Optimal Coating Materials for Flexible OLED Encapsulation
SEP 28, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Flexible OLED Encapsulation Background and Objectives
Flexible OLED (Organic Light-Emitting Diode) technology has emerged as a revolutionary advancement in display technology over the past two decades. Since the early 2000s, researchers have been exploring ways to create bendable, foldable, and rollable displays that maintain functionality while offering unprecedented form factors. The evolution of this technology has been marked by significant breakthroughs in materials science, particularly in the development of encapsulation methods that protect the highly sensitive organic materials from environmental degradation.
The primary challenge in flexible OLED technology lies in the extreme sensitivity of organic materials to oxygen and moisture. Traditional rigid glass encapsulation, while effective for conventional displays, cannot accommodate the mechanical requirements of flexible applications. This technological gap has driven intensive research into alternative encapsulation materials and methods that can provide adequate barrier properties while maintaining flexibility.
The historical progression of encapsulation technologies has moved from early single-layer approaches to sophisticated multi-layer barrier films and hybrid solutions. Initial attempts focused on flexible glass and metal foils, which offered excellent barrier properties but limited flexibility. The field then evolved toward thin-film encapsulation (TFE) techniques, which deposit alternating organic and inorganic layers to create effective moisture barriers while preserving mechanical flexibility.
Current market trends indicate a rapidly growing demand for flexible display technologies across consumer electronics, automotive interfaces, and wearable devices. Industry projections suggest the flexible OLED market will expand at a CAGR of approximately 35% through 2026, highlighting the critical importance of solving encapsulation challenges to enable mass commercialization.
The primary objective of this research is to identify and evaluate optimal coating materials for flexible OLED encapsulation that simultaneously satisfy three critical requirements: superior barrier properties against oxygen and moisture (targeting water vapor transmission rates below 10^-6 g/m²/day), mechanical durability under repeated flexing (maintaining performance after 200,000+ bending cycles), and compatibility with high-volume manufacturing processes.
Secondary objectives include assessing the scalability of promising encapsulation technologies, evaluating their environmental impact and sustainability profiles, and determining cost-effectiveness for mass-market applications. The research aims to establish a comprehensive framework for comparing different encapsulation approaches based on quantifiable performance metrics and manufacturing considerations.
This investigation will focus particularly on emerging materials including atomic layer deposition (ALD) barriers, nanocomposite coatings, and novel hybrid organic-inorganic structures that show promise for next-generation flexible displays. By systematically analyzing these technologies, this research seeks to provide actionable insights for advancing flexible OLED commercialization through optimized encapsulation solutions.
The primary challenge in flexible OLED technology lies in the extreme sensitivity of organic materials to oxygen and moisture. Traditional rigid glass encapsulation, while effective for conventional displays, cannot accommodate the mechanical requirements of flexible applications. This technological gap has driven intensive research into alternative encapsulation materials and methods that can provide adequate barrier properties while maintaining flexibility.
The historical progression of encapsulation technologies has moved from early single-layer approaches to sophisticated multi-layer barrier films and hybrid solutions. Initial attempts focused on flexible glass and metal foils, which offered excellent barrier properties but limited flexibility. The field then evolved toward thin-film encapsulation (TFE) techniques, which deposit alternating organic and inorganic layers to create effective moisture barriers while preserving mechanical flexibility.
Current market trends indicate a rapidly growing demand for flexible display technologies across consumer electronics, automotive interfaces, and wearable devices. Industry projections suggest the flexible OLED market will expand at a CAGR of approximately 35% through 2026, highlighting the critical importance of solving encapsulation challenges to enable mass commercialization.
The primary objective of this research is to identify and evaluate optimal coating materials for flexible OLED encapsulation that simultaneously satisfy three critical requirements: superior barrier properties against oxygen and moisture (targeting water vapor transmission rates below 10^-6 g/m²/day), mechanical durability under repeated flexing (maintaining performance after 200,000+ bending cycles), and compatibility with high-volume manufacturing processes.
Secondary objectives include assessing the scalability of promising encapsulation technologies, evaluating their environmental impact and sustainability profiles, and determining cost-effectiveness for mass-market applications. The research aims to establish a comprehensive framework for comparing different encapsulation approaches based on quantifiable performance metrics and manufacturing considerations.
This investigation will focus particularly on emerging materials including atomic layer deposition (ALD) barriers, nanocomposite coatings, and novel hybrid organic-inorganic structures that show promise for next-generation flexible displays. By systematically analyzing these technologies, this research seeks to provide actionable insights for advancing flexible OLED commercialization through optimized encapsulation solutions.
Market Analysis for Flexible OLED Display Technologies
The flexible OLED display market has experienced remarkable growth in recent years, driven by increasing consumer demand for innovative form factors in electronic devices. Market research indicates that the global flexible display market is projected to reach $42.85 billion by 2027, with flexible OLEDs representing the dominant technology segment. This growth trajectory is supported by a compound annual growth rate (CAGR) of approximately 28% between 2022 and 2027, significantly outpacing traditional display technologies.
Consumer electronics remains the primary application sector, with smartphones accounting for over 60% of flexible OLED implementation. Major manufacturers including Samsung, Apple, and Huawei have increasingly adopted flexible OLED displays in their flagship devices, signaling strong market confidence in this technology. The foldable smartphone segment alone grew by 264% in 2021, with over 7.1 million units shipped globally.
Beyond smartphones, flexible OLEDs are gaining traction in wearable devices, automotive displays, and smart home applications. The wearable segment is particularly promising, with market analysts predicting a 32% CAGR through 2026. This diversification of application areas indicates the versatility and growing acceptance of flexible OLED technology across multiple industries.
Regional analysis reveals Asia-Pacific as the dominant market, accounting for approximately 68% of global production capacity. South Korea leads manufacturing capabilities, followed by China and Japan. However, significant investments in North America and Europe suggest a gradual geographical diversification of the supply chain, potentially reducing regional dependencies in the coming years.
A critical factor driving market growth is the continuous improvement in encapsulation technologies. The development of optimal coating materials for flexible OLED encapsulation directly correlates with product durability, flexibility performance, and manufacturing yield rates. Market data shows that manufacturers achieving superior encapsulation solutions command premium pricing and enjoy higher profit margins, underscoring the commercial importance of this technical challenge.
Consumer preference surveys indicate strong market pull for devices with enhanced flexibility, durability, and thinner profiles – all attributes directly impacted by encapsulation technology. Approximately 78% of smartphone users express interest in foldable designs, provided reliability concerns are adequately addressed. This consumer sentiment reinforces the market value of advanced encapsulation solutions that can enable more robust flexible OLED implementations.
Consumer electronics remains the primary application sector, with smartphones accounting for over 60% of flexible OLED implementation. Major manufacturers including Samsung, Apple, and Huawei have increasingly adopted flexible OLED displays in their flagship devices, signaling strong market confidence in this technology. The foldable smartphone segment alone grew by 264% in 2021, with over 7.1 million units shipped globally.
Beyond smartphones, flexible OLEDs are gaining traction in wearable devices, automotive displays, and smart home applications. The wearable segment is particularly promising, with market analysts predicting a 32% CAGR through 2026. This diversification of application areas indicates the versatility and growing acceptance of flexible OLED technology across multiple industries.
Regional analysis reveals Asia-Pacific as the dominant market, accounting for approximately 68% of global production capacity. South Korea leads manufacturing capabilities, followed by China and Japan. However, significant investments in North America and Europe suggest a gradual geographical diversification of the supply chain, potentially reducing regional dependencies in the coming years.
A critical factor driving market growth is the continuous improvement in encapsulation technologies. The development of optimal coating materials for flexible OLED encapsulation directly correlates with product durability, flexibility performance, and manufacturing yield rates. Market data shows that manufacturers achieving superior encapsulation solutions command premium pricing and enjoy higher profit margins, underscoring the commercial importance of this technical challenge.
Consumer preference surveys indicate strong market pull for devices with enhanced flexibility, durability, and thinner profiles – all attributes directly impacted by encapsulation technology. Approximately 78% of smartphone users express interest in foldable designs, provided reliability concerns are adequately addressed. This consumer sentiment reinforces the market value of advanced encapsulation solutions that can enable more robust flexible OLED implementations.
Current Encapsulation Challenges and Technical Barriers
Despite significant advancements in flexible OLED technology, encapsulation remains one of the most critical challenges hindering widespread commercialization. The primary technical barrier stems from the extreme sensitivity of OLED materials to moisture and oxygen, with even trace amounts (below 10^-6 g/m²/day water vapor transmission rate) causing rapid degradation of device performance and lifetime. This sensitivity is particularly problematic for flexible displays where traditional rigid glass encapsulation cannot be employed.
Current thin-film encapsulation (TFE) technologies face substantial limitations when applied to flexible substrates. The mechanical stress induced during bending cycles creates microcracks and delamination at interfaces between inorganic and organic layers, compromising barrier properties. Existing inorganic materials like Al₂O₃ and SiN₂ provide excellent barrier properties but lack flexibility, while organic materials offer flexibility but insufficient barrier performance, creating an inherent technical contradiction.
Temperature constraints present another significant challenge. Most high-performance barrier films require deposition temperatures exceeding 200°C, which is incompatible with temperature-sensitive flexible substrates and OLED materials that typically cannot withstand processing above 100-120°C. This temperature limitation restricts the range of applicable deposition techniques and materials.
The industry also struggles with scalability issues. Laboratory-scale encapsulation solutions often fail to translate to mass production environments due to uniformity problems across large areas, slow deposition rates, and high defect densities. The cost-performance ratio remains prohibitively high for many applications, with current encapsulation processes accounting for approximately 15-20% of total flexible OLED manufacturing costs.
Interface adhesion between different material layers presents persistent difficulties. Poor adhesion leads to delamination during thermal cycling or mechanical flexing, creating pathways for moisture and oxygen permeation. Current adhesion promotion techniques often compromise other properties or add complexity to the manufacturing process.
Measurement and quality control pose additional challenges. Conventional water vapor transmission rate (WVTR) testing methods lack the sensitivity required for OLED-grade barriers (10^-6 g/m²/day), making it difficult to accurately characterize and compare different encapsulation solutions. This measurement gap hampers systematic improvement efforts and standardization across the industry.
Lastly, environmental and regulatory concerns are emerging as barriers to certain encapsulation technologies. Materials containing heavy metals, fluorinated compounds, or other environmentally persistent substances face increasing regulatory scrutiny, limiting options for high-performance barrier materials that meet both technical and sustainability requirements.
Current thin-film encapsulation (TFE) technologies face substantial limitations when applied to flexible substrates. The mechanical stress induced during bending cycles creates microcracks and delamination at interfaces between inorganic and organic layers, compromising barrier properties. Existing inorganic materials like Al₂O₃ and SiN₂ provide excellent barrier properties but lack flexibility, while organic materials offer flexibility but insufficient barrier performance, creating an inherent technical contradiction.
Temperature constraints present another significant challenge. Most high-performance barrier films require deposition temperatures exceeding 200°C, which is incompatible with temperature-sensitive flexible substrates and OLED materials that typically cannot withstand processing above 100-120°C. This temperature limitation restricts the range of applicable deposition techniques and materials.
The industry also struggles with scalability issues. Laboratory-scale encapsulation solutions often fail to translate to mass production environments due to uniformity problems across large areas, slow deposition rates, and high defect densities. The cost-performance ratio remains prohibitively high for many applications, with current encapsulation processes accounting for approximately 15-20% of total flexible OLED manufacturing costs.
Interface adhesion between different material layers presents persistent difficulties. Poor adhesion leads to delamination during thermal cycling or mechanical flexing, creating pathways for moisture and oxygen permeation. Current adhesion promotion techniques often compromise other properties or add complexity to the manufacturing process.
Measurement and quality control pose additional challenges. Conventional water vapor transmission rate (WVTR) testing methods lack the sensitivity required for OLED-grade barriers (10^-6 g/m²/day), making it difficult to accurately characterize and compare different encapsulation solutions. This measurement gap hampers systematic improvement efforts and standardization across the industry.
Lastly, environmental and regulatory concerns are emerging as barriers to certain encapsulation technologies. Materials containing heavy metals, fluorinated compounds, or other environmentally persistent substances face increasing regulatory scrutiny, limiting options for high-performance barrier materials that meet both technical and sustainability requirements.
State-of-the-Art Encapsulation Material Solutions
01 Polymer-based encapsulation techniques
Polymer-based materials are widely used for encapsulation of various active ingredients and components. These polymers provide protective barriers that can control release rates, improve stability, and enhance shelf life of the encapsulated materials. Common polymers include polyethylene, polypropylene, and specialized copolymers that offer specific properties such as moisture resistance, thermal stability, or biodegradability. The encapsulation process typically involves coating the target material with polymer layers through methods like spray drying, emulsion polymerization, or solvent evaporation.- Polymer-based encapsulation techniques: Polymer-based materials are widely used for encapsulation of various active ingredients and components. These polymers provide protective barriers that can shield the encapsulated materials from environmental factors such as moisture, oxygen, and light. The encapsulation process typically involves forming a polymer shell around the target material through techniques like emulsion polymerization, interfacial polymerization, or spray drying. These polymer coatings can be designed with specific properties such as controlled release, biodegradability, or stimuli-responsiveness depending on the application requirements.
- Battery and electronic component encapsulation: Specialized coating materials are developed for encapsulating battery components and electronic devices to enhance their performance and longevity. These encapsulation materials provide protection against moisture, thermal stress, and mechanical damage while maintaining electrical insulation properties. Advanced formulations may incorporate flame retardants, thermal management additives, or ion-conductive materials depending on the specific requirements of the electronic component. The encapsulation process for batteries often involves careful consideration of gas permeability, electrochemical stability, and interface properties to ensure optimal battery performance and safety.
- Nano-encapsulation technologies: Nano-encapsulation involves the formation of nanoscale protective shells around active ingredients or materials. This technology enables precise control over the release kinetics, stability, and bioavailability of the encapsulated substances. Various methods such as nanoprecipitation, layer-by-layer assembly, and self-assembly techniques are employed to create these nanoscale encapsulation systems. The small size of nano-encapsulated materials offers advantages including enhanced surface area, improved dispersion in matrices, and the ability to cross biological barriers, making them particularly valuable in pharmaceutical, cosmetic, and advanced material applications.
- Environmentally responsive encapsulation systems: These advanced encapsulation systems are designed to respond to specific environmental triggers such as pH, temperature, light, or mechanical stress. The coating materials are engineered to undergo structural or chemical changes when exposed to predetermined stimuli, allowing for controlled release or activation of the encapsulated content. This approach enables targeted delivery of active ingredients in specific conditions while maintaining stability during storage or transport. Applications include smart drug delivery systems, self-healing materials, and responsive coatings for various industrial and consumer products.
- Semiconductor and photovoltaic device encapsulation: Specialized encapsulation materials are developed for protecting semiconductor components and photovoltaic cells from environmental degradation while maintaining their electrical and optical properties. These coating materials must provide excellent barrier properties against moisture and oxygen while remaining transparent to relevant wavelengths of light. Advanced formulations may incorporate UV stabilizers, adhesion promoters, and thermal management additives. The encapsulation process for these devices often involves precision coating techniques to ensure uniform coverage without introducing defects that could compromise device performance or reliability.
02 Battery and electronic component encapsulation
Specialized coating materials are developed for encapsulating battery components and electronic devices to protect them from environmental factors and enhance performance. These encapsulation materials often incorporate flame retardants, thermal management additives, and moisture barriers. The coatings help prevent electrolyte leakage in batteries, protect sensitive electronic components from oxidation, and improve overall device reliability. Advanced formulations may include ceramic particles, metal oxides, or composite materials that provide electrical insulation while maintaining thermal conductivity.Expand Specific Solutions03 Semiconductor and photovoltaic encapsulation materials
Encapsulation materials for semiconductor devices and photovoltaic cells require specific properties to ensure device protection while maintaining functionality. These materials often combine organic and inorganic components to achieve optimal barrier properties against moisture and oxygen while remaining transparent to light when needed. Advanced formulations may include nanoparticles, silicone-based compounds, or specialized epoxy resins that can withstand thermal cycling and UV exposure. The encapsulation process must be compatible with sensitive electronic structures and provide long-term stability under operating conditions.Expand Specific Solutions04 Micro and nano-encapsulation technologies
Micro and nano-encapsulation technologies involve creating small capsules that contain active ingredients for controlled release or protection. These technologies utilize various coating materials including lipids, proteins, carbohydrates, and synthetic polymers. The encapsulation can be achieved through methods such as coacervation, interfacial polymerization, or layer-by-layer deposition. Applications include pharmaceuticals, food additives, agrochemicals, and cosmetics where the encapsulation provides benefits such as improved bioavailability, targeted delivery, or extended shelf life of sensitive compounds.Expand Specific Solutions05 Environmental and protective coatings
Specialized encapsulation materials are developed for environmental protection and weatherproofing applications. These coatings provide barriers against moisture, UV radiation, chemical exposure, and physical damage. Materials may include fluoropolymers, silicones, polyurethanes, or hybrid organic-inorganic composites that offer superior durability and resistance properties. Advanced formulations may incorporate self-healing capabilities, antimicrobial properties, or smart responsive features that adapt to environmental conditions. These protective encapsulants find applications in construction materials, outdoor electronics, marine equipment, and infrastructure components.Expand Specific Solutions
Leading Companies in Flexible OLED Coating Materials
The flexible OLED encapsulation coating materials market is currently in a growth phase, with increasing demand driven by the expanding flexible display industry. The market size is projected to reach significant value as major players like Samsung Display, LG Display, and BOE Technology intensify their R&D efforts. Technologically, the field shows varying maturity levels, with established companies like LG Chem and 3M leading in barrier film technologies, while Chinese manufacturers including TCL China Star and Wuhan China Star Optoelectronics are rapidly advancing their capabilities. Companies like DUK SAN NEOLUX and Applied Materials are developing specialized solutions for thin-film encapsulation, creating a competitive landscape where innovation in moisture barrier performance and flexibility remains the key differentiator.
LG Chem Ltd.
Technical Solution: LG Chem has developed an innovative encapsulation solution for flexible OLEDs based on their proprietary "Hybrid Barrier Film" technology. This approach combines inorganic barrier layers (primarily Al2O3 and SiNx) with specially formulated organic interlayers containing reactive functional groups that enhance adhesion between layers. The company utilizes roll-to-roll processing for the organic components and atomic layer deposition (ALD) for the inorganic barriers, achieving water vapor transmission rates below 10^-6 g/m²/day. Their technology incorporates a unique stress-relief mechanism in the organic layers that accommodates the mechanical strain during bending, preventing crack formation in the inorganic barriers. LG Chem has also developed specialized edge sealants with low moisture permeability and excellent adhesion to both substrates and encapsulation films, addressing a critical vulnerability in flexible OLED devices.
Strengths: Excellent barrier properties maintained even after repeated bending cycles; compatible with existing manufacturing infrastructure; good optical transparency with minimal haze. Weaknesses: Higher material costs compared to conventional encapsulation solutions; complex quality control requirements for the multi-layer structure; potential for delamination under extreme environmental conditions.
3M Innovative Properties Co.
Technical Solution: 3M has developed a sophisticated multi-layer barrier film technology for flexible OLED encapsulation branded as "Barix" encapsulation system. This technology employs alternating layers of inorganic barriers (primarily aluminum oxide) and proprietary organic polymer layers. The inorganic layers provide excellent barrier properties against moisture and oxygen, while the organic layers decouple defects between adjacent inorganic layers and provide mechanical flexibility. 3M's approach utilizes vacuum deposition techniques for the inorganic layers and specialized polymer chemistry for the organic components, achieving water vapor transmission rates (WVTR) below 10^-6 g/m²/day. Their technology incorporates specialized surface treatments to enhance adhesion between layers and prevent delamination during flexing. Additionally, 3M has developed optically clear adhesives specifically designed to bond their barrier films to OLED substrates without compromising optical performance or flexibility.
Strengths: Exceptional barrier properties with proven long-term stability; excellent optical clarity with minimal light loss; compatible with roll-to-roll manufacturing processes for cost-effective production. Weaknesses: Relatively high initial investment in manufacturing equipment; challenges in scaling to very large display sizes; potential for optical interference effects that must be carefully managed.
Key Patents and Innovations in Barrier Coating Materials
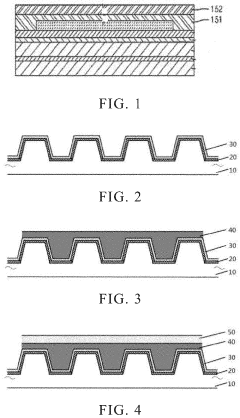
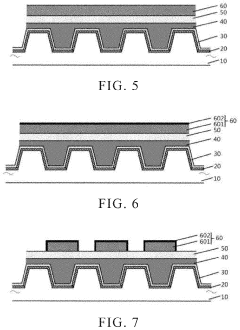
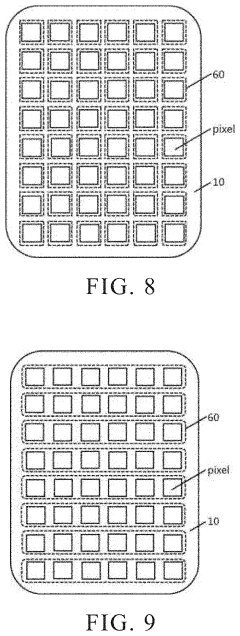
Encapsulation structure and encapsulation method for flexible organic light-emitting diode device
PatentActiveUS20230180509A1
Innovation
- An encapsulation structure comprising an organic matter protective layer, continuous or discontinuous organic flat layers, and inorganic barrier layers, with the outermost organic layers treated with plasma to form a surface hardened layer, creating an organic barrier layer that enhances moisture and oxygen blocking while allowing stress release.
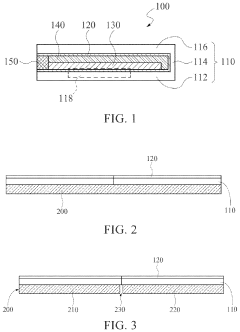
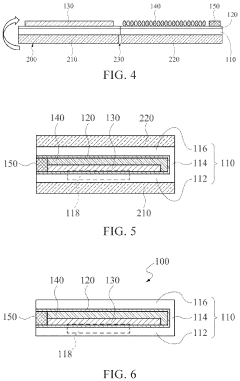
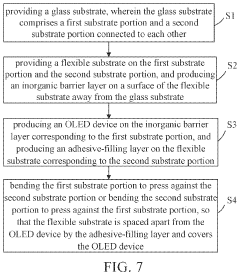
Flexible OLED substrate and encapsulation method thereof
PatentActiveUS20230200111A1
Innovation
- A flexible OLED substrate with an inorganic barrier layer and an adhesive-filling layer, along with a border adhesive, is used to enclose the OLED device, where the inorganic barrier layer is made of materials like aluminum oxide or silicon oxide, and the adhesive-filling and border adhesives provide additional water-resistant properties, simplifying the encapsulation process and enhancing protection.
Environmental Impact and Sustainability Considerations
The environmental impact of coating materials for flexible OLED encapsulation represents a critical consideration in the sustainable development of next-generation display technologies. Traditional encapsulation materials often contain environmentally harmful substances such as heavy metals, fluorinated compounds, and volatile organic compounds (VOCs) that pose significant ecological risks during manufacturing, product use, and end-of-life disposal. As the OLED industry expands, the cumulative environmental footprint of these materials demands urgent attention.
Water-based and bio-derived coating alternatives have emerged as promising sustainable options, significantly reducing the reliance on petroleum-based polymers and toxic solvents. Recent advancements in plant-derived polymers and cellulose-based barrier films demonstrate comparable performance to conventional materials while offering biodegradability advantages. These innovations align with circular economy principles and help minimize the electronic waste crisis associated with display technologies.
Energy consumption during the encapsulation process presents another environmental challenge. High-temperature curing and vacuum deposition methods traditionally used for barrier coatings require substantial energy inputs. Novel room-temperature curable coatings and energy-efficient atomic layer deposition (ALD) techniques have shown potential to reduce the carbon footprint of manufacturing processes by up to 40% compared to conventional methods, according to recent industry analyses.
Regulatory frameworks worldwide are increasingly targeting hazardous substances in electronic components. The European Union's Restriction of Hazardous Substances (RoHS) directive and similar regulations in Asia and North America have accelerated the transition toward environmentally benign encapsulation materials. Companies developing compliant coating technologies gain competitive advantages in global markets while avoiding potential future liabilities.
Life cycle assessment (LCA) studies reveal that optimizing encapsulation materials can reduce the overall environmental impact of flexible OLED devices by 15-25%. Key improvement areas include extending device lifespan through superior barrier properties, reducing material intensity through thinner but more effective coatings, and enabling more efficient recycling processes through design for disassembly approaches.
Industry leaders are increasingly adopting green chemistry principles in coating material development, focusing on atom economy, reduced toxicity, and renewable feedstocks. Collaborative initiatives between material scientists, environmental engineers, and sustainability experts are driving innovation toward truly sustainable encapsulation solutions that balance performance requirements with ecological responsibility.
Water-based and bio-derived coating alternatives have emerged as promising sustainable options, significantly reducing the reliance on petroleum-based polymers and toxic solvents. Recent advancements in plant-derived polymers and cellulose-based barrier films demonstrate comparable performance to conventional materials while offering biodegradability advantages. These innovations align with circular economy principles and help minimize the electronic waste crisis associated with display technologies.
Energy consumption during the encapsulation process presents another environmental challenge. High-temperature curing and vacuum deposition methods traditionally used for barrier coatings require substantial energy inputs. Novel room-temperature curable coatings and energy-efficient atomic layer deposition (ALD) techniques have shown potential to reduce the carbon footprint of manufacturing processes by up to 40% compared to conventional methods, according to recent industry analyses.
Regulatory frameworks worldwide are increasingly targeting hazardous substances in electronic components. The European Union's Restriction of Hazardous Substances (RoHS) directive and similar regulations in Asia and North America have accelerated the transition toward environmentally benign encapsulation materials. Companies developing compliant coating technologies gain competitive advantages in global markets while avoiding potential future liabilities.
Life cycle assessment (LCA) studies reveal that optimizing encapsulation materials can reduce the overall environmental impact of flexible OLED devices by 15-25%. Key improvement areas include extending device lifespan through superior barrier properties, reducing material intensity through thinner but more effective coatings, and enabling more efficient recycling processes through design for disassembly approaches.
Industry leaders are increasingly adopting green chemistry principles in coating material development, focusing on atom economy, reduced toxicity, and renewable feedstocks. Collaborative initiatives between material scientists, environmental engineers, and sustainability experts are driving innovation toward truly sustainable encapsulation solutions that balance performance requirements with ecological responsibility.
Manufacturing Scalability and Cost Analysis
The scalability of manufacturing processes for flexible OLED encapsulation materials represents a critical factor in their commercial viability. Current production methods for high-performance barrier coatings often involve complex vacuum-based deposition techniques such as atomic layer deposition (ALD) and plasma-enhanced chemical vapor deposition (PECVD), which present significant challenges for large-scale implementation. These processes typically require specialized equipment operating under strict environmental conditions, resulting in relatively low throughput and high capital expenditure.
Analysis of production economics reveals that material costs constitute approximately 35-45% of total manufacturing expenses for flexible OLED encapsulation, with equipment depreciation accounting for another 25-30%. The remaining costs are distributed across energy consumption, labor, and quality control processes. Notably, the yield rates for high-performance barrier films remain a significant concern, with industry averages hovering between 70-85% depending on the specific technology employed.
Solution-based coating methods such as slot-die coating and spray coating offer promising alternatives for scaling production. These techniques demonstrate throughput rates up to 10-15 times higher than vacuum-based methods, though often at the expense of barrier performance. Recent advancements in nanocomposite formulations have begun to bridge this performance gap while maintaining the cost advantages of solution processing.
Cost modeling indicates that hybrid approaches combining selective ALD for critical barrier layers with solution-processed protective coatings could reduce manufacturing costs by 40-60% compared to pure vacuum-based methods. This approach maintains water vapor transmission rates below 10^-6 g/m²/day while significantly improving production efficiency.
Regional manufacturing cost variations are substantial, with production in East Asia offering 15-25% cost advantages over Western facilities, primarily due to differences in equipment costs, energy prices, and labor expenses. However, these advantages are partially offset by intellectual property considerations and quality control challenges in certain regions.
Future cost reduction pathways include the development of roll-to-roll compatible barrier deposition techniques, which could potentially reduce manufacturing costs by an additional 30-40% through improved material utilization and energy efficiency. Emerging technologies such as atmospheric pressure spatial ALD and advanced nanolaminate structures show particular promise for achieving the necessary balance between performance, cost, and manufacturing scalability required for mass-market adoption of flexible OLED technologies.
Analysis of production economics reveals that material costs constitute approximately 35-45% of total manufacturing expenses for flexible OLED encapsulation, with equipment depreciation accounting for another 25-30%. The remaining costs are distributed across energy consumption, labor, and quality control processes. Notably, the yield rates for high-performance barrier films remain a significant concern, with industry averages hovering between 70-85% depending on the specific technology employed.
Solution-based coating methods such as slot-die coating and spray coating offer promising alternatives for scaling production. These techniques demonstrate throughput rates up to 10-15 times higher than vacuum-based methods, though often at the expense of barrier performance. Recent advancements in nanocomposite formulations have begun to bridge this performance gap while maintaining the cost advantages of solution processing.
Cost modeling indicates that hybrid approaches combining selective ALD for critical barrier layers with solution-processed protective coatings could reduce manufacturing costs by 40-60% compared to pure vacuum-based methods. This approach maintains water vapor transmission rates below 10^-6 g/m²/day while significantly improving production efficiency.
Regional manufacturing cost variations are substantial, with production in East Asia offering 15-25% cost advantages over Western facilities, primarily due to differences in equipment costs, energy prices, and labor expenses. However, these advantages are partially offset by intellectual property considerations and quality control challenges in certain regions.
Future cost reduction pathways include the development of roll-to-roll compatible barrier deposition techniques, which could potentially reduce manufacturing costs by an additional 30-40% through improved material utilization and energy efficiency. Emerging technologies such as atmospheric pressure spatial ALD and advanced nanolaminate structures show particular promise for achieving the necessary balance between performance, cost, and manufacturing scalability required for mass-market adoption of flexible OLED technologies.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!