

Compound extrusion casting method of aluminum alloy ring
A composite extrusion and squeeze casting technology, applied in the field of composite extrusion casting of aluminum alloy rings, can solve the problems of casting shrinkage and shrinkage porosity, poor transfer pressure effect, and low density of metallographic structure.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0067] The present invention will be further described below in conjunction with accompanying drawing:
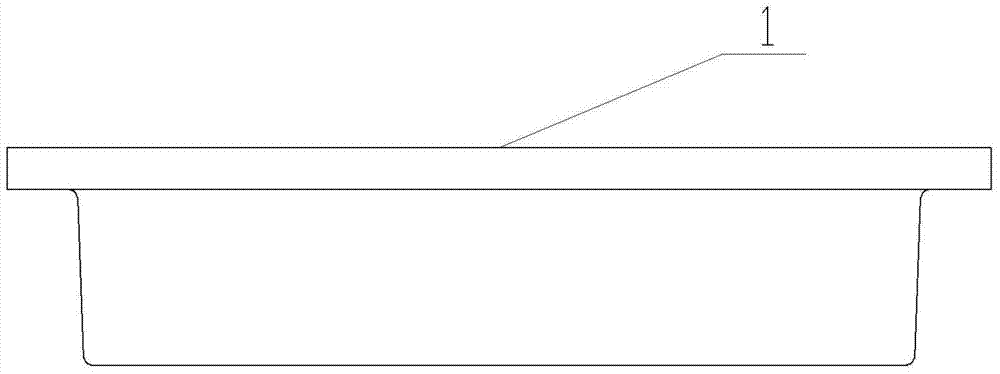
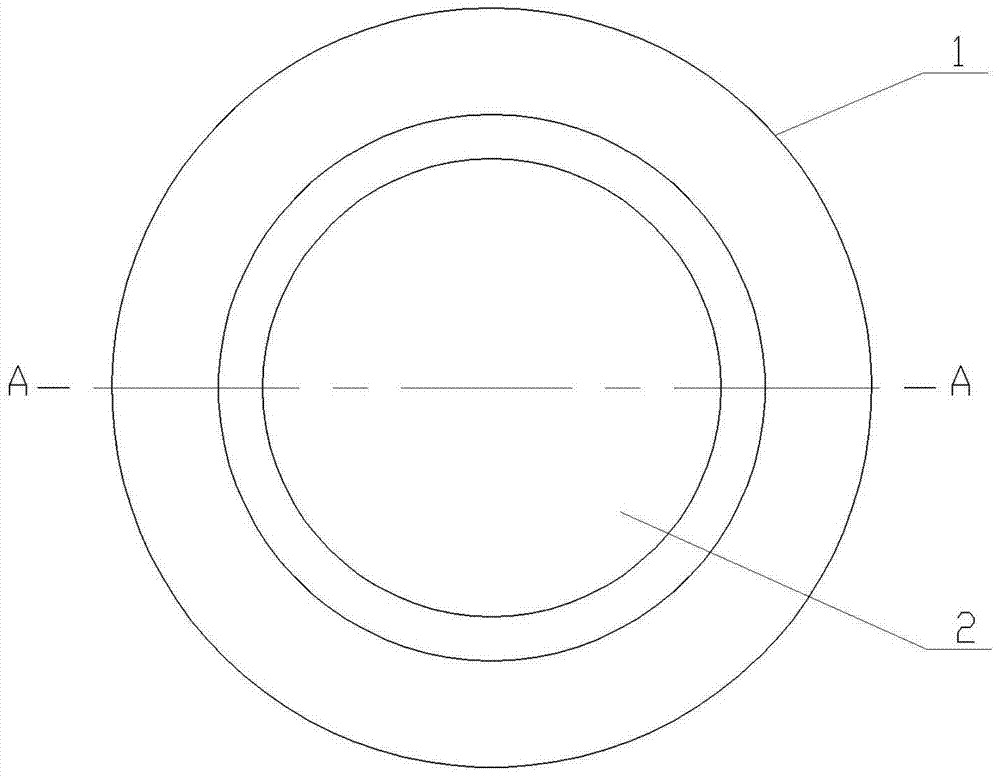
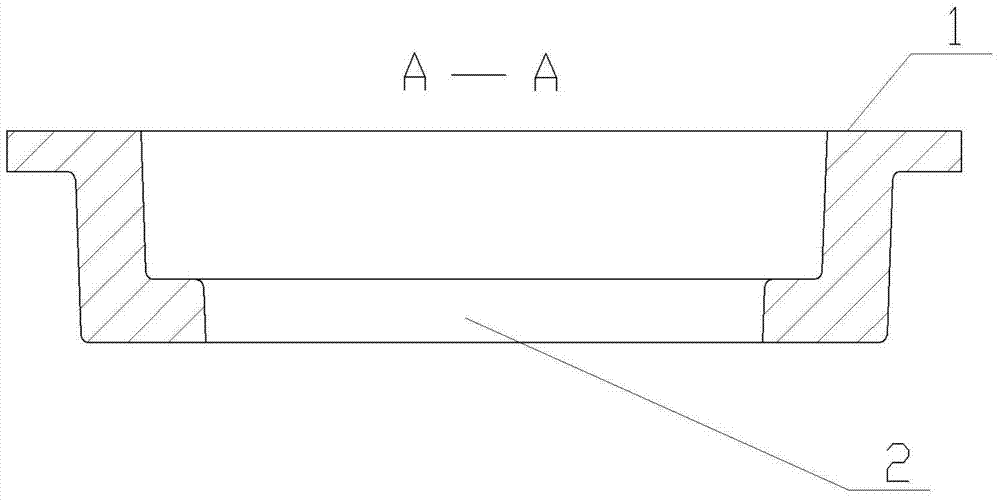
[0068] figure 1 , 2 , Shown in 3, is the structure drawing of aluminum alloy ring, and circular platform is arranged outside circular ring 1, and circular platform is also arranged in circular ring hole 2.
[0069] Figure 4 , 5 , Shown in 6 and 7, is the composite extrusion casting mold structural diagram, and mold is made up of die 4, punch 3 and composite extrusion device;
[0070] Die 4 is connected with punch frame 17 by left guide post 15, right guide post 16;
[0071] The punch 3 is fixedly connected with the punch frame 17, the mold frame 9, and the punch plate 6, the punch 3 is fixed on the punch frame 17, the punch frame 17, the mold frame 9, and the punch plate 6 are fixed by bolts 19 and pin shafts 20 ;
[0072] The composite extrusion device is composed of a push plate 10, a left connecting guide post 13, a right connecting guide post 14, an upper ejector...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More