The Role of Vacuum Pumps in High-Quality Microchip Manufacturing
JUL 21, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Vacuum Pump Evolution in Microchip Fabrication
The evolution of vacuum pumps in microchip fabrication has been a critical factor in the advancement of semiconductor technology. In the early days of microchip manufacturing, basic mechanical pumps were used to create low-pressure environments. These pumps, while effective for their time, had limitations in achieving the ultra-high vacuum levels required for modern chip production.
As the semiconductor industry progressed, the demand for higher vacuum levels and cleaner environments grew. This led to the development of more sophisticated vacuum pump technologies. In the 1970s and 1980s, turbomolecular pumps emerged as a significant improvement over traditional mechanical pumps. These pumps could achieve much higher vacuum levels and were less prone to contamination, making them ideal for the increasingly stringent requirements of chip fabrication.
The 1990s saw the introduction of dry pumps, which eliminated the need for oil in the pumping mechanism. This was a crucial development as it significantly reduced the risk of hydrocarbon contamination in the fabrication process. Dry pumps, combined with turbomolecular pumps, became the standard in many semiconductor manufacturing facilities.
As chip designs became more complex and feature sizes continued to shrink, the demands on vacuum technology intensified. The early 2000s witnessed the development of advanced cryogenic pumps and getter pumps. These technologies could achieve even higher vacuum levels and maintain cleaner environments, crucial for the production of high-performance microchips.
In recent years, the focus has shifted towards energy efficiency and environmental sustainability. Modern vacuum pump systems are designed to consume less power while maintaining high performance. Additionally, there has been a trend towards integrating smart technologies into vacuum systems, allowing for better monitoring, control, and predictive maintenance.
The latest developments in vacuum pump technology for microchip fabrication include the use of advanced materials and coatings to improve pump durability and reduce particle generation. There is also ongoing research into novel pumping mechanisms that could potentially achieve even higher vacuum levels with greater efficiency.
Throughout this evolution, the role of vacuum pumps in microchip manufacturing has remained fundamental. They have enabled the creation of increasingly complex and powerful chips by providing the ultra-clean, low-pressure environments necessary for precise fabrication processes. As the semiconductor industry continues to push the boundaries of chip technology, vacuum pump innovation remains a critical area of focus, driving the industry towards ever-higher levels of performance and efficiency.
As the semiconductor industry progressed, the demand for higher vacuum levels and cleaner environments grew. This led to the development of more sophisticated vacuum pump technologies. In the 1970s and 1980s, turbomolecular pumps emerged as a significant improvement over traditional mechanical pumps. These pumps could achieve much higher vacuum levels and were less prone to contamination, making them ideal for the increasingly stringent requirements of chip fabrication.
The 1990s saw the introduction of dry pumps, which eliminated the need for oil in the pumping mechanism. This was a crucial development as it significantly reduced the risk of hydrocarbon contamination in the fabrication process. Dry pumps, combined with turbomolecular pumps, became the standard in many semiconductor manufacturing facilities.
As chip designs became more complex and feature sizes continued to shrink, the demands on vacuum technology intensified. The early 2000s witnessed the development of advanced cryogenic pumps and getter pumps. These technologies could achieve even higher vacuum levels and maintain cleaner environments, crucial for the production of high-performance microchips.
In recent years, the focus has shifted towards energy efficiency and environmental sustainability. Modern vacuum pump systems are designed to consume less power while maintaining high performance. Additionally, there has been a trend towards integrating smart technologies into vacuum systems, allowing for better monitoring, control, and predictive maintenance.
The latest developments in vacuum pump technology for microchip fabrication include the use of advanced materials and coatings to improve pump durability and reduce particle generation. There is also ongoing research into novel pumping mechanisms that could potentially achieve even higher vacuum levels with greater efficiency.
Throughout this evolution, the role of vacuum pumps in microchip manufacturing has remained fundamental. They have enabled the creation of increasingly complex and powerful chips by providing the ultra-clean, low-pressure environments necessary for precise fabrication processes. As the semiconductor industry continues to push the boundaries of chip technology, vacuum pump innovation remains a critical area of focus, driving the industry towards ever-higher levels of performance and efficiency.
Market Demand for Advanced Semiconductor Manufacturing
The semiconductor industry's demand for advanced manufacturing processes has been steadily increasing, driven by the relentless pursuit of smaller, faster, and more efficient microchips. This trend has significantly boosted the market for high-quality vacuum pumps, which play a crucial role in creating the ultra-clean environments necessary for semiconductor fabrication.
The global semiconductor market has experienced robust growth, with projections indicating continued expansion. This growth directly translates to increased demand for advanced manufacturing equipment, including sophisticated vacuum pumps. The need for these pumps is particularly acute in leading-edge semiconductor fabs, where the production of 7nm, 5nm, and even 3nm chips requires unprecedented levels of cleanliness and precision.
Vacuum pumps are essential in various stages of semiconductor manufacturing, including lithography, etching, deposition, and ion implantation. As chip designs become more complex and feature sizes shrink, the requirements for vacuum quality and stability become more stringent. This has led to a surge in demand for high-performance vacuum pumps that can maintain ultra-high vacuum levels consistently over extended periods.
The market for vacuum pumps in semiconductor manufacturing is also being driven by the expansion of fab capacity worldwide. As countries and companies invest in domestic chip production capabilities, new semiconductor fabrication facilities are being built, each requiring a substantial number of advanced vacuum pumps. This trend is particularly notable in regions like the United States, Europe, and parts of Asia, where governments are incentivizing local chip production to secure supply chains.
Another factor contributing to the market demand is the increasing adoption of extreme ultraviolet (EUV) lithography in advanced chip manufacturing. EUV technology requires even more stringent vacuum conditions, further elevating the importance of high-quality vacuum pumps in the semiconductor industry.
The demand for vacuum pumps is not limited to new installations. There is also a growing market for upgrades and replacements in existing fabs, as manufacturers seek to improve their processes and yields. This replacement cycle provides a steady stream of demand for vacuum pump manufacturers, even in periods of slower growth in new fab construction.
As the semiconductor industry continues to evolve, with emerging technologies like quantum computing and advanced packaging techniques, the demand for specialized vacuum pumps is expected to grow further. These new applications often require customized vacuum solutions, presenting opportunities for innovation and market expansion in the vacuum pump sector.
The global semiconductor market has experienced robust growth, with projections indicating continued expansion. This growth directly translates to increased demand for advanced manufacturing equipment, including sophisticated vacuum pumps. The need for these pumps is particularly acute in leading-edge semiconductor fabs, where the production of 7nm, 5nm, and even 3nm chips requires unprecedented levels of cleanliness and precision.
Vacuum pumps are essential in various stages of semiconductor manufacturing, including lithography, etching, deposition, and ion implantation. As chip designs become more complex and feature sizes shrink, the requirements for vacuum quality and stability become more stringent. This has led to a surge in demand for high-performance vacuum pumps that can maintain ultra-high vacuum levels consistently over extended periods.
The market for vacuum pumps in semiconductor manufacturing is also being driven by the expansion of fab capacity worldwide. As countries and companies invest in domestic chip production capabilities, new semiconductor fabrication facilities are being built, each requiring a substantial number of advanced vacuum pumps. This trend is particularly notable in regions like the United States, Europe, and parts of Asia, where governments are incentivizing local chip production to secure supply chains.
Another factor contributing to the market demand is the increasing adoption of extreme ultraviolet (EUV) lithography in advanced chip manufacturing. EUV technology requires even more stringent vacuum conditions, further elevating the importance of high-quality vacuum pumps in the semiconductor industry.
The demand for vacuum pumps is not limited to new installations. There is also a growing market for upgrades and replacements in existing fabs, as manufacturers seek to improve their processes and yields. This replacement cycle provides a steady stream of demand for vacuum pump manufacturers, even in periods of slower growth in new fab construction.
As the semiconductor industry continues to evolve, with emerging technologies like quantum computing and advanced packaging techniques, the demand for specialized vacuum pumps is expected to grow further. These new applications often require customized vacuum solutions, presenting opportunities for innovation and market expansion in the vacuum pump sector.
Current Vacuum Pump Technologies and Challenges
Vacuum pump technology plays a crucial role in the semiconductor industry, particularly in high-quality microchip manufacturing. The current state of vacuum pump technologies encompasses a range of solutions, each with its own strengths and challenges.
Dry pumps, such as scroll pumps and multi-stage root pumps, have become increasingly popular in semiconductor manufacturing due to their oil-free operation. These pumps offer cleaner vacuum environments, reducing the risk of contamination in sensitive processes. However, they face challenges in achieving ultra-high vacuum levels and may require more frequent maintenance due to wear on moving parts.
Turbomolecular pumps are widely used for achieving high and ultra-high vacuum levels in microchip production. These pumps excel in providing clean, oil-free vacuums and can reach extremely low pressures. The main challenges for turbomolecular pumps include their sensitivity to particulates and the need for backing pumps to operate effectively.
Cryogenic pumps, which trap gases by condensing them on extremely cold surfaces, are utilized in specific semiconductor processes requiring ultra-high vacuums. While highly effective at capturing certain gases, they face challenges in handling large gas loads and require periodic regeneration, which can impact production continuity.
Ion pumps, employing ionization to trap gas molecules, are used in specialized applications within microchip manufacturing. These pumps offer exceptionally clean vacuums but are limited in their pumping speed and capacity, making them unsuitable for high-throughput processes.
A significant challenge across all vacuum pump technologies in microchip manufacturing is the need for increased energy efficiency. As semiconductor fabs strive to reduce their carbon footprint and operational costs, developing more energy-efficient pump systems has become a priority. This challenge is compounded by the industry's demand for higher pumping speeds and lower ultimate pressures.
Contamination control remains a persistent challenge, particularly as chip features continue to shrink. Even minute particles or molecular contaminants can significantly impact yield and device performance. Vacuum pump manufacturers are continually working to improve seal designs and materials to minimize potential sources of contamination.
Another critical challenge is the integration of smart technologies and predictive maintenance capabilities into vacuum pump systems. The semiconductor industry's push towards Industry 4.0 and smart manufacturing necessitates pumps that can provide real-time performance data and predict maintenance needs to minimize downtime.
As the semiconductor industry moves towards more advanced nodes and new materials, vacuum pump technologies must evolve to handle new process gases and more stringent vacuum requirements. This includes developing pumps capable of managing complex gas mixtures and corrosive substances while maintaining high reliability and longevity.
Dry pumps, such as scroll pumps and multi-stage root pumps, have become increasingly popular in semiconductor manufacturing due to their oil-free operation. These pumps offer cleaner vacuum environments, reducing the risk of contamination in sensitive processes. However, they face challenges in achieving ultra-high vacuum levels and may require more frequent maintenance due to wear on moving parts.
Turbomolecular pumps are widely used for achieving high and ultra-high vacuum levels in microchip production. These pumps excel in providing clean, oil-free vacuums and can reach extremely low pressures. The main challenges for turbomolecular pumps include their sensitivity to particulates and the need for backing pumps to operate effectively.
Cryogenic pumps, which trap gases by condensing them on extremely cold surfaces, are utilized in specific semiconductor processes requiring ultra-high vacuums. While highly effective at capturing certain gases, they face challenges in handling large gas loads and require periodic regeneration, which can impact production continuity.
Ion pumps, employing ionization to trap gas molecules, are used in specialized applications within microchip manufacturing. These pumps offer exceptionally clean vacuums but are limited in their pumping speed and capacity, making them unsuitable for high-throughput processes.
A significant challenge across all vacuum pump technologies in microchip manufacturing is the need for increased energy efficiency. As semiconductor fabs strive to reduce their carbon footprint and operational costs, developing more energy-efficient pump systems has become a priority. This challenge is compounded by the industry's demand for higher pumping speeds and lower ultimate pressures.
Contamination control remains a persistent challenge, particularly as chip features continue to shrink. Even minute particles or molecular contaminants can significantly impact yield and device performance. Vacuum pump manufacturers are continually working to improve seal designs and materials to minimize potential sources of contamination.
Another critical challenge is the integration of smart technologies and predictive maintenance capabilities into vacuum pump systems. The semiconductor industry's push towards Industry 4.0 and smart manufacturing necessitates pumps that can provide real-time performance data and predict maintenance needs to minimize downtime.
As the semiconductor industry moves towards more advanced nodes and new materials, vacuum pump technologies must evolve to handle new process gases and more stringent vacuum requirements. This includes developing pumps capable of managing complex gas mixtures and corrosive substances while maintaining high reliability and longevity.
Vacuum Solutions for Microchip Production Processes
01 Improved pump design for enhanced performance
Vacuum pump designs are optimized to improve overall performance and efficiency. This includes innovations in rotor configurations, sealing mechanisms, and fluid dynamics to enhance pumping capacity, reduce power consumption, and increase operational reliability.- Improved pump design for enhanced performance: Vacuum pump designs are optimized to improve efficiency, reliability, and overall performance. This includes innovations in rotor configurations, sealing mechanisms, and fluid dynamics to enhance pumping capacity and reduce energy consumption.
- Advanced materials for pump components: The use of advanced materials in vacuum pump components contributes to improved durability, corrosion resistance, and thermal management. These materials help extend pump lifespan, reduce maintenance requirements, and enhance overall pump quality.
- Intelligent monitoring and control systems: Integration of smart sensors and control systems in vacuum pumps enables real-time monitoring of performance parameters, predictive maintenance, and automatic adjustments to optimize pump operation and ensure consistent quality.
- Noise and vibration reduction techniques: Innovations in pump design and construction focus on minimizing noise and vibration levels, improving the overall quality of vacuum pumps by enhancing user comfort and reducing potential damage to sensitive equipment in the operating environment.
- Contamination prevention and cleanliness: Advanced sealing technologies and filtration systems are implemented to prevent contamination and maintain cleanliness in vacuum pump operations. These improvements are crucial for applications requiring high purity and precision, such as semiconductor manufacturing and scientific research.
02 Advanced materials for pump components
The use of advanced materials in vacuum pump components contributes to improved durability, corrosion resistance, and overall pump quality. These materials can include specialized alloys, ceramics, or composite materials that enhance the pump's longevity and performance under various operating conditions.Expand Specific Solutions03 Intelligent monitoring and control systems
Integration of smart monitoring and control systems in vacuum pumps enables real-time performance tracking, predictive maintenance, and automatic adjustments. These systems can optimize pump operation, detect potential issues early, and ensure consistent quality output.Expand Specific Solutions04 Noise and vibration reduction techniques
Innovations in noise and vibration reduction for vacuum pumps improve their operational quality and user comfort. This includes advanced damping systems, optimized pump housing designs, and improved balancing techniques to minimize acoustic emissions and mechanical vibrations.Expand Specific Solutions05 Environmental and energy efficiency improvements
Vacuum pump designs are focusing on environmental sustainability and energy efficiency. This includes the development of oil-free pumps, energy recovery systems, and pumps with reduced environmental impact through lower emissions and improved resource utilization.Expand Specific Solutions
Key Vacuum Pump Manufacturers and Suppliers
The vacuum pump market for high-quality microchip manufacturing is in a mature growth stage, characterized by intense competition and technological advancements. The global market size is substantial, driven by the increasing demand for semiconductors across various industries. Key players like Edwards Ltd., Tokyo Electron Ltd., and Ebara Corp. dominate the market with their advanced vacuum pump technologies. These companies, along with others such as NAURA Microelectronics and Toshiba Corp., are continuously innovating to improve pump efficiency, reliability, and precision for semiconductor fabrication processes. The technology's maturity is evident in the widespread adoption of vacuum pumps in microchip manufacturing, with ongoing research focused on enhancing performance and reducing environmental impact.
Edwards Ltd.
Technical Solution: Edwards Ltd. has developed advanced vacuum pump technologies specifically tailored for microchip manufacturing. Their iXH series dry pumps utilize a unique screw rotor design that achieves high pumping speeds while maintaining low power consumption[1]. The company's GXS dry screw vacuum pumps incorporate a patented tapered screw technology, which enhances pumping efficiency and reduces maintenance requirements[2]. Edwards has also introduced the nEXT turbomolecular pump series, featuring advanced bearing technology and optimized rotor design, capable of achieving ultimate pressures below 5 × 10^-10 mbar[3]. These innovations contribute to maintaining the ultra-clean environments necessary for high-quality microchip production.
Strengths: Extensive experience in semiconductor industry, wide range of specialized vacuum solutions, and focus on energy efficiency. Weaknesses: High initial investment costs for their advanced systems and potential complexity in integration with existing manufacturing setups.
Tokyo Electron Ltd.
Technical Solution: Tokyo Electron Ltd. (TEL) has developed innovative vacuum technologies for their semiconductor manufacturing equipment. Their CLEAN TRACK™ LITHIUS Pro™ Z coater/developer system incorporates advanced vacuum processing modules that ensure precise control of the photoresist coating environment[4]. TEL's Precio™ XL etch system utilizes high-vacuum chambers with optimized gas flow dynamics to achieve uniform and repeatable etching results at the nanoscale level[5]. The company has also introduced the Trias™+, a high-vacuum PVD system that employs a unique ionized sputtering technology for superior film quality and step coverage in advanced packaging applications[6]. These vacuum-based solutions play a crucial role in achieving the high precision and cleanliness required for cutting-edge microchip manufacturing.
Strengths: Comprehensive portfolio of semiconductor manufacturing equipment, strong R&D capabilities, and global presence. Weaknesses: Heavy reliance on the cyclical semiconductor industry and potential challenges in adapting to rapid technological changes.
Innovative Vacuum Pump Designs for Semiconductors
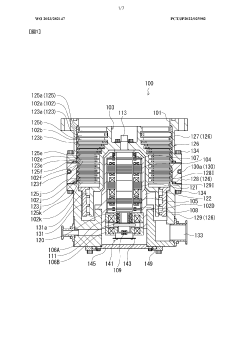
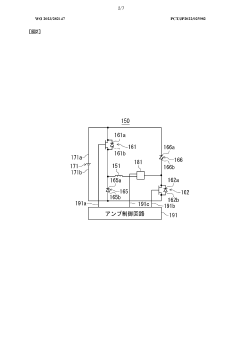
Vacuum pump with through channel and vacuum chamber
PatentWO2020012154A1
Innovation
- A vacuum pump design featuring a rotor, stator, and a controllable valve plate with an axial passage for central substrate mounting and power connections, allowing for uniform gas flow and fast pressure control, along with the option of magnetic levitation for rotor positioning and actuator-controlled axial movement of the valve plate to optimize inlet conductance.
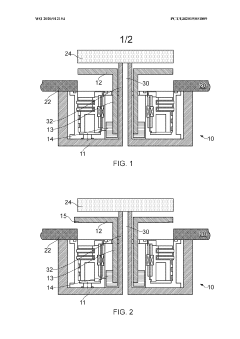
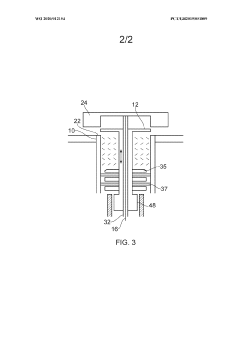
Vacuum pump
PatentWO2023282147A1
Innovation
- A vacuum pump design featuring a fitting structure between the fixed blade spacers and the housing, allowing for a gap during assembly and an interference fit during operation, with the option of integrating fixed blade spacers with the housing to enhance heat conduction and using different fitting tolerances on the intake and exhaust sides to manage temperature distribution and prevent overheating.
Environmental Impact of Vacuum Pump Operations
Vacuum pumps play a crucial role in microchip manufacturing, but their operation also has significant environmental implications. The environmental impact of vacuum pump operations in high-quality microchip production encompasses several key areas, including energy consumption, greenhouse gas emissions, and waste generation.
Energy consumption is a primary concern in vacuum pump operations. These pumps require substantial electrical power to maintain the ultra-low pressures necessary for microchip fabrication. The continuous operation of multiple pumps in large-scale manufacturing facilities contributes to high energy demands, potentially leading to increased carbon footprints if the energy source is not renewable.
Greenhouse gas emissions are another important consideration. While vacuum pumps themselves do not directly emit greenhouse gases, their energy consumption indirectly contributes to emissions if the electricity is generated from fossil fuel sources. Additionally, some vacuum pumps use fluorinated gases as working fluids, which are potent greenhouse gases if released into the atmosphere.
Waste generation is a significant environmental issue associated with vacuum pump operations. The pumps require regular maintenance, including oil changes and filter replacements. The disposal of used oil and filters can pose environmental risks if not managed properly. Furthermore, the pumps themselves have a finite lifespan and eventually become electronic waste, requiring careful disposal or recycling to prevent environmental contamination.
Noise pollution is an often-overlooked environmental impact of vacuum pump operations. The continuous operation of these pumps can generate significant noise levels, potentially affecting the work environment and surrounding areas. This necessitates the implementation of noise reduction strategies to mitigate the impact on workers and local communities.
Water usage is another environmental consideration, particularly in water-cooled vacuum pump systems. These systems require a constant supply of cooling water, which can strain local water resources in water-scarce regions. The discharge of heated water from cooling systems can also have thermal impacts on local water bodies if not properly managed.
To address these environmental concerns, the microchip manufacturing industry is increasingly focusing on developing more sustainable vacuum pump technologies. This includes the design of energy-efficient pumps, the use of alternative working fluids with lower global warming potential, and the implementation of advanced maintenance techniques to extend pump lifespans and reduce waste generation.
Moreover, manufacturers are exploring ways to integrate vacuum pump operations into broader sustainability initiatives. This involves incorporating renewable energy sources to power pump systems, implementing closed-loop cooling systems to minimize water consumption, and developing comprehensive waste management and recycling programs for pump-related materials.
Energy consumption is a primary concern in vacuum pump operations. These pumps require substantial electrical power to maintain the ultra-low pressures necessary for microchip fabrication. The continuous operation of multiple pumps in large-scale manufacturing facilities contributes to high energy demands, potentially leading to increased carbon footprints if the energy source is not renewable.
Greenhouse gas emissions are another important consideration. While vacuum pumps themselves do not directly emit greenhouse gases, their energy consumption indirectly contributes to emissions if the electricity is generated from fossil fuel sources. Additionally, some vacuum pumps use fluorinated gases as working fluids, which are potent greenhouse gases if released into the atmosphere.
Waste generation is a significant environmental issue associated with vacuum pump operations. The pumps require regular maintenance, including oil changes and filter replacements. The disposal of used oil and filters can pose environmental risks if not managed properly. Furthermore, the pumps themselves have a finite lifespan and eventually become electronic waste, requiring careful disposal or recycling to prevent environmental contamination.
Noise pollution is an often-overlooked environmental impact of vacuum pump operations. The continuous operation of these pumps can generate significant noise levels, potentially affecting the work environment and surrounding areas. This necessitates the implementation of noise reduction strategies to mitigate the impact on workers and local communities.
Water usage is another environmental consideration, particularly in water-cooled vacuum pump systems. These systems require a constant supply of cooling water, which can strain local water resources in water-scarce regions. The discharge of heated water from cooling systems can also have thermal impacts on local water bodies if not properly managed.
To address these environmental concerns, the microchip manufacturing industry is increasingly focusing on developing more sustainable vacuum pump technologies. This includes the design of energy-efficient pumps, the use of alternative working fluids with lower global warming potential, and the implementation of advanced maintenance techniques to extend pump lifespans and reduce waste generation.
Moreover, manufacturers are exploring ways to integrate vacuum pump operations into broader sustainability initiatives. This involves incorporating renewable energy sources to power pump systems, implementing closed-loop cooling systems to minimize water consumption, and developing comprehensive waste management and recycling programs for pump-related materials.
Cleanroom Integration of Vacuum Systems
The integration of vacuum systems into cleanroom environments is a critical aspect of high-quality microchip manufacturing. Cleanrooms are designed to maintain extremely low levels of particulates, contaminants, and other unwanted elements that can compromise the integrity of microchips during production. Vacuum pumps play a crucial role in this process by creating and maintaining the necessary low-pressure environments required for various manufacturing steps.
In cleanroom settings, vacuum systems are typically installed in a manner that minimizes their impact on the controlled environment. This often involves placing the primary vacuum pumps outside the cleanroom itself, with only the necessary connections and interfaces present within the controlled space. Such an arrangement helps to reduce potential contamination sources and simplifies maintenance procedures.
The integration process must consider the specific cleanliness requirements of different cleanroom zones. For instance, in areas where wafer processing occurs, the vacuum connections and components must adhere to the highest cleanliness standards. This may involve using specialized materials and designs that minimize particle generation and outgassing.
Vacuum system integration also encompasses the implementation of advanced control and monitoring systems. These systems ensure that the vacuum levels are consistently maintained within the required specifications across various process tools. Real-time monitoring allows for immediate detection of any deviations, enabling prompt corrective actions to prevent production issues.
Another crucial aspect of cleanroom integration is the management of exhaust from vacuum pumps. The exhaust must be carefully handled to prevent the release of potentially harmful gases or particles back into the cleanroom or the external environment. This often involves the use of sophisticated exhaust treatment systems and proper ducting to safely remove and process the exhaust.
The selection of vacuum components for cleanroom use requires careful consideration. Materials used in seals, gaskets, and other components must be chosen for their low outgassing properties and compatibility with ultra-high vacuum (UHV) conditions. Additionally, the design of vacuum chambers and connections must facilitate easy cleaning and minimize areas where contaminants could accumulate.
Cleanroom-compatible vacuum gauges and sensors are essential for accurate pressure measurement and control. These instruments must be designed to operate reliably in the cleanroom environment without introducing contaminants or interfering with the manufacturing processes.
In cleanroom settings, vacuum systems are typically installed in a manner that minimizes their impact on the controlled environment. This often involves placing the primary vacuum pumps outside the cleanroom itself, with only the necessary connections and interfaces present within the controlled space. Such an arrangement helps to reduce potential contamination sources and simplifies maintenance procedures.
The integration process must consider the specific cleanliness requirements of different cleanroom zones. For instance, in areas where wafer processing occurs, the vacuum connections and components must adhere to the highest cleanliness standards. This may involve using specialized materials and designs that minimize particle generation and outgassing.
Vacuum system integration also encompasses the implementation of advanced control and monitoring systems. These systems ensure that the vacuum levels are consistently maintained within the required specifications across various process tools. Real-time monitoring allows for immediate detection of any deviations, enabling prompt corrective actions to prevent production issues.
Another crucial aspect of cleanroom integration is the management of exhaust from vacuum pumps. The exhaust must be carefully handled to prevent the release of potentially harmful gases or particles back into the cleanroom or the external environment. This often involves the use of sophisticated exhaust treatment systems and proper ducting to safely remove and process the exhaust.
The selection of vacuum components for cleanroom use requires careful consideration. Materials used in seals, gaskets, and other components must be chosen for their low outgassing properties and compatibility with ultra-high vacuum (UHV) conditions. Additionally, the design of vacuum chambers and connections must facilitate easy cleaning and minimize areas where contaminants could accumulate.
Cleanroom-compatible vacuum gauges and sensors are essential for accurate pressure measurement and control. These instruments must be designed to operate reliably in the cleanroom environment without introducing contaminants or interfering with the manufacturing processes.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!