

Forming method for large concave forging
A forming method and concave technology, applied in the field of forging forming, can solve the problems of low utilization rate of steel ingots, undesired, large net-to-gross ratio, etc., and achieve the effect of improving the utilization rate of steel ingots
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
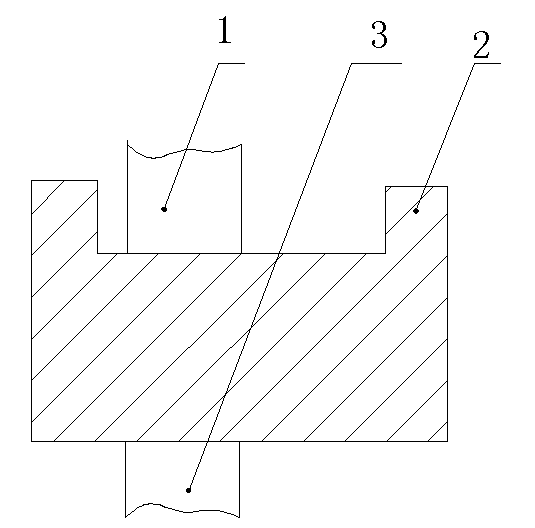
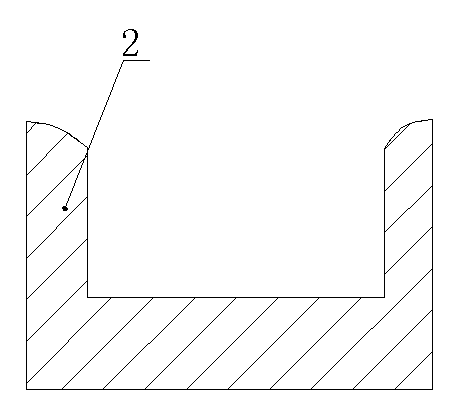
[0014] The concave forgings processed by the present invention are as Figure 5 , 6 As shown in the figure, A is 1590±60mm, B is 460mm, C is 1460±20mm, D is 760±20mm, and E is 320±20mm.
[0015] The forming method of above-mentioned large-scale concave forging is to carry out according to the following steps:
[0016] A. Heat the steel ingot at 1220-1240°C for 6-7 hours. The present invention adopts a longer holding time and a higher initial forging temperature, which can fully heat the steel ingot and ensure forging through;
[0017] B. Upsetting and elongating the forged steel ingot in two times, first press the chamfer, in order to ensure the forging ratio, upsetting the second time to φ1650mm, then drawing and widening to 1460mm×770mm, cutting the tail, stamping, embossing The files and cut pieces are semi-finished products; the two lugs are stretched to 1260mm when pressing the concave file, which is shortened by 200mm. In order to ensure the size of 1460mm, the next...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More