

Why Are Microfluidic Chips Integral to Advanced Chemical Processing?
OCT 10, 202510 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Microfluidic Technology Evolution and Objectives
Microfluidic technology has evolved significantly since its inception in the early 1990s, transforming from simple channel designs to sophisticated integrated systems capable of performing complex chemical processes. The initial development focused primarily on miniaturizing conventional laboratory processes, with pioneering work by researchers like George Whitesides at Harvard University establishing fundamental fabrication techniques using soft lithography and PDMS (polydimethylsiloxane) materials.
Throughout the 2000s, microfluidic technology experienced rapid advancement with the introduction of droplet-based microfluidics, which enabled precise control over discrete fluid volumes at the picoliter scale. This breakthrough significantly enhanced reaction efficiency and throughput capabilities, allowing for parallel processing of multiple chemical reactions simultaneously.
The evolution continued with the integration of additional functionalities, including sensors, actuators, and detection systems directly onto microfluidic platforms. This integration trend has culminated in the development of what is now termed "Lab-on-a-Chip" (LOC) systems, representing complete analytical laboratories condensed onto single chip platforms.
Recent technological advancements have focused on materials innovation, with the industry moving beyond traditional PDMS to incorporate glass, thermoplastics, paper, and even 3D-printed materials. These material developments have expanded the application scope of microfluidic chips in chemical processing by improving chemical compatibility, thermal stability, and manufacturing scalability.
The primary technological objective in microfluidic chip development for chemical processing is achieving seamless integration of multiple unit operations—including mixing, separation, reaction, and analysis—into single, automated platforms. This integration aims to minimize manual intervention, reduce contamination risks, and enhance reproducibility in chemical processes.
Another critical objective is scaling up microfluidic technology from laboratory prototypes to industrial-scale chemical processing applications. This involves developing parallelization strategies and modular designs that maintain the advantages of microscale processing while increasing throughput to commercially viable levels.
Sustainability represents an emerging objective in microfluidic technology development, with research increasingly focused on reducing reagent consumption, minimizing waste generation, and developing reusable or biodegradable microfluidic platforms. These efforts align with broader industry trends toward greener chemical processing methodologies.
The future trajectory of microfluidic technology in chemical processing points toward greater automation and integration with artificial intelligence systems. Machine learning algorithms are being developed to optimize reaction conditions in real-time, predict outcomes, and enable autonomous operation of microfluidic systems, potentially revolutionizing how chemical processes are designed and executed.
Throughout the 2000s, microfluidic technology experienced rapid advancement with the introduction of droplet-based microfluidics, which enabled precise control over discrete fluid volumes at the picoliter scale. This breakthrough significantly enhanced reaction efficiency and throughput capabilities, allowing for parallel processing of multiple chemical reactions simultaneously.
The evolution continued with the integration of additional functionalities, including sensors, actuators, and detection systems directly onto microfluidic platforms. This integration trend has culminated in the development of what is now termed "Lab-on-a-Chip" (LOC) systems, representing complete analytical laboratories condensed onto single chip platforms.
Recent technological advancements have focused on materials innovation, with the industry moving beyond traditional PDMS to incorporate glass, thermoplastics, paper, and even 3D-printed materials. These material developments have expanded the application scope of microfluidic chips in chemical processing by improving chemical compatibility, thermal stability, and manufacturing scalability.
The primary technological objective in microfluidic chip development for chemical processing is achieving seamless integration of multiple unit operations—including mixing, separation, reaction, and analysis—into single, automated platforms. This integration aims to minimize manual intervention, reduce contamination risks, and enhance reproducibility in chemical processes.
Another critical objective is scaling up microfluidic technology from laboratory prototypes to industrial-scale chemical processing applications. This involves developing parallelization strategies and modular designs that maintain the advantages of microscale processing while increasing throughput to commercially viable levels.
Sustainability represents an emerging objective in microfluidic technology development, with research increasingly focused on reducing reagent consumption, minimizing waste generation, and developing reusable or biodegradable microfluidic platforms. These efforts align with broader industry trends toward greener chemical processing methodologies.
The future trajectory of microfluidic technology in chemical processing points toward greater automation and integration with artificial intelligence systems. Machine learning algorithms are being developed to optimize reaction conditions in real-time, predict outcomes, and enable autonomous operation of microfluidic systems, potentially revolutionizing how chemical processes are designed and executed.
Market Analysis for Microfluidic Chemical Processing Solutions
The global microfluidic chip market for chemical processing applications has experienced robust growth, valued at approximately $3.2 billion in 2022 and projected to reach $8.7 billion by 2028, representing a compound annual growth rate (CAGR) of 18.2%. This accelerated expansion is primarily driven by increasing demand for point-of-care diagnostics, drug discovery applications, and the growing adoption of lab-on-a-chip technologies across various industries.
Chemical and pharmaceutical sectors constitute the largest market segments, collectively accounting for over 45% of the total microfluidic chip market. These industries leverage microfluidic technology for precise reaction control, high-throughput screening, and process intensification. The healthcare and life sciences sectors follow closely, with applications in diagnostics, personalized medicine, and bioanalysis driving significant market growth.
Geographically, North America leads the market with approximately 38% share, bolstered by substantial R&D investments and the presence of major industry players. The Asia-Pacific region demonstrates the fastest growth trajectory, with China and India emerging as manufacturing hubs and expanding their research capabilities in microfluidic technologies. Europe maintains a strong position with approximately 30% market share, particularly excelling in academic research and industrial applications.
The market landscape features both established players and innovative startups. Major corporations like Danaher Corporation, Thermo Fisher Scientific, and Agilent Technologies dominate with comprehensive product portfolios and global distribution networks. Meanwhile, specialized companies such as Fluidigm, uFluidix, and Micronit focus on niche applications and custom solutions, driving technological innovation in the sector.
Customer segmentation reveals diverse needs across different industries. Academic and research institutions prioritize flexibility and customization options, while industrial users emphasize reliability, scalability, and integration capabilities with existing systems. Healthcare providers seek validated, regulatory-compliant solutions with clear clinical benefits.
Key market drivers include miniaturization trends in chemical processing, increasing focus on sustainable manufacturing practices, and growing demand for automated high-throughput systems. The shift toward personalized medicine and point-of-care diagnostics further accelerates market expansion, creating opportunities for specialized microfluidic solutions.
Challenges impacting market growth include high initial investment costs, technical complexity in design and fabrication, and the need for standardization across platforms. Additionally, end-users often require significant technical expertise to effectively implement and optimize microfluidic systems for specific chemical processing applications.
Chemical and pharmaceutical sectors constitute the largest market segments, collectively accounting for over 45% of the total microfluidic chip market. These industries leverage microfluidic technology for precise reaction control, high-throughput screening, and process intensification. The healthcare and life sciences sectors follow closely, with applications in diagnostics, personalized medicine, and bioanalysis driving significant market growth.
Geographically, North America leads the market with approximately 38% share, bolstered by substantial R&D investments and the presence of major industry players. The Asia-Pacific region demonstrates the fastest growth trajectory, with China and India emerging as manufacturing hubs and expanding their research capabilities in microfluidic technologies. Europe maintains a strong position with approximately 30% market share, particularly excelling in academic research and industrial applications.
The market landscape features both established players and innovative startups. Major corporations like Danaher Corporation, Thermo Fisher Scientific, and Agilent Technologies dominate with comprehensive product portfolios and global distribution networks. Meanwhile, specialized companies such as Fluidigm, uFluidix, and Micronit focus on niche applications and custom solutions, driving technological innovation in the sector.
Customer segmentation reveals diverse needs across different industries. Academic and research institutions prioritize flexibility and customization options, while industrial users emphasize reliability, scalability, and integration capabilities with existing systems. Healthcare providers seek validated, regulatory-compliant solutions with clear clinical benefits.
Key market drivers include miniaturization trends in chemical processing, increasing focus on sustainable manufacturing practices, and growing demand for automated high-throughput systems. The shift toward personalized medicine and point-of-care diagnostics further accelerates market expansion, creating opportunities for specialized microfluidic solutions.
Challenges impacting market growth include high initial investment costs, technical complexity in design and fabrication, and the need for standardization across platforms. Additionally, end-users often require significant technical expertise to effectively implement and optimize microfluidic systems for specific chemical processing applications.
Current Microfluidic Chip Capabilities and Limitations
Microfluidic chips have revolutionized chemical processing by enabling precise control over fluid manipulation at the microscale. Current capabilities include exceptional reaction control with volumes ranging from picoliters to nanoliters, allowing for significant reagent conservation compared to conventional methods. These platforms demonstrate remarkable mixing efficiency through specialized channel designs that create chaotic advection patterns, achieving complete mixing within milliseconds rather than minutes.
Temperature regulation represents another strength, with integrated heating elements providing rapid thermal cycling and maintaining temperature uniformity within ±0.1°C across reaction chambers. This precise control enables complex multi-step reactions that would be challenging in traditional batch processes. Additionally, modern microfluidic systems excel at parallelization, with some chips incorporating thousands of reaction chambers for high-throughput screening applications.
Despite these advances, microfluidic technology faces several limitations. Material constraints remain significant, as the predominant use of polydimethylsiloxane (PDMS) presents challenges with organic solvent compatibility and potential absorption of hydrophobic compounds. While glass and thermoplastic alternatives exist, they often involve more complex fabrication processes or higher costs.
Scaling production from laboratory prototypes to industrial volumes continues to be problematic. Most microfluidic chips are designed for analytical or small-scale synthesis applications, with throughput typically limited to milliliters per hour. Efforts to increase production rates through "numbering-up" (parallel operation of multiple chips) rather than traditional "scaling-up" have shown promise but introduce challenges in ensuring uniform flow distribution and system complexity.
Surface fouling and channel clogging represent persistent operational challenges, particularly when processing biological samples or precipitation-prone reactions. Current mitigation strategies include surface modifications and specialized channel geometries, but these solutions often require customization for specific applications.
Integration with external analytical instruments remains cumbersome, frequently requiring custom interfaces and specialized expertise. While some commercial systems offer standardized connections, the field lacks universal standards for chip-to-world interfaces, limiting plug-and-play capabilities.
Finally, the expertise barrier for designing and operating microfluidic systems remains high. Despite advances in design software and fabrication services, implementing microfluidic solutions typically requires specialized knowledge spanning fluid dynamics, materials science, and chemical engineering. This interdisciplinary requirement often restricts adoption to research settings or specialized industrial applications with dedicated technical teams.
Temperature regulation represents another strength, with integrated heating elements providing rapid thermal cycling and maintaining temperature uniformity within ±0.1°C across reaction chambers. This precise control enables complex multi-step reactions that would be challenging in traditional batch processes. Additionally, modern microfluidic systems excel at parallelization, with some chips incorporating thousands of reaction chambers for high-throughput screening applications.
Despite these advances, microfluidic technology faces several limitations. Material constraints remain significant, as the predominant use of polydimethylsiloxane (PDMS) presents challenges with organic solvent compatibility and potential absorption of hydrophobic compounds. While glass and thermoplastic alternatives exist, they often involve more complex fabrication processes or higher costs.
Scaling production from laboratory prototypes to industrial volumes continues to be problematic. Most microfluidic chips are designed for analytical or small-scale synthesis applications, with throughput typically limited to milliliters per hour. Efforts to increase production rates through "numbering-up" (parallel operation of multiple chips) rather than traditional "scaling-up" have shown promise but introduce challenges in ensuring uniform flow distribution and system complexity.
Surface fouling and channel clogging represent persistent operational challenges, particularly when processing biological samples or precipitation-prone reactions. Current mitigation strategies include surface modifications and specialized channel geometries, but these solutions often require customization for specific applications.
Integration with external analytical instruments remains cumbersome, frequently requiring custom interfaces and specialized expertise. While some commercial systems offer standardized connections, the field lacks universal standards for chip-to-world interfaces, limiting plug-and-play capabilities.
Finally, the expertise barrier for designing and operating microfluidic systems remains high. Despite advances in design software and fabrication services, implementing microfluidic solutions typically requires specialized knowledge spanning fluid dynamics, materials science, and chemical engineering. This interdisciplinary requirement often restricts adoption to research settings or specialized industrial applications with dedicated technical teams.
State-of-the-Art Microfluidic Chip Designs for Chemical Processing
01 Fabrication techniques for microfluidic chips
Various fabrication methods are employed to create microfluidic chips with precise channel structures and features. These techniques include soft lithography, injection molding, hot embossing, and 3D printing. The choice of fabrication method depends on the desired material properties, feature resolution, and production volume. Advanced manufacturing approaches enable the creation of complex microfluidic architectures with integrated components for enhanced functionality.- Fabrication techniques for microfluidic chips: Various fabrication methods are employed to create microfluidic chips with precise channel geometries and surface properties. These techniques include soft lithography, injection molding, hot embossing, and 3D printing. Advanced manufacturing approaches enable the creation of complex microstructures with feature sizes ranging from nanometers to micrometers, allowing for precise fluid control and manipulation at microscale levels.
- Integration of sensing and detection systems: Microfluidic chips incorporate various sensing and detection mechanisms to analyze samples in real-time. These systems may include optical sensors, electrochemical detectors, impedance measurement systems, and fluorescence-based detection methods. The integration of these sensing technologies enables rapid and sensitive detection of analytes, making microfluidic chips valuable tools for diagnostic applications and analytical chemistry.
- Fluid control and manipulation mechanisms: Microfluidic chips employ various mechanisms to control and manipulate fluids at microscale levels. These include passive techniques like capillary action and surface tension, as well as active methods such as electrokinetic flow, pressure-driven flow, and centrifugal forces. Advanced chips may incorporate microvalves, micropumps, and mixers to precisely control fluid movement, enabling complex analytical procedures on a single chip.
- Applications in biological and medical analysis: Microfluidic chips are widely used for biological and medical applications, including DNA analysis, protein assays, cell culture, and point-of-care diagnostics. These chips enable the manipulation of small sample volumes, reducing reagent consumption and analysis time. They can perform complex procedures such as PCR, cell sorting, and drug screening in miniaturized formats, making them valuable tools for research and clinical diagnostics.
- Novel materials and surface modifications: The development of microfluidic chips involves the use of various materials and surface modifications to enhance performance. Materials such as PDMS, glass, thermoplastics, and paper are commonly used, each offering specific advantages. Surface modifications, including chemical functionalization, plasma treatment, and coating with biomolecules, can alter surface properties to prevent fouling, control wettability, or enable specific molecular interactions, thereby improving chip functionality and application range.
02 Microfluidic chip materials and design
The selection of materials for microfluidic chips is crucial for their performance and application. Common materials include polydimethylsiloxane (PDMS), glass, polymers, and silicon. The design of microfluidic chips incorporates various channel geometries, mixing structures, and integrated components such as valves and pumps. Material properties affect factors like optical transparency, chemical compatibility, and surface characteristics, which are important considerations for specific applications.Expand Specific Solutions03 Microfluidic chips for biological applications
Microfluidic chips are widely used in biological research and diagnostics. They enable cell culture, single-cell analysis, DNA amplification, and protein analysis in controlled microenvironments. These chips can mimic physiological conditions for organ-on-chip applications or create gradients for studying cellular responses. The miniaturized format allows for reduced sample volumes, faster reaction times, and high-throughput screening capabilities, making them valuable tools in biomedical research and clinical diagnostics.Expand Specific Solutions04 Integration of detection systems in microfluidic chips
Microfluidic chips often incorporate various detection systems for real-time monitoring and analysis. These include optical detection methods like fluorescence and absorbance, electrical detection methods such as impedance measurements, and mass spectrometry interfaces. The integration of sensors and detectors enables quantitative analysis of samples flowing through the microchannels. Advanced chips may include multiple detection modalities for comprehensive sample characterization.Expand Specific Solutions05 Droplet-based microfluidic systems
Droplet-based microfluidics involves the generation and manipulation of discrete droplets within microfluidic channels. These systems enable compartmentalization of reactions, digital PCR, single-cell encapsulation, and high-throughput screening. Droplet generation, merging, splitting, and sorting are key operations in these platforms. The technology allows for massively parallel processing of samples with minimal cross-contamination, making it particularly valuable for applications requiring high sensitivity and specificity.Expand Specific Solutions
Leading Companies and Research Institutions in Microfluidics
Microfluidic chips have become essential to advanced chemical processing as the industry evolves from traditional batch methods to more precise, automated systems. The market is experiencing rapid growth, projected to reach $25-30 billion by 2025, driven by applications in pharmaceuticals, diagnostics, and materials science. Technologically, the field is in a transition from early maturity to widespread adoption, with companies at varying development stages. Leaders like 10X Genomics and Roche have established commercial platforms, while research institutions (Tsinghua University, Fudan University) continue advancing fundamental capabilities. Chinese manufacturers including BOE Technology and Tianma Microelectronics are scaling production capacity, while specialized firms like Cytonome and Lansion Biotechnology focus on innovative applications in cell sorting and point-of-care diagnostics, indicating a diversifying competitive landscape.
Samsung Electronics Co., Ltd.
Technical Solution: Samsung Electronics has developed advanced microfluidic chip technology for chemical processing applications, leveraging their expertise in semiconductor manufacturing. Their microfluidic platforms feature precisely fabricated channel networks with dimensions typically ranging from 5-100 micrometers, created using advanced photolithography and etching techniques. Samsung's chips incorporate sophisticated flow control elements including microvalves and micropumps that enable precise manipulation of fluids at nanoliter volumes. Their technology utilizes both passive capillary forces and active pressure-driven mechanisms to achieve controlled fluid movement through the microchannels. The company has pioneered the integration of sensing elements directly within the microfluidic architecture, allowing for real-time monitoring of chemical reactions. Samsung's chips feature specialized surface modifications that enable selective functionalization of channel walls, critical for applications requiring catalytic reactions or specific chemical interactions.
Strengths: Exceptional manufacturing precision with channel dimension tolerances below 1 micrometer; seamless integration with electronic components enabling advanced process control; ability to mass-produce complex microfluidic architectures at competitive costs; robust designs suitable for industrial chemical processing applications. Weaknesses: Less specialized in biochemical applications compared to dedicated life science companies; relatively recent entry into the microfluidic market compared to established players; challenges in adapting semiconductor manufacturing approaches to certain chemical processing requirements.
10X Genomics, Inc.
Technical Solution: 10X Genomics has developed advanced microfluidic chip technology that enables high-throughput single-cell analysis for chemical and biological processing. Their proprietary Chromium platform utilizes precisely engineered microfluidic chips with thousands of nanoliter-sized reaction chambers to partition individual cells with unique molecular barcodes. This technology enables massively parallel chemical reactions and analysis at the single-cell level. The microfluidic architecture allows for precise control of fluid dynamics, enabling consistent droplet formation and reagent mixing at microscale volumes. Their GemCode technology creates gel beads in emulsion (GEMs) within microfluidic channels, allowing for simultaneous processing of thousands of individual chemical reactions while maintaining sample integrity and preventing cross-contamination.
Strengths: Exceptional throughput capacity processing thousands of reactions simultaneously; precise control over nanoliter-scale reactions reducing reagent consumption; highly reproducible results due to standardized microfluidic architecture. Weaknesses: Relatively high cost of implementation; specialized equipment requirements; limited flexibility for customization of chemical reaction parameters.
Key Patents and Breakthroughs in Microfluidic Technology
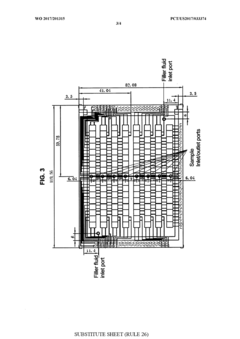
Quantitative real time PCR amplification using an electrowetting-based device
PatentWO2017201315A1
Innovation
- An electrowetting-based device is used to automate nucleic acid amplification by creating and manipulating droplets containing primers and target nucleic acids, allowing for parallel amplification, real-time quantitation, and recovery of the amplification product for further analysis.


Patent
Innovation
- Microfluidic chips enable precise control over chemical reactions at microscale, allowing for enhanced reaction efficiency, reduced reagent consumption, and improved product yield compared to traditional batch processing.
- The laminar flow characteristics in microchannels facilitate predictable mixing patterns and controlled diffusion, enabling novel reaction pathways and synthesis routes that are difficult to achieve in conventional reactors.
- Microfluidic technology enables parallelization and high-throughput screening of reaction conditions, significantly accelerating process development and optimization in chemical manufacturing.
Materials Science Advancements for Microfluidic Applications
The evolution of microfluidic chip technology has been significantly influenced by advancements in materials science. Traditional microfluidic devices primarily utilized silicon and glass substrates, which offered excellent chemical resistance but presented challenges in fabrication complexity and cost. The introduction of polymer-based materials, particularly polydimethylsiloxane (PDMS), revolutionized the field by enabling rapid prototyping and more accessible manufacturing processes while maintaining optical transparency crucial for observation and analysis.
Recent developments have focused on enhancing material properties to address specific challenges in chemical processing applications. Chemically resistant polymers such as cyclic olefin copolymer (COC) and perfluoroalkoxy alkanes (PFA) have emerged as alternatives to PDMS, offering superior resistance to organic solvents and reduced absorption of small hydrophobic molecules that often compromise PDMS-based systems in chemical reactions.
Surface modification techniques have advanced considerably, allowing precise control over surface chemistry within microchannels. Techniques such as plasma treatment, chemical vapor deposition, and layer-by-layer assembly enable tailored surface properties including hydrophilicity, hydrophobicity, and specific chemical functionalities. These modifications are critical for controlling fluid behavior, preventing unwanted adsorption of reagents, and enabling specific chemical interactions within the microfluidic environment.
The integration of stimuli-responsive materials represents another significant advancement, creating "smart" microfluidic platforms. Materials that respond to temperature, pH, light, or electrical stimuli can facilitate dynamic control over fluid flow, mixing, and separation processes. For instance, thermally responsive polymers like poly(N-isopropylacrylamide) (PNIPAAm) can switch between hydrophilic and hydrophobic states with temperature changes, enabling valve-like functions without mechanical components.
Nanomaterial incorporation has further expanded microfluidic capabilities. Carbon nanotubes, graphene, and metal nanoparticles embedded within channel walls or as functional elements provide enhanced thermal conductivity, electrical properties, and catalytic activity. These properties are particularly valuable for heat-sensitive reactions, electrochemical applications, and catalytic processes in chemical synthesis.
Biodegradable and biocompatible materials have gained prominence for environmentally conscious applications. Materials such as polylactic acid (PLA), polyglycolic acid (PGA), and various hydrogels offer sustainable alternatives while maintaining performance characteristics necessary for complex chemical processing operations.
The frontier of materials development now focuses on multi-functional composites that combine several advantageous properties. These advanced materials aim to simultaneously address multiple challenges including chemical compatibility, mechanical stability, thermal management, and specific surface interactions, ultimately enabling more sophisticated and efficient chemical processing capabilities in microfluidic platforms.
Recent developments have focused on enhancing material properties to address specific challenges in chemical processing applications. Chemically resistant polymers such as cyclic olefin copolymer (COC) and perfluoroalkoxy alkanes (PFA) have emerged as alternatives to PDMS, offering superior resistance to organic solvents and reduced absorption of small hydrophobic molecules that often compromise PDMS-based systems in chemical reactions.
Surface modification techniques have advanced considerably, allowing precise control over surface chemistry within microchannels. Techniques such as plasma treatment, chemical vapor deposition, and layer-by-layer assembly enable tailored surface properties including hydrophilicity, hydrophobicity, and specific chemical functionalities. These modifications are critical for controlling fluid behavior, preventing unwanted adsorption of reagents, and enabling specific chemical interactions within the microfluidic environment.
The integration of stimuli-responsive materials represents another significant advancement, creating "smart" microfluidic platforms. Materials that respond to temperature, pH, light, or electrical stimuli can facilitate dynamic control over fluid flow, mixing, and separation processes. For instance, thermally responsive polymers like poly(N-isopropylacrylamide) (PNIPAAm) can switch between hydrophilic and hydrophobic states with temperature changes, enabling valve-like functions without mechanical components.
Nanomaterial incorporation has further expanded microfluidic capabilities. Carbon nanotubes, graphene, and metal nanoparticles embedded within channel walls or as functional elements provide enhanced thermal conductivity, electrical properties, and catalytic activity. These properties are particularly valuable for heat-sensitive reactions, electrochemical applications, and catalytic processes in chemical synthesis.
Biodegradable and biocompatible materials have gained prominence for environmentally conscious applications. Materials such as polylactic acid (PLA), polyglycolic acid (PGA), and various hydrogels offer sustainable alternatives while maintaining performance characteristics necessary for complex chemical processing operations.
The frontier of materials development now focuses on multi-functional composites that combine several advantageous properties. These advanced materials aim to simultaneously address multiple challenges including chemical compatibility, mechanical stability, thermal management, and specific surface interactions, ultimately enabling more sophisticated and efficient chemical processing capabilities in microfluidic platforms.
Sustainability Impact of Microfluidic Chemical Processing
Microfluidic technology represents a paradigm shift in chemical processing with significant sustainability implications. The miniaturization of chemical reactions through microfluidic chips dramatically reduces resource consumption compared to traditional batch processing methods. Studies indicate that microfluidic systems can achieve reagent reduction of up to 99%, with corresponding decreases in waste generation, addressing a critical environmental challenge in the chemical industry.
Energy efficiency constitutes another substantial sustainability benefit. Microfluidic chips facilitate precise temperature control and heat transfer due to their high surface-area-to-volume ratios, resulting in energy savings of 30-70% compared to conventional systems. This efficiency stems from reduced heating requirements and elimination of large-scale temperature maintenance needs, contributing to lower carbon footprints across chemical manufacturing operations.
Water conservation emerges as a particularly noteworthy advantage in regions facing water scarcity. Microfluidic processing typically requires 50-90% less water than traditional methods, with closed-loop systems enabling water recycling and minimizing discharge of potentially harmful chemicals into waterways. This aspect alone positions microfluidics as a sustainable alternative for water-intensive chemical processes.
The enhanced reaction selectivity achieved through microfluidic processing further contributes to sustainability by minimizing side reactions and unwanted byproducts. This precision reduces purification requirements and associated resource consumption. Several case studies demonstrate how microfluidic synthesis routes can eliminate toxic solvents entirely, replacing them with greener alternatives or solvent-free processes that would be impractical at larger scales.
Life cycle assessments of microfluidic chemical processing reveal significant reductions in environmental impact metrics, including global warming potential, acidification, and resource depletion. When scaled to industrial production through numbering-up approaches, these benefits can be maintained while meeting commercial volume requirements. The distributed manufacturing potential of microfluidic systems also reduces transportation-related emissions by enabling localized production closer to points of use.
Regulatory frameworks increasingly recognize these sustainability advantages, with environmental protection agencies in several countries developing incentive programs for industries adopting microfluidic processing. The alignment of microfluidic technology with circular economy principles and green chemistry objectives positions it as a key enabler for sustainable chemical manufacturing in the coming decades, potentially transforming industrial practices across pharmaceutical, specialty chemical, and consumer product sectors.
Energy efficiency constitutes another substantial sustainability benefit. Microfluidic chips facilitate precise temperature control and heat transfer due to their high surface-area-to-volume ratios, resulting in energy savings of 30-70% compared to conventional systems. This efficiency stems from reduced heating requirements and elimination of large-scale temperature maintenance needs, contributing to lower carbon footprints across chemical manufacturing operations.
Water conservation emerges as a particularly noteworthy advantage in regions facing water scarcity. Microfluidic processing typically requires 50-90% less water than traditional methods, with closed-loop systems enabling water recycling and minimizing discharge of potentially harmful chemicals into waterways. This aspect alone positions microfluidics as a sustainable alternative for water-intensive chemical processes.
The enhanced reaction selectivity achieved through microfluidic processing further contributes to sustainability by minimizing side reactions and unwanted byproducts. This precision reduces purification requirements and associated resource consumption. Several case studies demonstrate how microfluidic synthesis routes can eliminate toxic solvents entirely, replacing them with greener alternatives or solvent-free processes that would be impractical at larger scales.
Life cycle assessments of microfluidic chemical processing reveal significant reductions in environmental impact metrics, including global warming potential, acidification, and resource depletion. When scaled to industrial production through numbering-up approaches, these benefits can be maintained while meeting commercial volume requirements. The distributed manufacturing potential of microfluidic systems also reduces transportation-related emissions by enabling localized production closer to points of use.
Regulatory frameworks increasingly recognize these sustainability advantages, with environmental protection agencies in several countries developing incentive programs for industries adopting microfluidic processing. The alignment of microfluidic technology with circular economy principles and green chemistry objectives positions it as a key enabler for sustainable chemical manufacturing in the coming decades, potentially transforming industrial practices across pharmaceutical, specialty chemical, and consumer product sectors.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!