Quick Guide to Plate Heat Exchanger Material Selection
JUL 15, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
PHE Material Selection Background and Objectives
Plate heat exchangers (PHEs) have become increasingly prevalent in various industries due to their compact design, high efficiency, and versatility. The selection of appropriate materials for PHE construction is a critical factor in ensuring optimal performance, longevity, and cost-effectiveness. This technical research report aims to provide a comprehensive overview of the background and objectives related to material selection for plate heat exchangers.
The development of plate heat exchangers can be traced back to the 1920s, with significant advancements occurring in the latter half of the 20th century. As industrial processes became more complex and demanding, the need for efficient heat transfer solutions grew, driving innovation in PHE design and materials. The evolution of PHE technology has been closely linked to advancements in metallurgy and materials science, enabling the use of a wider range of materials to meet diverse application requirements.
The primary objective of material selection in PHEs is to achieve an optimal balance between performance, durability, and cost. This involves considering factors such as thermal conductivity, corrosion resistance, mechanical strength, and compatibility with process fluids. As industries push the boundaries of operating conditions, there is a constant drive to develop materials that can withstand higher temperatures, pressures, and more aggressive chemical environments.
Another key objective is to enhance the overall efficiency of heat transfer processes. This includes not only improving the thermal conductivity of plate materials but also optimizing surface characteristics to promote turbulent flow and reduce fouling. The selection of appropriate materials can significantly impact the heat transfer coefficient, pressure drop, and overall energy consumption of the system.
Sustainability and environmental considerations have also become increasingly important in recent years. There is a growing emphasis on selecting materials that are recyclable, have a lower carbon footprint, and contribute to the circular economy. This trend aligns with broader industry goals of reducing environmental impact and improving resource utilization.
The global market for plate heat exchangers is projected to experience substantial growth in the coming years, driven by increasing demand in sectors such as chemical processing, food and beverage, HVAC, and power generation. This market expansion is expected to further accelerate research and development efforts in material science, aiming to address the evolving needs of diverse applications.
As we delve deeper into the technical aspects of PHE material selection, it is essential to consider the interplay between material properties, design considerations, and operational requirements. This holistic approach will enable engineers and decision-makers to make informed choices that optimize performance, reliability, and cost-effectiveness in plate heat exchanger applications.
The development of plate heat exchangers can be traced back to the 1920s, with significant advancements occurring in the latter half of the 20th century. As industrial processes became more complex and demanding, the need for efficient heat transfer solutions grew, driving innovation in PHE design and materials. The evolution of PHE technology has been closely linked to advancements in metallurgy and materials science, enabling the use of a wider range of materials to meet diverse application requirements.
The primary objective of material selection in PHEs is to achieve an optimal balance between performance, durability, and cost. This involves considering factors such as thermal conductivity, corrosion resistance, mechanical strength, and compatibility with process fluids. As industries push the boundaries of operating conditions, there is a constant drive to develop materials that can withstand higher temperatures, pressures, and more aggressive chemical environments.
Another key objective is to enhance the overall efficiency of heat transfer processes. This includes not only improving the thermal conductivity of plate materials but also optimizing surface characteristics to promote turbulent flow and reduce fouling. The selection of appropriate materials can significantly impact the heat transfer coefficient, pressure drop, and overall energy consumption of the system.
Sustainability and environmental considerations have also become increasingly important in recent years. There is a growing emphasis on selecting materials that are recyclable, have a lower carbon footprint, and contribute to the circular economy. This trend aligns with broader industry goals of reducing environmental impact and improving resource utilization.
The global market for plate heat exchangers is projected to experience substantial growth in the coming years, driven by increasing demand in sectors such as chemical processing, food and beverage, HVAC, and power generation. This market expansion is expected to further accelerate research and development efforts in material science, aiming to address the evolving needs of diverse applications.
As we delve deeper into the technical aspects of PHE material selection, it is essential to consider the interplay between material properties, design considerations, and operational requirements. This holistic approach will enable engineers and decision-makers to make informed choices that optimize performance, reliability, and cost-effectiveness in plate heat exchanger applications.
Market Demand Analysis for PHE Materials
The market demand for plate heat exchanger (PHE) materials has been steadily growing, driven by the increasing adoption of PHEs across various industries. The global plate heat exchanger market is expected to reach significant value in the coming years, with a substantial compound annual growth rate. This growth is primarily attributed to the rising demand for energy-efficient heat transfer solutions in industries such as chemical processing, food and beverage, HVAC, and power generation.
In the chemical processing industry, there is a growing need for corrosion-resistant materials that can withstand aggressive chemicals and high temperatures. This has led to an increased demand for specialized PHE materials such as titanium, high-grade stainless steel, and nickel alloys. The food and beverage sector requires materials that meet strict hygiene standards, driving the demand for stainless steel grades like AISI 316 and 304.
The HVAC industry is experiencing a surge in demand for PHEs due to their compact size and energy efficiency. This has resulted in a growing market for materials that offer excellent heat transfer properties while being cost-effective, such as copper and aluminum. In the power generation sector, there is a rising demand for materials that can withstand high pressures and temperatures, leading to increased use of advanced alloys and specialty steels.
Environmental regulations and sustainability concerns are also shaping the market demand for PHE materials. There is a growing emphasis on materials that are recyclable, have a lower carbon footprint, and contribute to overall energy efficiency. This trend is driving research and development efforts towards innovative materials and coatings that can enhance the performance and longevity of PHEs while meeting environmental standards.
The market is also witnessing a shift towards customized solutions, with end-users demanding materials tailored to their specific application requirements. This has led to the development of new alloys and composite materials that offer unique combinations of properties such as corrosion resistance, thermal conductivity, and mechanical strength.
Geographically, the Asia-Pacific region is expected to dominate the PHE materials market, driven by rapid industrialization and infrastructure development in countries like China and India. North America and Europe are also significant markets, with a focus on high-performance materials for specialized applications in industries such as aerospace and pharmaceuticals.
In conclusion, the market demand for PHE materials is robust and diverse, driven by industry-specific requirements, energy efficiency goals, and environmental considerations. The trend towards customization and the development of advanced materials is expected to further shape the market landscape in the coming years.
In the chemical processing industry, there is a growing need for corrosion-resistant materials that can withstand aggressive chemicals and high temperatures. This has led to an increased demand for specialized PHE materials such as titanium, high-grade stainless steel, and nickel alloys. The food and beverage sector requires materials that meet strict hygiene standards, driving the demand for stainless steel grades like AISI 316 and 304.
The HVAC industry is experiencing a surge in demand for PHEs due to their compact size and energy efficiency. This has resulted in a growing market for materials that offer excellent heat transfer properties while being cost-effective, such as copper and aluminum. In the power generation sector, there is a rising demand for materials that can withstand high pressures and temperatures, leading to increased use of advanced alloys and specialty steels.
Environmental regulations and sustainability concerns are also shaping the market demand for PHE materials. There is a growing emphasis on materials that are recyclable, have a lower carbon footprint, and contribute to overall energy efficiency. This trend is driving research and development efforts towards innovative materials and coatings that can enhance the performance and longevity of PHEs while meeting environmental standards.
The market is also witnessing a shift towards customized solutions, with end-users demanding materials tailored to their specific application requirements. This has led to the development of new alloys and composite materials that offer unique combinations of properties such as corrosion resistance, thermal conductivity, and mechanical strength.
Geographically, the Asia-Pacific region is expected to dominate the PHE materials market, driven by rapid industrialization and infrastructure development in countries like China and India. North America and Europe are also significant markets, with a focus on high-performance materials for specialized applications in industries such as aerospace and pharmaceuticals.
In conclusion, the market demand for PHE materials is robust and diverse, driven by industry-specific requirements, energy efficiency goals, and environmental considerations. The trend towards customization and the development of advanced materials is expected to further shape the market landscape in the coming years.
Current Challenges in PHE Material Selection
The selection of appropriate materials for plate heat exchangers (PHEs) remains a critical challenge in the industry, with several factors contributing to the complexity of this process. One of the primary challenges is the diverse range of operating conditions that PHEs are subjected to, including varying temperatures, pressures, and chemical compositions of fluids. This diversity necessitates a careful balance between performance, durability, and cost-effectiveness in material selection.
Corrosion resistance stands out as a paramount concern in PHE material selection. The constant exposure to potentially corrosive fluids, coupled with high temperatures and pressures, can lead to accelerated material degradation. This challenge is further compounded by the thin nature of the plates used in PHEs, which leaves little room for corrosion allowance. Consequently, engineers must carefully consider the specific corrosion mechanisms at play and select materials that can withstand these conditions over the intended lifespan of the equipment.
Thermal conductivity presents another significant challenge in material selection. While materials with high thermal conductivity are desirable for efficient heat transfer, they may not always possess the necessary corrosion resistance or mechanical properties required for the application. This creates a need for compromise and careful optimization in material choice, often leading to the consideration of composite or clad materials that combine the benefits of different materials.
The mechanical properties of materials used in PHEs also pose challenges. The plates must withstand the differential pressures between fluid streams while maintaining their shape and sealing integrity. This requires materials with sufficient strength and stiffness, yet also the flexibility to accommodate thermal expansion and contraction cycles without fatigue failure.
Cost considerations add another layer of complexity to the material selection process. While high-performance alloys may offer superior corrosion resistance and mechanical properties, their high cost can make them prohibitive for many applications. This economic constraint often drives the search for more cost-effective alternatives that can still meet the performance requirements.
Emerging challenges in PHE material selection include the increasing demand for energy efficiency and sustainability. This has led to a growing interest in materials that can facilitate thinner plate designs for improved heat transfer, as well as materials that are more recyclable or have a lower environmental impact in their production and use.
The regulatory landscape also presents challenges, with evolving standards and regulations regarding material compatibility with various process fluids, especially in food, pharmaceutical, and other sensitive industries. Compliance with these regulations often narrows the range of suitable materials and necessitates ongoing reassessment of material choices.
Corrosion resistance stands out as a paramount concern in PHE material selection. The constant exposure to potentially corrosive fluids, coupled with high temperatures and pressures, can lead to accelerated material degradation. This challenge is further compounded by the thin nature of the plates used in PHEs, which leaves little room for corrosion allowance. Consequently, engineers must carefully consider the specific corrosion mechanisms at play and select materials that can withstand these conditions over the intended lifespan of the equipment.
Thermal conductivity presents another significant challenge in material selection. While materials with high thermal conductivity are desirable for efficient heat transfer, they may not always possess the necessary corrosion resistance or mechanical properties required for the application. This creates a need for compromise and careful optimization in material choice, often leading to the consideration of composite or clad materials that combine the benefits of different materials.
The mechanical properties of materials used in PHEs also pose challenges. The plates must withstand the differential pressures between fluid streams while maintaining their shape and sealing integrity. This requires materials with sufficient strength and stiffness, yet also the flexibility to accommodate thermal expansion and contraction cycles without fatigue failure.
Cost considerations add another layer of complexity to the material selection process. While high-performance alloys may offer superior corrosion resistance and mechanical properties, their high cost can make them prohibitive for many applications. This economic constraint often drives the search for more cost-effective alternatives that can still meet the performance requirements.
Emerging challenges in PHE material selection include the increasing demand for energy efficiency and sustainability. This has led to a growing interest in materials that can facilitate thinner plate designs for improved heat transfer, as well as materials that are more recyclable or have a lower environmental impact in their production and use.
The regulatory landscape also presents challenges, with evolving standards and regulations regarding material compatibility with various process fluids, especially in food, pharmaceutical, and other sensitive industries. Compliance with these regulations often narrows the range of suitable materials and necessitates ongoing reassessment of material choices.
Existing PHE Material Selection Methodologies
01 Stainless steel plates
Stainless steel is a common material used for plate heat exchanger plates due to its excellent corrosion resistance, durability, and heat transfer properties. It can withstand high temperatures and pressures, making it suitable for various applications in industries such as chemical processing, food and beverage, and HVAC systems.- Stainless steel plates: Stainless steel is a common material for plate heat exchanger plates due to its excellent corrosion resistance, durability, and heat transfer properties. It is suitable for a wide range of applications, including food processing, chemical industries, and HVAC systems.
- Titanium plates: Titanium plates are used in plate heat exchangers for applications requiring high corrosion resistance, especially in seawater and aggressive chemical environments. They offer excellent heat transfer efficiency and long service life, making them ideal for marine and petrochemical industries.
- Polymer-based composite plates: Polymer-based composite materials are emerging as an alternative to metal plates in certain applications. These materials offer benefits such as lightweight construction, chemical resistance, and reduced fouling. They are particularly useful in low-temperature applications and corrosive environments.
- Copper and copper alloy plates: Copper and copper alloy plates are used in plate heat exchangers for their excellent thermal conductivity and antimicrobial properties. They are commonly employed in HVAC systems, refrigeration units, and some industrial processes where heat transfer efficiency is crucial.
- Surface treatments and coatings: Various surface treatments and coatings are applied to plate heat exchanger materials to enhance their performance and longevity. These treatments can improve corrosion resistance, reduce fouling, and increase heat transfer efficiency. Examples include electropolishing, passivation, and specialized anti-fouling coatings.
02 Titanium plates
Titanium is used in plate heat exchangers for applications requiring exceptional corrosion resistance, particularly in seawater and aggressive chemical environments. It offers high strength-to-weight ratio and excellent heat transfer efficiency, making it ideal for marine and offshore applications, as well as in the production of certain chemicals.Expand Specific Solutions03 Polymer-based plates
Polymer-based materials, such as polypropylene and PVDF, are used in plate heat exchangers for low-temperature applications and corrosive environments. These materials offer good chemical resistance, low cost, and lightweight properties. They are commonly used in applications involving aggressive chemicals, water treatment, and some food processing operations.Expand Specific Solutions04 Graphite plates
Graphite plates are used in specialized plate heat exchangers for highly corrosive applications. They offer excellent chemical resistance and can withstand a wide range of acids and other aggressive substances. Graphite heat exchangers are commonly used in chemical processing, pharmaceutical manufacturing, and other industries dealing with corrosive fluids.Expand Specific Solutions05 Composite materials
Composite materials, such as carbon fiber reinforced polymers or metal-polymer combinations, are being explored for use in plate heat exchangers. These materials aim to combine the benefits of different materials, such as the corrosion resistance of polymers with the thermal conductivity of metals. Composite plates can offer improved performance, reduced weight, and enhanced durability in specific applications.Expand Specific Solutions
Key Players in PHE Material Manufacturing
The plate heat exchanger material selection market is in a mature stage, characterized by established players and steady growth. The global market size is estimated to be in the billions of dollars, driven by increasing demand across various industries such as food and beverage, chemical, and HVAC. Technological advancements focus on improving efficiency, durability, and corrosion resistance. Key players like Alfa Laval, API Schmidt-Bretten, and Vahterus Oy lead the market with innovative solutions. Other significant contributors include UACJ Corp., Fukuda Metal Foil & Powder, and Midea Group, offering diverse material options and specialized heat exchanger designs to meet specific industry requirements.
Alfa Laval Corporate AB
Technical Solution: Alfa Laval is a leading player in plate heat exchanger technology, offering a comprehensive range of materials for various applications. Their material selection process focuses on optimizing performance, durability, and cost-effectiveness. They utilize advanced alloys such as SMO 254, a high-performance stainless steel with excellent corrosion resistance in chloride-containing environments[1]. For applications requiring extreme corrosion resistance, they offer titanium plates, which provide superior performance in aggressive media[2]. Alfa Laval also employs innovative surface treatments, like their patented ALOnite coating, which enhances heat transfer efficiency and reduces fouling in challenging processes[3].
Strengths: Wide range of material options, advanced alloys for specific applications, innovative surface treatments. Weaknesses: Higher initial costs for premium materials, potential over-engineering for less demanding applications.
API Schmidt-Bretten GmbH & Co. KG
Technical Solution: API Schmidt-Bretten specializes in plate heat exchangers for demanding industrial applications. Their material selection approach emphasizes tailored solutions for specific process requirements. They offer a range of stainless steel grades, including 316L for general corrosion resistance and 254 SMO for high-chloride environments[4]. For extreme conditions, they provide titanium and nickel alloy options. API Schmidt-Bretten has developed proprietary plate patterns that enhance heat transfer efficiency while minimizing fouling, which influences their material selection process[5]. They also offer unique welded plate heat exchanger designs that allow for the use of more diverse materials in challenging applications.
Strengths: Customized material solutions for specific industries, expertise in high-performance alloys, innovative plate designs. Weaknesses: Potentially higher costs due to customization, may have longer lead times for specialized materials.
Innovative PHE Materials and Their Properties
Plate heat exchanger and uses of a heat exchanger plate
PatentInactiveEP2076729A1
Innovation
- The use of carbon steel for heat exchanger plates, which are thicker and more corrosion-resistant when manufactured using the Plate & Shell technology, allowing for separate primary and secondary circuits and simplifying production by using a single material for the entire heat exchanger.
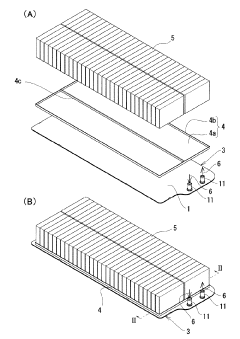
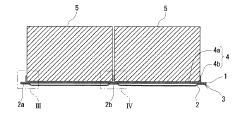
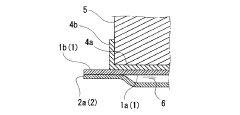
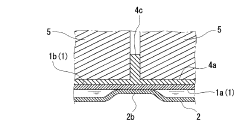
Heat exchanger plate and heat exchanger including the same
PatentActiveJP2021144823A
Innovation
- The use of a heat exchanger plate made of aluminum alloy with a Zn-containing brazing material layer between the lid and a separate holder, allowing for improved corrosion resistance and easier assembly by brazing the holder directly to the lid.
Corrosion Resistance and Longevity Considerations
Corrosion resistance and longevity are critical factors in the selection of materials for plate heat exchangers. The choice of material significantly impacts the exchanger's performance, lifespan, and overall cost-effectiveness. In highly corrosive environments, such as those involving seawater or aggressive chemicals, the selection of appropriate materials becomes even more crucial.
Stainless steel is a popular choice for many applications due to its excellent corrosion resistance. Grade 304 stainless steel offers good general corrosion resistance and is suitable for many food and beverage applications. For more demanding environments, grade 316 stainless steel, with its higher molybdenum content, provides enhanced resistance to pitting and crevice corrosion, particularly in chloride-containing media.
In extremely corrosive conditions, higher-grade alloys may be necessary. Titanium, for instance, exhibits exceptional resistance to seawater and many chemicals. While more expensive, its longevity in harsh environments can justify the initial cost. Nickel alloys, such as Hastelloy and Inconel, offer superior resistance to both reducing and oxidizing media, making them suitable for a wide range of aggressive chemical processes.
The longevity of plate heat exchangers is not solely dependent on material selection but also on design considerations. Proper sizing of flow channels, uniform fluid distribution, and minimizing areas of stagnation can significantly reduce the risk of localized corrosion. Regular maintenance, including cleaning and inspection, plays a crucial role in extending the life of the equipment.
For applications involving high temperatures or thermal cycling, the material's thermal expansion characteristics and fatigue resistance become important factors. Materials with similar thermal expansion coefficients should be used for plates and gaskets to prevent leakage and maintain seal integrity over time.
In some cases, composite materials or surface treatments may offer a cost-effective solution for enhancing corrosion resistance. For example, graphite heat exchangers provide excellent chemical resistance and can be a viable alternative in certain applications where metal heat exchangers would rapidly deteriorate.
When considering longevity, it's essential to factor in the total cost of ownership, including initial investment, maintenance requirements, and potential replacement costs. A more expensive, corrosion-resistant material may prove more economical in the long run by reducing downtime and replacement frequency.
Stainless steel is a popular choice for many applications due to its excellent corrosion resistance. Grade 304 stainless steel offers good general corrosion resistance and is suitable for many food and beverage applications. For more demanding environments, grade 316 stainless steel, with its higher molybdenum content, provides enhanced resistance to pitting and crevice corrosion, particularly in chloride-containing media.
In extremely corrosive conditions, higher-grade alloys may be necessary. Titanium, for instance, exhibits exceptional resistance to seawater and many chemicals. While more expensive, its longevity in harsh environments can justify the initial cost. Nickel alloys, such as Hastelloy and Inconel, offer superior resistance to both reducing and oxidizing media, making them suitable for a wide range of aggressive chemical processes.
The longevity of plate heat exchangers is not solely dependent on material selection but also on design considerations. Proper sizing of flow channels, uniform fluid distribution, and minimizing areas of stagnation can significantly reduce the risk of localized corrosion. Regular maintenance, including cleaning and inspection, plays a crucial role in extending the life of the equipment.
For applications involving high temperatures or thermal cycling, the material's thermal expansion characteristics and fatigue resistance become important factors. Materials with similar thermal expansion coefficients should be used for plates and gaskets to prevent leakage and maintain seal integrity over time.
In some cases, composite materials or surface treatments may offer a cost-effective solution for enhancing corrosion resistance. For example, graphite heat exchangers provide excellent chemical resistance and can be a viable alternative in certain applications where metal heat exchangers would rapidly deteriorate.
When considering longevity, it's essential to factor in the total cost of ownership, including initial investment, maintenance requirements, and potential replacement costs. A more expensive, corrosion-resistant material may prove more economical in the long run by reducing downtime and replacement frequency.
Environmental Impact of PHE Material Choices
The selection of materials for plate heat exchangers (PHEs) has significant environmental implications throughout the lifecycle of these devices. Stainless steel, titanium, and various alloys are commonly used in PHE construction, each with its own environmental footprint. The production of these materials involves energy-intensive processes and resource extraction, which contribute to greenhouse gas emissions and potential ecosystem disruption.
Stainless steel, while recyclable, requires substantial energy for production and processing. Its corrosion resistance extends the lifespan of PHEs, reducing the need for frequent replacements and thus minimizing long-term environmental impact. However, the mining of chromium and nickel for stainless steel production can lead to habitat destruction and water pollution if not managed responsibly.
Titanium offers excellent corrosion resistance and a longer service life compared to stainless steel, potentially reducing the environmental burden associated with replacement and maintenance. However, titanium extraction and processing are energy-intensive, resulting in higher initial environmental costs. The rarity of titanium ore also raises concerns about resource depletion and the sustainability of its widespread use in PHEs.
Specialized alloys, such as nickel-based or copper-nickel alloys, offer tailored solutions for specific operating conditions, potentially improving efficiency and reducing energy consumption during PHE operation. However, these alloys often contain rare or precious metals, the mining of which can have severe environmental consequences, including soil degradation and water contamination.
The choice of material also affects the PHE's thermal efficiency, which in turn impacts energy consumption during operation. More efficient heat transfer reduces the energy required for heating or cooling processes, leading to lower greenhouse gas emissions over the PHE's lifetime. This operational efficiency can offset some of the environmental costs associated with material production.
End-of-life considerations are crucial in assessing the environmental impact of PHE materials. The recyclability of metals used in PHEs can significantly reduce the overall environmental footprint. Stainless steel and titanium are highly recyclable, while some specialized alloys may pose challenges in recycling due to their complex compositions. Proper recycling practices can conserve resources, reduce energy consumption in new material production, and minimize waste.
In conclusion, the environmental impact of PHE material choices extends beyond initial production to include operational efficiency and end-of-life management. A holistic approach considering the entire lifecycle of the PHE is essential for making environmentally responsible material selections.
Stainless steel, while recyclable, requires substantial energy for production and processing. Its corrosion resistance extends the lifespan of PHEs, reducing the need for frequent replacements and thus minimizing long-term environmental impact. However, the mining of chromium and nickel for stainless steel production can lead to habitat destruction and water pollution if not managed responsibly.
Titanium offers excellent corrosion resistance and a longer service life compared to stainless steel, potentially reducing the environmental burden associated with replacement and maintenance. However, titanium extraction and processing are energy-intensive, resulting in higher initial environmental costs. The rarity of titanium ore also raises concerns about resource depletion and the sustainability of its widespread use in PHEs.
Specialized alloys, such as nickel-based or copper-nickel alloys, offer tailored solutions for specific operating conditions, potentially improving efficiency and reducing energy consumption during PHE operation. However, these alloys often contain rare or precious metals, the mining of which can have severe environmental consequences, including soil degradation and water contamination.
The choice of material also affects the PHE's thermal efficiency, which in turn impacts energy consumption during operation. More efficient heat transfer reduces the energy required for heating or cooling processes, leading to lower greenhouse gas emissions over the PHE's lifetime. This operational efficiency can offset some of the environmental costs associated with material production.
End-of-life considerations are crucial in assessing the environmental impact of PHE materials. The recyclability of metals used in PHEs can significantly reduce the overall environmental footprint. Stainless steel and titanium are highly recyclable, while some specialized alloys may pose challenges in recycling due to their complex compositions. Proper recycling practices can conserve resources, reduce energy consumption in new material production, and minimize waste.
In conclusion, the environmental impact of PHE material choices extends beyond initial production to include operational efficiency and end-of-life management. A holistic approach considering the entire lifecycle of the PHE is essential for making environmentally responsible material selections.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!