maintenance and monitoring systems have been developed for vacuum pumps to ensure optimal performance and longevity. These systems incorporate sensors, diagnostic tools, and predictive maintenance algorithms to detect potential issues, schedule maintenance activities, and minimize downtime in industrial processes relying on vacuum technology.Expand Specific Solutions
Key Vacuum Pump Manufacturers and Suppliers
The vacuum pump industry for advanced polymer blends is in a mature growth phase, with a significant market size driven by increasing demand in semiconductor, display, and solar cell manufacturing. The technology has reached a high level of maturity, as evidenced by the presence of established players like Edwards Ltd. and Edwards Vacuum LLC, who offer integrated solutions and advanced systems. Companies such as Pfeiffer Vacuum GmbH and Agilent Technologies, Inc. contribute to the competitive landscape with their specialized vacuum components and analytical instruments. The market is characterized by ongoing innovation, with firms like Eastman Chemical Co. and Dow Global Technologies LLC pushing the boundaries of polymer technology, potentially influencing future vacuum pump applications in this field.
Edwards Ltd.
Technical Solution: Edwards Ltd. has developed advanced vacuum pump technologies specifically tailored for polymer blend processing. Their innovative GXS dry screw vacuum pump series offers high performance in demanding polymer applications. These pumps utilize a unique screw mechanism that provides consistent vacuum levels even when handling condensable vapors and fine particulates common in polymer processing[1]. The pumps are designed with a variable pitch screw that optimizes compression and reduces power consumption. Additionally, Edwards has implemented intelligent control systems that allow for precise vacuum regulation, critical for achieving uniform polymer blend properties[2]. Their pumps also feature advanced sealing technologies to prevent contamination and maintain process purity, which is essential for high-quality polymer blends[3].
Strengths: Specialized design for polymer applications, energy efficiency, and precise vacuum control. Weaknesses: May have higher initial costs compared to general-purpose pumps.
Dow Global Technologies LLC
Technical Solution: Dow Global Technologies has integrated advanced vacuum pump technologies into their polymer blend processing systems. They have developed a proprietary vacuum-assisted extrusion technology that utilizes high-performance vacuum pumps to remove volatiles and trapped gases from polymer melts, resulting in improved blend homogeneity and reduced defects[7]. Dow's system incorporates specially designed vacuum chambers with optimized geometry to enhance degassing efficiency. The company has also implemented adaptive vacuum control algorithms that adjust pump performance based on real-time melt viscosity and composition data, ensuring consistent blend quality across different formulations[8]. Additionally, Dow has pioneered the use of hybrid pump systems that combine mechanical and diffusion pumps to achieve ultra-low pressures for specialty polymer applications[9].
Strengths: Integrated systems approach, adaptive control, and expertise in polymer chemistry. Weaknesses: Solutions may be less flexible for non-Dow polymer systems.
Innovative Vacuum Pump Designs for Polymers
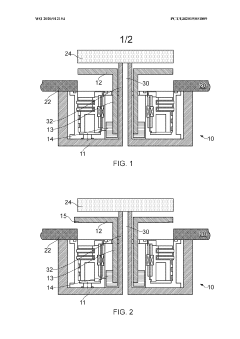
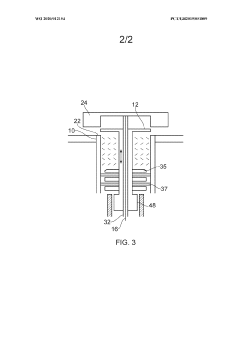
Vacuum pump with through channel and vacuum chamber
PatentWO2020012154A1
Innovation
- A vacuum pump design featuring a rotor, stator, and a controllable valve plate with an axial passage for central substrate mounting and power connections, allowing for uniform gas flow and fast pressure control, along with the option of magnetic levitation for rotor positioning and actuator-controlled axial movement of the valve plate to optimize inlet conductance.
Environmental Impact of Vacuum-Assisted Blending
The environmental impact of vacuum-assisted blending in advanced polymer production is a critical consideration for sustainable manufacturing practices. This process, while offering significant advantages in terms of product quality and efficiency, also presents several environmental challenges that must be addressed.
Vacuum-assisted blending relies heavily on the use of vacuum pumps, which consume substantial amounts of energy. The energy consumption of these pumps contributes to the overall carbon footprint of the manufacturing process. As the demand for advanced polymer blends increases, the cumulative energy usage and associated greenhouse gas emissions become more significant. This necessitates the development and implementation of more energy-efficient vacuum pump technologies to mitigate the environmental impact.
Another environmental concern is the potential release of volatile organic compounds (VOCs) during the blending process. While vacuum-assisted blending can help reduce VOC emissions compared to open-air mixing, there is still a risk of fugitive emissions. These emissions can contribute to air pollution and pose health risks to workers and surrounding communities. Proper containment systems and emission control technologies are essential to minimize the release of harmful substances into the environment.
Water usage is another factor to consider in the environmental impact assessment of vacuum-assisted blending. Some polymer blending processes require cooling systems that utilize water, potentially leading to increased water consumption and the generation of wastewater. Implementing closed-loop cooling systems and water recycling technologies can help reduce the overall water footprint of the manufacturing process.
The disposal of waste materials generated during vacuum-assisted blending also presents environmental challenges. Residual polymers, additives, and other chemicals used in the process may require special handling and disposal methods to prevent soil and water contamination. Developing more efficient blending techniques that minimize waste generation and implementing effective recycling programs for polymer waste can help address this issue.
On the positive side, vacuum-assisted blending can contribute to environmental sustainability by enabling the production of high-performance polymer blends with improved durability and longevity. These advanced materials can lead to the development of more efficient and longer-lasting products, potentially reducing overall material consumption and waste generation in various industries.
Furthermore, the precise control offered by vacuum-assisted blending can result in more consistent product quality, reducing the occurrence of defective batches and associated material waste. This efficiency can indirectly contribute to resource conservation and reduced environmental impact throughout the product lifecycle.
In conclusion, while vacuum-assisted blending in advanced polymer production offers numerous benefits, it is crucial to address its environmental impacts through technological innovations, process optimizations, and sustainable practices. Balancing the advantages of this technology with environmental considerations will be key to ensuring its long-term viability and acceptance in an increasingly eco-conscious manufacturing landscape.
Vacuum-assisted blending relies heavily on the use of vacuum pumps, which consume substantial amounts of energy. The energy consumption of these pumps contributes to the overall carbon footprint of the manufacturing process. As the demand for advanced polymer blends increases, the cumulative energy usage and associated greenhouse gas emissions become more significant. This necessitates the development and implementation of more energy-efficient vacuum pump technologies to mitigate the environmental impact.
Another environmental concern is the potential release of volatile organic compounds (VOCs) during the blending process. While vacuum-assisted blending can help reduce VOC emissions compared to open-air mixing, there is still a risk of fugitive emissions. These emissions can contribute to air pollution and pose health risks to workers and surrounding communities. Proper containment systems and emission control technologies are essential to minimize the release of harmful substances into the environment.
Water usage is another factor to consider in the environmental impact assessment of vacuum-assisted blending. Some polymer blending processes require cooling systems that utilize water, potentially leading to increased water consumption and the generation of wastewater. Implementing closed-loop cooling systems and water recycling technologies can help reduce the overall water footprint of the manufacturing process.
The disposal of waste materials generated during vacuum-assisted blending also presents environmental challenges. Residual polymers, additives, and other chemicals used in the process may require special handling and disposal methods to prevent soil and water contamination. Developing more efficient blending techniques that minimize waste generation and implementing effective recycling programs for polymer waste can help address this issue.
On the positive side, vacuum-assisted blending can contribute to environmental sustainability by enabling the production of high-performance polymer blends with improved durability and longevity. These advanced materials can lead to the development of more efficient and longer-lasting products, potentially reducing overall material consumption and waste generation in various industries.
Furthermore, the precise control offered by vacuum-assisted blending can result in more consistent product quality, reducing the occurrence of defective batches and associated material waste. This efficiency can indirectly contribute to resource conservation and reduced environmental impact throughout the product lifecycle.
In conclusion, while vacuum-assisted blending in advanced polymer production offers numerous benefits, it is crucial to address its environmental impacts through technological innovations, process optimizations, and sustainable practices. Balancing the advantages of this technology with environmental considerations will be key to ensuring its long-term viability and acceptance in an increasingly eco-conscious manufacturing landscape.
Vacuum Pump Maintenance and Efficiency
Vacuum pump maintenance and efficiency are critical aspects in the production of advanced polymer blends. Regular maintenance ensures optimal performance, extends equipment lifespan, and minimizes downtime, while efficiency improvements contribute to cost reduction and enhanced product quality. A comprehensive maintenance program typically includes routine inspections, cleaning, lubrication, and replacement of worn components.
Preventive maintenance is key to avoiding unexpected failures and maintaining consistent vacuum levels. This involves scheduled checks of seals, gaskets, and bearings, as well as monitoring oil levels and quality in oil-sealed pumps. For dry pumps, regular cleaning of internal surfaces prevents the accumulation of polymer residues that can impair performance. Implementing a predictive maintenance strategy using sensors and data analytics can help identify potential issues before they lead to failures, further improving reliability.
Efficiency in vacuum pump operation is crucial for energy conservation and process optimization. Modern vacuum pumps incorporate advanced control systems that adjust pump speed and power consumption based on the required vacuum level, significantly reducing energy usage. Variable frequency drives (VFDs) allow for precise control of pump speed, matching the pumping capacity to the process demands and avoiding unnecessary energy expenditure.
Heat recovery systems can be integrated to capture and utilize the waste heat generated by vacuum pumps, improving overall energy efficiency. In polymer blending applications, where temperature control is critical, this recovered heat can be redirected to other process stages, reducing the overall energy footprint of the production line.
Proper sizing and selection of vacuum pumps are essential for efficiency. Oversized pumps waste energy and may lead to process instabilities, while undersized pumps struggle to maintain the required vacuum levels. Advanced simulation tools and process modeling can help in selecting the most appropriate pump size and type for specific polymer blending applications.
Regular performance monitoring and benchmarking are vital for maintaining efficiency over time. This includes tracking key performance indicators such as power consumption, ultimate vacuum achieved, and pumping speed. By comparing these metrics against baseline data and industry standards, operators can identify opportunities for improvement and justify equipment upgrades when necessary.
In the context of advanced polymer blends, vacuum pump efficiency directly impacts product quality and consistency. Stable and precise vacuum control is essential for removing volatiles, preventing oxidation, and achieving desired material properties. Therefore, investing in high-efficiency pumps and implementing robust maintenance practices not only reduces operational costs but also contributes to superior product outcomes in the competitive field of advanced materials.
Preventive maintenance is key to avoiding unexpected failures and maintaining consistent vacuum levels. This involves scheduled checks of seals, gaskets, and bearings, as well as monitoring oil levels and quality in oil-sealed pumps. For dry pumps, regular cleaning of internal surfaces prevents the accumulation of polymer residues that can impair performance. Implementing a predictive maintenance strategy using sensors and data analytics can help identify potential issues before they lead to failures, further improving reliability.
Efficiency in vacuum pump operation is crucial for energy conservation and process optimization. Modern vacuum pumps incorporate advanced control systems that adjust pump speed and power consumption based on the required vacuum level, significantly reducing energy usage. Variable frequency drives (VFDs) allow for precise control of pump speed, matching the pumping capacity to the process demands and avoiding unnecessary energy expenditure.
Heat recovery systems can be integrated to capture and utilize the waste heat generated by vacuum pumps, improving overall energy efficiency. In polymer blending applications, where temperature control is critical, this recovered heat can be redirected to other process stages, reducing the overall energy footprint of the production line.
Proper sizing and selection of vacuum pumps are essential for efficiency. Oversized pumps waste energy and may lead to process instabilities, while undersized pumps struggle to maintain the required vacuum levels. Advanced simulation tools and process modeling can help in selecting the most appropriate pump size and type for specific polymer blending applications.
Regular performance monitoring and benchmarking are vital for maintaining efficiency over time. This includes tracking key performance indicators such as power consumption, ultimate vacuum achieved, and pumping speed. By comparing these metrics against baseline data and industry standards, operators can identify opportunities for improvement and justify equipment upgrades when necessary.
In the context of advanced polymer blends, vacuum pump efficiency directly impacts product quality and consistency. Stable and precise vacuum control is essential for removing volatiles, preventing oxidation, and achieving desired material properties. Therefore, investing in high-efficiency pumps and implementing robust maintenance practices not only reduces operational costs but also contributes to superior product outcomes in the competitive field of advanced materials.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!