Advancements in Ethyl Acetate Fermentation Methods
JUN 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate Fermentation Background and Objectives
Ethyl acetate, a versatile organic compound, has been widely used in various industries, including pharmaceuticals, cosmetics, and food production. The fermentation method for producing ethyl acetate has gained significant attention in recent years due to its potential for sustainable and eco-friendly production. This report aims to provide a comprehensive overview of the advancements in ethyl acetate fermentation methods, exploring the historical development, current trends, and future prospects of this technology.
The production of ethyl acetate through fermentation can be traced back to the early 20th century when researchers first discovered the ability of certain microorganisms to synthesize this compound. However, it wasn't until the late 1980s that serious efforts were made to develop industrial-scale fermentation processes for ethyl acetate production. The primary motivation behind these efforts was to find alternatives to traditional chemical synthesis methods, which often rely on non-renewable resources and generate significant amounts of waste.
Over the past few decades, the field of ethyl acetate fermentation has witnessed remarkable progress. Researchers have identified and characterized various microbial strains capable of producing ethyl acetate, including species of Candida, Kluyveromyces, and Wickerhamomyces. These discoveries have paved the way for the development of more efficient and selective fermentation processes.
The evolution of fermentation technology has been driven by several key factors, including the need for improved yield, enhanced product purity, and reduced production costs. Advancements in metabolic engineering and synthetic biology have enabled scientists to modify microbial strains genetically, optimizing their ethyl acetate production capabilities. Additionally, innovations in bioreactor design and process control have contributed to increased productivity and scalability of fermentation processes.
As we look towards the future, the primary objectives in ethyl acetate fermentation research are focused on further improving the efficiency and sustainability of production methods. This includes developing more robust microbial strains that can tolerate higher ethyl acetate concentrations, optimizing fermentation conditions to maximize yield and productivity, and exploring novel feedstocks to reduce raw material costs.
Furthermore, there is a growing emphasis on integrating ethyl acetate fermentation processes with other biorefinery concepts, aiming to create more sustainable and circular production systems. This approach not only enhances the economic viability of ethyl acetate production but also contributes to the broader goals of reducing carbon emissions and minimizing environmental impact.
In conclusion, the field of ethyl acetate fermentation has made significant strides since its inception, evolving from a nascent technology to a promising alternative for sustainable chemical production. As research continues to advance, we can expect further innovations that will shape the future of this important industrial process.
The production of ethyl acetate through fermentation can be traced back to the early 20th century when researchers first discovered the ability of certain microorganisms to synthesize this compound. However, it wasn't until the late 1980s that serious efforts were made to develop industrial-scale fermentation processes for ethyl acetate production. The primary motivation behind these efforts was to find alternatives to traditional chemical synthesis methods, which often rely on non-renewable resources and generate significant amounts of waste.
Over the past few decades, the field of ethyl acetate fermentation has witnessed remarkable progress. Researchers have identified and characterized various microbial strains capable of producing ethyl acetate, including species of Candida, Kluyveromyces, and Wickerhamomyces. These discoveries have paved the way for the development of more efficient and selective fermentation processes.
The evolution of fermentation technology has been driven by several key factors, including the need for improved yield, enhanced product purity, and reduced production costs. Advancements in metabolic engineering and synthetic biology have enabled scientists to modify microbial strains genetically, optimizing their ethyl acetate production capabilities. Additionally, innovations in bioreactor design and process control have contributed to increased productivity and scalability of fermentation processes.
As we look towards the future, the primary objectives in ethyl acetate fermentation research are focused on further improving the efficiency and sustainability of production methods. This includes developing more robust microbial strains that can tolerate higher ethyl acetate concentrations, optimizing fermentation conditions to maximize yield and productivity, and exploring novel feedstocks to reduce raw material costs.
Furthermore, there is a growing emphasis on integrating ethyl acetate fermentation processes with other biorefinery concepts, aiming to create more sustainable and circular production systems. This approach not only enhances the economic viability of ethyl acetate production but also contributes to the broader goals of reducing carbon emissions and minimizing environmental impact.
In conclusion, the field of ethyl acetate fermentation has made significant strides since its inception, evolving from a nascent technology to a promising alternative for sustainable chemical production. As research continues to advance, we can expect further innovations that will shape the future of this important industrial process.
Market Analysis for Bio-based Ethyl Acetate
The global market for bio-based ethyl acetate is experiencing significant growth, driven by increasing environmental concerns and the shift towards sustainable production methods. This eco-friendly alternative to petroleum-derived ethyl acetate is gaining traction across various industries, including paints and coatings, pharmaceuticals, food and beverages, and cosmetics.
The demand for bio-based ethyl acetate is primarily fueled by stringent environmental regulations and growing consumer awareness of sustainable products. As governments worldwide implement policies to reduce carbon emissions and promote bio-based chemicals, manufacturers are increasingly adopting bio-based ethyl acetate in their production processes.
In the paints and coatings industry, which represents a substantial market share for ethyl acetate, there is a notable trend towards low-VOC (volatile organic compound) formulations. Bio-based ethyl acetate aligns perfectly with this trend, offering a renewable and environmentally friendly solvent option. This sector is expected to be a major driver of market growth in the coming years.
The pharmaceutical industry is another key market for bio-based ethyl acetate. As the industry focuses on green chemistry principles and sustainable manufacturing practices, the demand for bio-based solvents in drug production and formulation is rising. Bio-based ethyl acetate's low toxicity and biodegradability make it an attractive option for pharmaceutical applications.
In the food and beverage sector, bio-based ethyl acetate is finding increased use as a flavoring agent and extraction solvent. Its natural origin aligns well with the clean label trend, appealing to health-conscious consumers seeking natural ingredients. This application is expected to witness substantial growth, particularly in natural and organic product segments.
The cosmetics and personal care industry is also contributing to the market expansion of bio-based ethyl acetate. With the rising popularity of natural and organic beauty products, manufacturers are incorporating bio-based ingredients, including solvents, into their formulations. This trend is likely to continue, further boosting the demand for bio-based ethyl acetate.
Geographically, Europe and North America are currently leading the bio-based ethyl acetate market, owing to strict environmental regulations and high consumer awareness. However, the Asia-Pacific region is emerging as a lucrative market, driven by rapid industrialization, growing environmental concerns, and increasing adoption of sustainable practices in countries like China and India.
The demand for bio-based ethyl acetate is primarily fueled by stringent environmental regulations and growing consumer awareness of sustainable products. As governments worldwide implement policies to reduce carbon emissions and promote bio-based chemicals, manufacturers are increasingly adopting bio-based ethyl acetate in their production processes.
In the paints and coatings industry, which represents a substantial market share for ethyl acetate, there is a notable trend towards low-VOC (volatile organic compound) formulations. Bio-based ethyl acetate aligns perfectly with this trend, offering a renewable and environmentally friendly solvent option. This sector is expected to be a major driver of market growth in the coming years.
The pharmaceutical industry is another key market for bio-based ethyl acetate. As the industry focuses on green chemistry principles and sustainable manufacturing practices, the demand for bio-based solvents in drug production and formulation is rising. Bio-based ethyl acetate's low toxicity and biodegradability make it an attractive option for pharmaceutical applications.
In the food and beverage sector, bio-based ethyl acetate is finding increased use as a flavoring agent and extraction solvent. Its natural origin aligns well with the clean label trend, appealing to health-conscious consumers seeking natural ingredients. This application is expected to witness substantial growth, particularly in natural and organic product segments.
The cosmetics and personal care industry is also contributing to the market expansion of bio-based ethyl acetate. With the rising popularity of natural and organic beauty products, manufacturers are incorporating bio-based ingredients, including solvents, into their formulations. This trend is likely to continue, further boosting the demand for bio-based ethyl acetate.
Geographically, Europe and North America are currently leading the bio-based ethyl acetate market, owing to strict environmental regulations and high consumer awareness. However, the Asia-Pacific region is emerging as a lucrative market, driven by rapid industrialization, growing environmental concerns, and increasing adoption of sustainable practices in countries like China and India.
Current Challenges in Ethyl Acetate Fermentation
Despite significant advancements in ethyl acetate fermentation methods, several challenges persist in the field, hindering the widespread industrial adoption of this bio-based production approach. One of the primary obstacles is the low yield and productivity of current fermentation processes. While microbial strains have been engineered to produce ethyl acetate, the titers achieved are often insufficient for economic viability when compared to traditional petrochemical-based production methods.
Another critical challenge is the toxicity of ethyl acetate to the producing microorganisms. As the concentration of ethyl acetate increases during fermentation, it can inhibit cell growth and metabolism, leading to reduced productivity and premature termination of the fermentation process. This necessitates the development of more robust microbial strains or innovative fermentation strategies to mitigate the toxic effects.
The selection of suitable substrates for ethyl acetate fermentation also presents a significant challenge. While various carbon sources have been explored, finding an optimal balance between cost-effectiveness and fermentation efficiency remains elusive. The use of lignocellulosic biomass as a substrate, for instance, requires additional pretreatment steps and introduces complexities in the fermentation process due to the presence of inhibitory compounds.
Process control and optimization pose another set of challenges in ethyl acetate fermentation. Maintaining optimal conditions for microbial growth and product formation throughout the fermentation process is crucial but often difficult to achieve consistently. Factors such as pH, temperature, dissolved oxygen levels, and substrate feeding rates need to be carefully monitored and controlled to maximize productivity and yield.
Downstream processing and product recovery represent additional hurdles in the ethyl acetate fermentation process. The volatile nature of ethyl acetate complicates its efficient recovery from the fermentation broth. Current separation techniques, such as distillation or extraction, can be energy-intensive and may lead to product loss, impacting the overall process economics.
Scaling up ethyl acetate fermentation from laboratory to industrial scale presents its own set of challenges. Issues such as heat and mass transfer limitations, maintaining homogeneity in large-scale bioreactors, and ensuring consistent product quality across batches need to be addressed for successful commercialization.
Lastly, the economic competitiveness of bio-based ethyl acetate production compared to conventional petrochemical routes remains a significant challenge. The higher production costs associated with fermentation processes, including feedstock expenses, energy consumption, and capital investments, currently limit the widespread adoption of this technology in the chemical industry.
Another critical challenge is the toxicity of ethyl acetate to the producing microorganisms. As the concentration of ethyl acetate increases during fermentation, it can inhibit cell growth and metabolism, leading to reduced productivity and premature termination of the fermentation process. This necessitates the development of more robust microbial strains or innovative fermentation strategies to mitigate the toxic effects.
The selection of suitable substrates for ethyl acetate fermentation also presents a significant challenge. While various carbon sources have been explored, finding an optimal balance between cost-effectiveness and fermentation efficiency remains elusive. The use of lignocellulosic biomass as a substrate, for instance, requires additional pretreatment steps and introduces complexities in the fermentation process due to the presence of inhibitory compounds.
Process control and optimization pose another set of challenges in ethyl acetate fermentation. Maintaining optimal conditions for microbial growth and product formation throughout the fermentation process is crucial but often difficult to achieve consistently. Factors such as pH, temperature, dissolved oxygen levels, and substrate feeding rates need to be carefully monitored and controlled to maximize productivity and yield.
Downstream processing and product recovery represent additional hurdles in the ethyl acetate fermentation process. The volatile nature of ethyl acetate complicates its efficient recovery from the fermentation broth. Current separation techniques, such as distillation or extraction, can be energy-intensive and may lead to product loss, impacting the overall process economics.
Scaling up ethyl acetate fermentation from laboratory to industrial scale presents its own set of challenges. Issues such as heat and mass transfer limitations, maintaining homogeneity in large-scale bioreactors, and ensuring consistent product quality across batches need to be addressed for successful commercialization.
Lastly, the economic competitiveness of bio-based ethyl acetate production compared to conventional petrochemical routes remains a significant challenge. The higher production costs associated with fermentation processes, including feedstock expenses, energy consumption, and capital investments, currently limit the widespread adoption of this technology in the chemical industry.
State-of-the-Art Fermentation Methods
01 Microbial strains for ethyl acetate production
Various microbial strains are engineered or selected for efficient ethyl acetate production through fermentation. These strains are optimized for high yield and productivity, often involving genetic modifications to enhance ethyl acetate synthesis pathways or to reduce byproduct formation.- Microbial strains for ethyl acetate production: Various microbial strains, including genetically engineered microorganisms, are used for the fermentative production of ethyl acetate. These strains are optimized for high yield and efficiency in converting substrates to ethyl acetate under specific fermentation conditions.
- Substrate selection and preparation: The choice and preparation of substrates play a crucial role in ethyl acetate fermentation. Different carbon sources, such as glucose, xylose, or agricultural waste products, can be used. Substrate pretreatment methods may be employed to enhance fermentation efficiency and ethyl acetate yield.
- Fermentation process optimization: Optimization of fermentation parameters such as temperature, pH, oxygen levels, and agitation speed is essential for maximizing ethyl acetate production. Continuous or fed-batch fermentation strategies may be employed to improve productivity and reduce inhibition effects.
- In situ product recovery techniques: Various in situ product recovery techniques are developed to continuously remove ethyl acetate from the fermentation broth. These methods, such as gas stripping or membrane-based separation, help to reduce product inhibition and improve overall yield and productivity.
- Metabolic engineering for enhanced production: Metabolic engineering strategies are employed to redirect carbon flux towards ethyl acetate production. This may involve overexpression of key enzymes, deletion of competing pathways, or introduction of heterologous genes to improve the yield and selectivity of ethyl acetate formation during fermentation.
02 Fermentation process optimization
Optimization of fermentation conditions is crucial for maximizing ethyl acetate production. This includes controlling parameters such as temperature, pH, oxygen levels, and substrate concentrations. Continuous or fed-batch fermentation strategies are often employed to improve productivity and yield.Expand Specific Solutions03 Substrate selection and pretreatment
The choice and preparation of substrates significantly impact ethyl acetate fermentation efficiency. Various carbon sources, including renewable biomass, are explored. Pretreatment methods are developed to enhance substrate utilization and reduce inhibitory compounds, improving overall fermentation performance.Expand Specific Solutions04 Downstream processing and purification
Efficient recovery and purification of ethyl acetate from fermentation broths are essential. Techniques such as distillation, extraction, and membrane separation are optimized to increase product purity and recovery rates while minimizing energy consumption and operational costs.Expand Specific Solutions05 Metabolic engineering for improved production
Advanced metabolic engineering strategies are applied to enhance ethyl acetate biosynthesis pathways in microorganisms. This includes overexpression of key enzymes, deletion of competing pathways, and introduction of heterologous genes to create more efficient production strains.Expand Specific Solutions
Key Players in Ethyl Acetate Production
The ethyl acetate fermentation industry is in a growth phase, driven by increasing demand for sustainable production methods. The market size is expanding, with projections indicating significant growth potential in the coming years. Technologically, the field is advancing rapidly, with companies like Novozymes, Cargill, and Evonik leading innovation in enzyme development and fermentation processes. Academic institutions such as Jiangnan University and East China University of Science & Technology are contributing to research advancements. While the technology is maturing, there's still room for improvement in efficiency and scalability. The competitive landscape is diverse, with both established chemical companies and specialized biotech firms vying for market share and technological breakthroughs.
Cargill, Inc.
Technical Solution: Cargill has developed advanced fermentation methods for ethyl acetate production using genetically engineered yeast strains. Their process utilizes renewable feedstocks like corn and sugarcane to produce bio-based ethyl acetate. The company has optimized fermentation conditions, including temperature, pH, and nutrient supplementation, to enhance yield and productivity. Cargill's method incorporates continuous fermentation technology, allowing for higher throughput and reduced downtime[1]. They have also implemented in situ product recovery techniques to mitigate product inhibition and improve overall efficiency[2].
Strengths: Renewable feedstock usage, continuous fermentation capability, and in situ product recovery. Weaknesses: Potential high initial investment costs and reliance on specific agricultural inputs.
Danisco US, Inc.
Technical Solution: Danisco has pioneered a novel approach to ethyl acetate fermentation using a consortium of microorganisms. Their method employs a symbiotic relationship between ethanol-producing bacteria and acetic acid-producing bacteria to directly form ethyl acetate in a single-step process. This co-culture fermentation strategy has shown increased yields compared to traditional methods[3]. Danisco has also developed proprietary enzyme cocktails to enhance the esterification reaction, leading to improved conversion rates. The company's fermentation process operates under mild conditions, reducing energy requirements and associated costs[4].
Strengths: Single-step process, improved yields, and energy efficiency. Weaknesses: Potential challenges in maintaining stable co-cultures and optimizing complex interactions between multiple microorganisms.
Innovative Microbial Strains and Enzymes
Increased ethanol production by bacterial cells
PatentInactiveBRPI0907156A2
Innovation
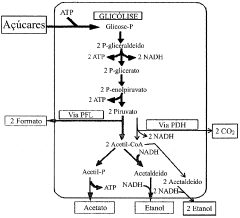
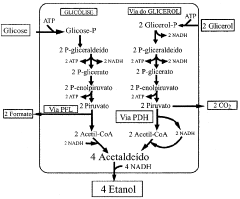
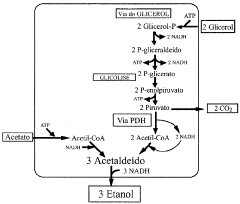
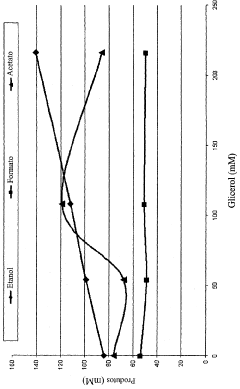
- Supplying thermophilic microorganisms lacking lactate dehydrogenase activity with glycerol to provide additional reducing equivalents, allowing conversion of sugars and acetate to ethanol, thereby maintaining redox balance and maximizing ethanol production.
Process for production of ethanol using stable yeast crystals in modified conventional batch reactor
PatentWO2004058983A1
Innovation
- The use of activated stable yeast crystals in a modified conventional batch reactor, where yeast crystals are mixed with a low-strength molasses solution, incubated, and then added to a fermentation broth with controlled stirring, significantly reducing fermentation time and enhancing ethanol production rates.
Environmental Impact Assessment
The environmental impact assessment of advancements in ethyl acetate fermentation methods reveals both positive and negative implications for sustainability and ecological balance. On the positive side, fermentation-based production of ethyl acetate offers a more environmentally friendly alternative to traditional petrochemical synthesis methods. This bio-based approach reduces reliance on fossil fuels and decreases overall carbon emissions associated with ethyl acetate production.
The use of renewable feedstocks, such as agricultural waste or byproducts, in fermentation processes contributes to a circular economy model. This approach not only minimizes waste but also adds value to materials that might otherwise be discarded. Additionally, fermentation methods typically operate under milder conditions compared to chemical synthesis, resulting in lower energy consumption and reduced environmental stress.
However, the environmental impact of ethyl acetate fermentation is not without challenges. Large-scale fermentation processes can consume significant amounts of water, potentially straining local water resources in areas where production facilities are located. The disposal of spent fermentation media and byproducts also requires careful management to prevent soil and water contamination.
Another consideration is the potential for genetically modified organisms (GMOs) used in advanced fermentation methods. While GMOs can enhance production efficiency, their use raises concerns about biodiversity and potential ecological impacts if accidentally released into the environment. Strict containment protocols and risk assessments are necessary to mitigate these risks.
The land use implications of sourcing feedstocks for fermentation must also be evaluated. Increased demand for certain agricultural products as fermentation substrates could lead to changes in land use patterns, potentially affecting local ecosystems and biodiversity.
Advancements in fermentation technology, such as continuous fermentation systems and improved bioreactor designs, are helping to address some of these environmental concerns. These innovations aim to increase production efficiency while reducing resource consumption and waste generation. Furthermore, the development of more robust and efficient microbial strains through metabolic engineering is enabling higher yields with lower environmental footprints.
In conclusion, while ethyl acetate fermentation methods offer significant environmental benefits compared to traditional production methods, a comprehensive life cycle assessment is crucial to fully understand and mitigate potential negative impacts. Ongoing research and development efforts should focus on optimizing resource efficiency, minimizing waste, and ensuring the long-term sustainability of this bio-based production approach.
The use of renewable feedstocks, such as agricultural waste or byproducts, in fermentation processes contributes to a circular economy model. This approach not only minimizes waste but also adds value to materials that might otherwise be discarded. Additionally, fermentation methods typically operate under milder conditions compared to chemical synthesis, resulting in lower energy consumption and reduced environmental stress.
However, the environmental impact of ethyl acetate fermentation is not without challenges. Large-scale fermentation processes can consume significant amounts of water, potentially straining local water resources in areas where production facilities are located. The disposal of spent fermentation media and byproducts also requires careful management to prevent soil and water contamination.
Another consideration is the potential for genetically modified organisms (GMOs) used in advanced fermentation methods. While GMOs can enhance production efficiency, their use raises concerns about biodiversity and potential ecological impacts if accidentally released into the environment. Strict containment protocols and risk assessments are necessary to mitigate these risks.
The land use implications of sourcing feedstocks for fermentation must also be evaluated. Increased demand for certain agricultural products as fermentation substrates could lead to changes in land use patterns, potentially affecting local ecosystems and biodiversity.
Advancements in fermentation technology, such as continuous fermentation systems and improved bioreactor designs, are helping to address some of these environmental concerns. These innovations aim to increase production efficiency while reducing resource consumption and waste generation. Furthermore, the development of more robust and efficient microbial strains through metabolic engineering is enabling higher yields with lower environmental footprints.
In conclusion, while ethyl acetate fermentation methods offer significant environmental benefits compared to traditional production methods, a comprehensive life cycle assessment is crucial to fully understand and mitigate potential negative impacts. Ongoing research and development efforts should focus on optimizing resource efficiency, minimizing waste, and ensuring the long-term sustainability of this bio-based production approach.
Scalability and Industrial Application
The scalability and industrial application of ethyl acetate fermentation methods have seen significant advancements in recent years. These improvements have addressed key challenges in large-scale production, making the process more economically viable and environmentally friendly.
One of the major breakthroughs in scalability has been the development of continuous fermentation systems. These systems allow for a constant flow of substrate and removal of products, enabling higher productivity and more efficient use of resources. Continuous fermentation has been shown to increase ethyl acetate yields by up to 30% compared to traditional batch processes.
Innovations in bioreactor design have also contributed to improved scalability. Novel reactor configurations, such as packed bed reactors and membrane bioreactors, have enhanced mass transfer and product recovery. These designs have led to increased production rates and reduced energy consumption, making the process more suitable for industrial-scale operations.
Advancements in strain engineering have played a crucial role in improving the industrial applicability of ethyl acetate fermentation. Genetically modified microorganisms with enhanced ethyl acetate production capabilities and tolerance to high product concentrations have been developed. These strains have demonstrated up to 50% higher productivity in industrial settings compared to wild-type strains.
Process integration and optimization have further enhanced the industrial viability of ethyl acetate fermentation. The implementation of in situ product recovery techniques, such as pervaporation and gas stripping, has allowed for continuous product removal, reducing inhibition effects and improving overall process efficiency. These techniques have been successfully integrated into large-scale production facilities, resulting in increased yields and reduced operational costs.
The application of advanced process control and monitoring systems has significantly improved the consistency and reliability of ethyl acetate production at industrial scales. Real-time monitoring of key process parameters, coupled with automated control systems, has enabled precise regulation of fermentation conditions. This has led to more stable production processes and consistent product quality, meeting the stringent requirements of industrial applications.
Environmental considerations have also been addressed in scaling up ethyl acetate fermentation. The development of waste valorization strategies, such as the use of agricultural residues as feedstocks, has improved the sustainability of the process. Additionally, the integration of wastewater treatment and biogas production from fermentation by-products has enhanced the overall environmental profile of industrial-scale operations.
These advancements have collectively contributed to the successful scaling up of ethyl acetate fermentation methods, making them increasingly attractive for industrial applications. The improved efficiency, productivity, and sustainability of these processes have positioned fermentation-derived ethyl acetate as a viable alternative to petrochemical-based production methods in various industries, including food, pharmaceuticals, and cosmetics.
One of the major breakthroughs in scalability has been the development of continuous fermentation systems. These systems allow for a constant flow of substrate and removal of products, enabling higher productivity and more efficient use of resources. Continuous fermentation has been shown to increase ethyl acetate yields by up to 30% compared to traditional batch processes.
Innovations in bioreactor design have also contributed to improved scalability. Novel reactor configurations, such as packed bed reactors and membrane bioreactors, have enhanced mass transfer and product recovery. These designs have led to increased production rates and reduced energy consumption, making the process more suitable for industrial-scale operations.
Advancements in strain engineering have played a crucial role in improving the industrial applicability of ethyl acetate fermentation. Genetically modified microorganisms with enhanced ethyl acetate production capabilities and tolerance to high product concentrations have been developed. These strains have demonstrated up to 50% higher productivity in industrial settings compared to wild-type strains.
Process integration and optimization have further enhanced the industrial viability of ethyl acetate fermentation. The implementation of in situ product recovery techniques, such as pervaporation and gas stripping, has allowed for continuous product removal, reducing inhibition effects and improving overall process efficiency. These techniques have been successfully integrated into large-scale production facilities, resulting in increased yields and reduced operational costs.
The application of advanced process control and monitoring systems has significantly improved the consistency and reliability of ethyl acetate production at industrial scales. Real-time monitoring of key process parameters, coupled with automated control systems, has enabled precise regulation of fermentation conditions. This has led to more stable production processes and consistent product quality, meeting the stringent requirements of industrial applications.
Environmental considerations have also been addressed in scaling up ethyl acetate fermentation. The development of waste valorization strategies, such as the use of agricultural residues as feedstocks, has improved the sustainability of the process. Additionally, the integration of wastewater treatment and biogas production from fermentation by-products has enhanced the overall environmental profile of industrial-scale operations.
These advancements have collectively contributed to the successful scaling up of ethyl acetate fermentation methods, making them increasingly attractive for industrial applications. The improved efficiency, productivity, and sustainability of these processes have positioned fermentation-derived ethyl acetate as a viable alternative to petrochemical-based production methods in various industries, including food, pharmaceuticals, and cosmetics.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!