

Method and device for controlling cooling strength of double-roll thin-strip continuous casting roll
A technology of twin-roll thin strip and cooling strength, which is applied in the field of controlling the cooling strength of twin-roll thin strip continuous casting rolls, achieves the effects of uniform and reasonable cooling channels, ensuring cooling uniformity and reliable means
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
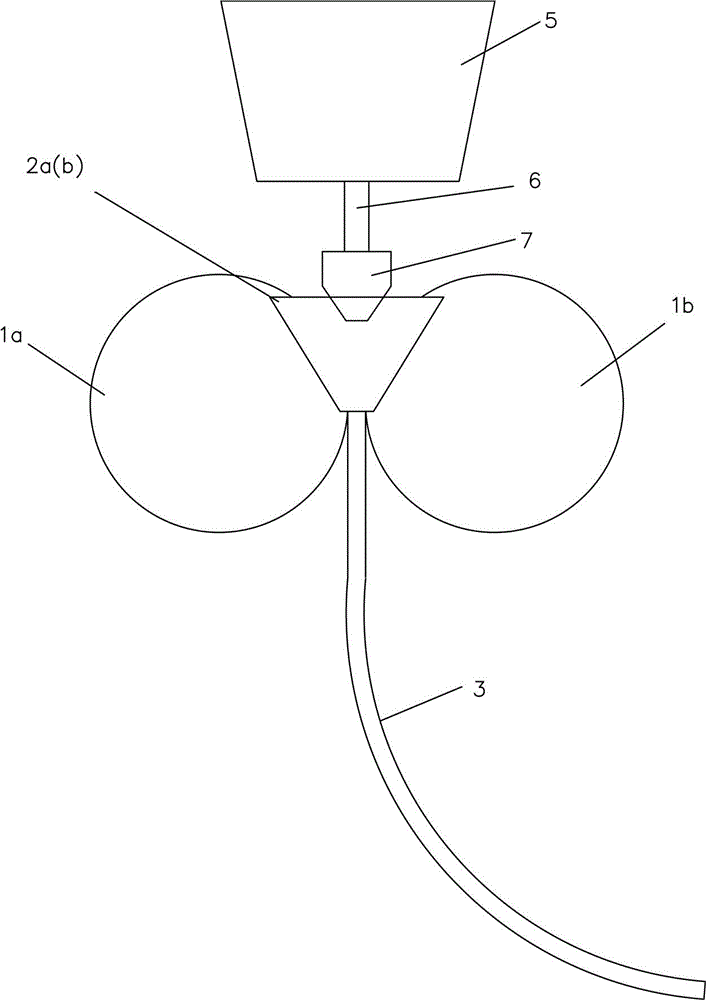
[0040] see figure 1 , which shows the twin-roll thin strip continuous casting process, the molten steel in the tundish 5 is uniformly distributed and flowed on the roll surfaces of two casting rolls 1a and 1b with cooling water inside through the nozzle 6 and the distributor 7 A molten pool is formed in the space surrounded by the ceramic plates 2a, 2b. As the casting rolls rotate in opposite directions, the molten steel solidifies on the surface of the casting rolls and then forms a thin casting belt 3 at the smallest gap between the two casting rolls.
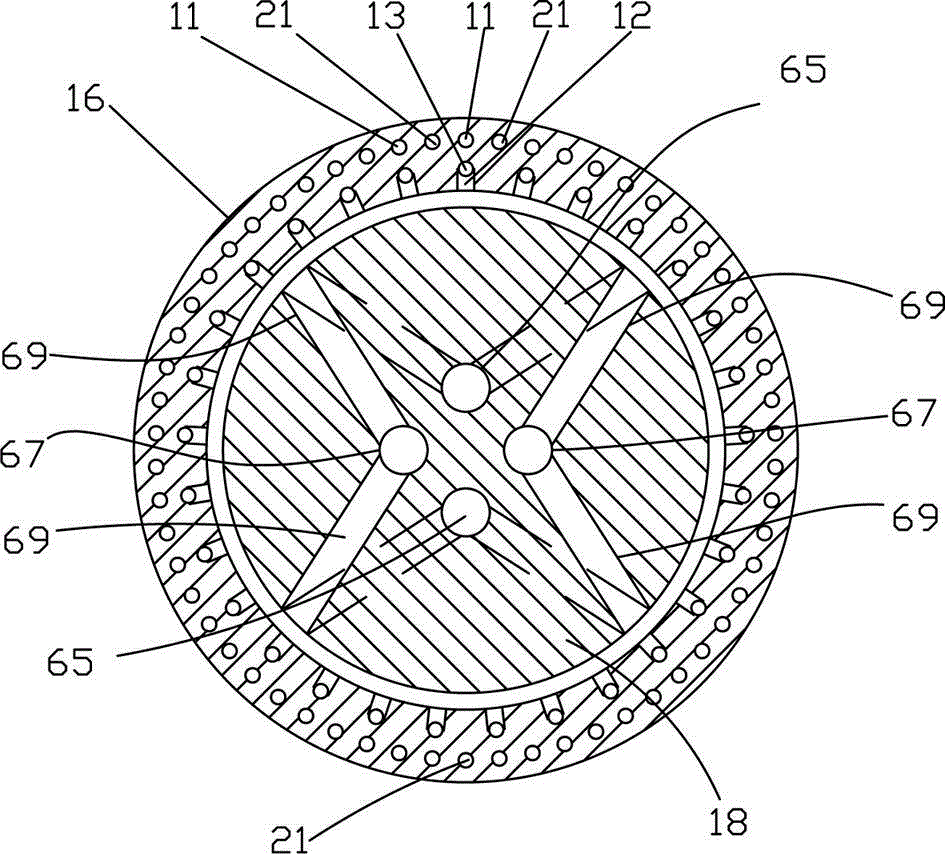
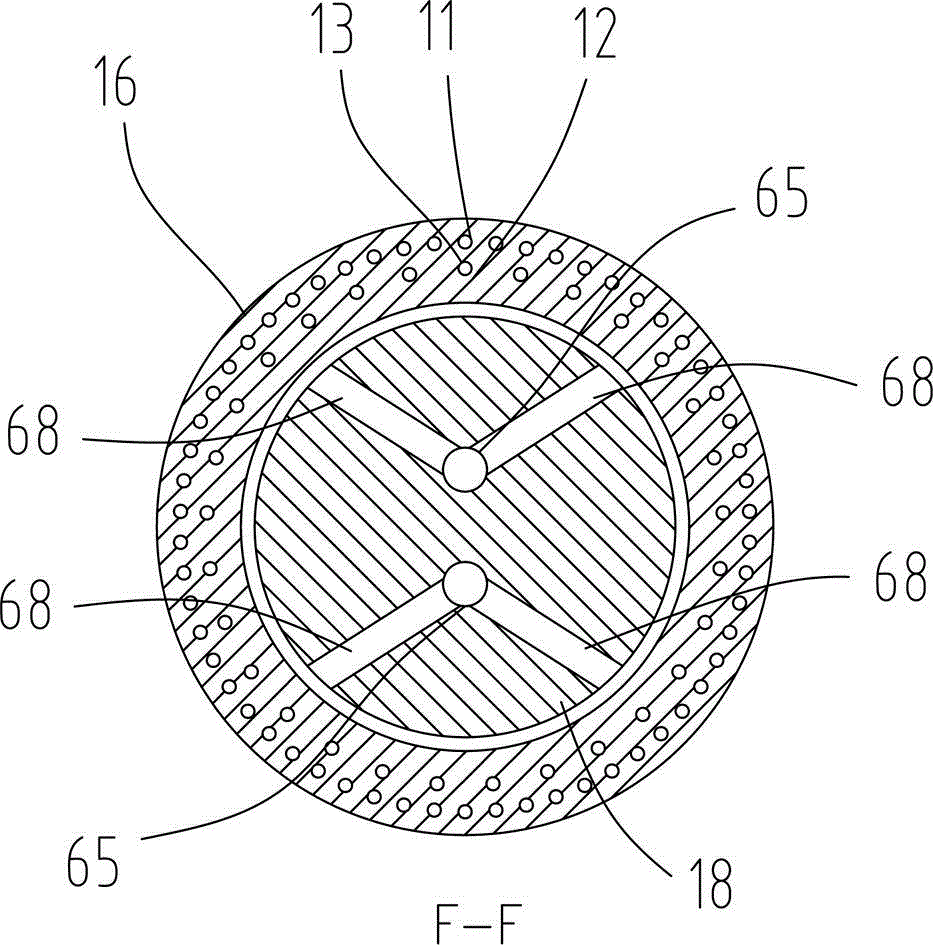
[0041] Such as Figure 2 ~ Figure 6 As shown, a twin-roll thin strip continuous casting roll of the present invention includes a roll core 18 and a roll sleeve 16, and the roll sleeve is combined with the roll core by a shrink-fit connection or a mechanical connection, wherein the thickness of the roll sleeve 16 is 55-100mm, in the roll sleeve 16, at the position of 10-55mm on the roll surface, a number of long holes 11, 12 ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More