Method for forging alloy steel ingot with smaller diameter and larger height-diameter ratio into wider flat billet
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
An alloy steel, smaller technology, applied in metal processing equipment and other directions, to achieve the effect of improving yield, improving quality and reducing material loss
Active Publication Date: 2013-09-25
FUSHUN SPECIAL STEEL SHARES
View PDF4 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0003] The purpose of the present invention is to improve the deficiencies of the existing forging process and provide a method suitable for forging wider slabs from alloy steel ingots with smaller diameters and larger height-to-diameter ratios
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0024] The electroslag ingot Ф480mm is forged into a wide slab of 620mm×150mm.
[0025] Its forging steps are:
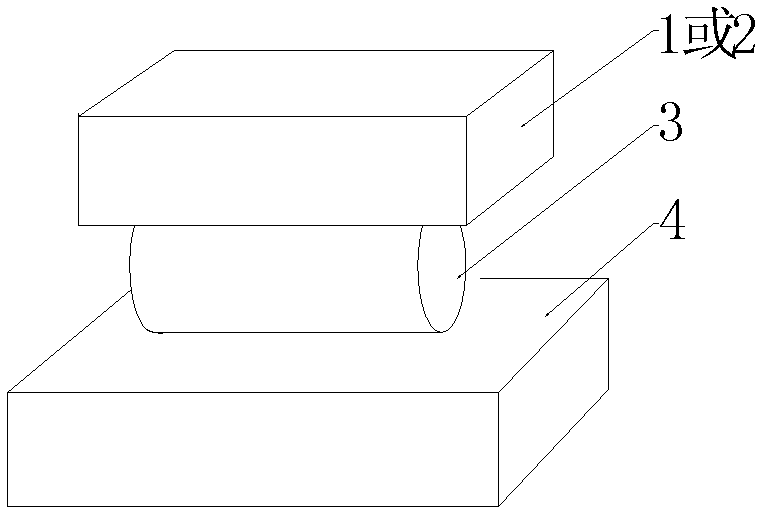
[0026] 1. After the steel ingot 3 is thoroughly burned, the steel ingot 3 is directly placed horizontally on the platform 4 by using a trackless car or a crane for feeding;
[0027] 2. Use the upper wide flat anvil 1 to carry out heavy pressure on the steel ingot 3 placed horizontally on the platform 4 (such as figure 1 ), with a reduction of 200mm to 220mm, forged into a blank 7;
[0028] 3. After leveling, measure the width of the blank 7 to reach 650mm-680mm, fully achieving the widening effect;
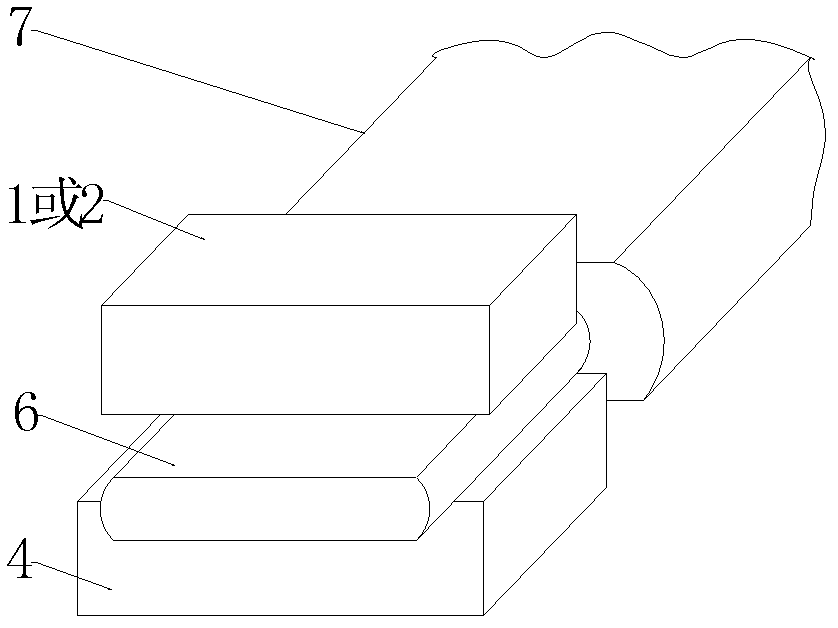
[0029] 4. The widened blank 7 directly presses the flat jaw 6 at the end of the bottom pad (such as image 3 ), then return to the furnace and burn again;
[0030] 5. The billet 7 is refired for 1.5h to 2h and released from the furnace, and is forged into a 620mm×150mm slab in one fire; the surface of the slab has no damage.
Embodiment 2
[0032] The Ф508mm consumable ingot has a diameter of Ф480mm after turning, and is forged into a wide slab of 620mm×150mm.
[0033] Its forging steps are:
[0034] 1. After the steel ingot 3 is thoroughly burned, the steel ingot 3 is directly placed horizontally on the platform 4 by using a trackless car or a crane for feeding;
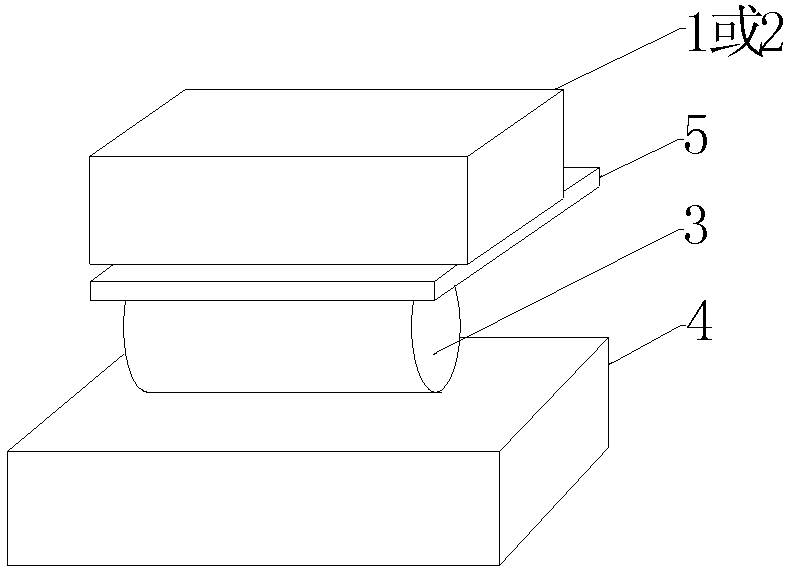
[0035] 2. Use the upper flat anvil 2 to carry out heavy pressure on the steel ingot 3 placed horizontally on the platform 4 (such as figure 1 ), the reduction is 80mm~120mm;
[0036] 3. Place the upsetting plate 5 between the steel ingot 3 and the upper flat anvil 2 to repress the steel ingot 3 (such as figure 2 ), control the reduction of 80mm ~ 120mm, forging into blank 7;
[0037] 4. After leveling, measure the width of the blank 7 to reach 650mm-680mm, fully achieving the widening effect;
[0038] 5. The widened blank 7 directly presses the flat jaw 6 at the end of the bottom pad (such as image 3 ), then return to the furnace and burn again;...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
diameter
aaaaa
aaaaa
aspect ratio
aaaaa
aaaaa
Login to View More
Abstract
The invention aims to improve the shortage of existing forging, upsetting and drawing process, and provides a method for forging an alloy steel ingot with a smaller diameter and a larger height-diameter ratio into a wider flat billet. In order to achieve the purpose, the technical scheme includes that the method comprises the steps: 1 directly and horizontally placing the burnt steel ingot on a platform for forging; 2 controlling rolling reduction to broaden the billet without cracks; and 3 directly flattening a jaw at an underlaying end of the broadened billet and performing once-heating production after return for reburning. The method has the advantages that all forging processes only need twice-heating production, loss of materials on the jaw is reduced, energy is saved, yield is improved, the surface of the finished flat billet has no breakage, quality is improved, coping is omitted, rear finishing amount is decreased, the weight of the flat billet can be directly checked and the flat billet can be directly put in storage after the head and the tail of the flat billet are sawed, production cycle is shortened, and production efficiency is improved.
Description
technical field [0001] The invention belongs to a forging method, in particular to a method for forging a wider slab from an alloy steel ingot with a smaller diameter and a larger ratio of height to diameter. The alloy steel ingot referred to here has a diameter less than ∮500mm and a height-to-diameter ratio greater than 2.5; the width of the slab referred to is greater than 600mm. Background technique [0002] When using the existing forging process to forge a wide slab with a width greater than 600mm from an alloy steel ingot with a diameter less than ∮500mm, in order to make the width meet the process requirements, the upsetting process is generally used. The upsetting and drawing process has the following disadvantages: it needs to be finished by pressing the jaws, upsetting, and elongating; when the height-to-diameter ratio is greater than 2.5, the surface is prone to breakage after upsetting, and the material loss of the jaws is relatively large when the round jaws ar...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More