

Deep cylinder piece high-thinning-rate deep drawing technology
A technology of thinning rate and deep cylinder, applied in forming tools, manufacturing tools, metal processing equipment, etc., can solve problems such as deformation, cracking and breaking, and achieve the effect of uniform wall thickness, reduction of wire drawing, and smooth wall surface.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
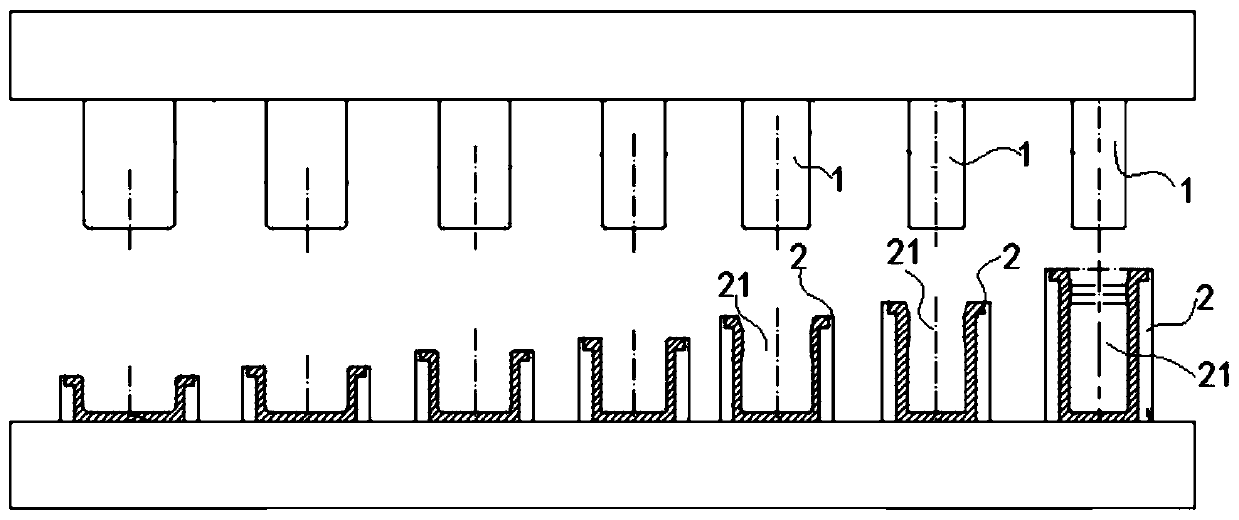
[0058] The drawing process of this embodiment is divided into 7 steps. Before drawing, the drawing depth of each pass is allocated according to the size of the original blank and the size of the set finished deep tube and the die gap is adjusted, and then the relevant drawing is performed. Under the conditions of parameters (blankholder force, friction coefficient, deep drawing speed), the circular blank with a diameter of 75mm and a thickness of 0.5mm is thinned to a cylindrical piece with a thickness of 0.25mm.
[0059] 1. Preliminary formation
[0060] Deep drawing step 1: After placing the blank on the die, press the blank with a blank holder. The blank holder force can be 5000N-20000N, and this embodiment is 8000N. Next, lubricating fluid is added to control the coefficient of friction between the blank and the mold, and finally the punch is controlled to press down to draw the blank.
[0061] In this step, the friction coefficient between the blank and the punch is 0.1,...
Embodiment 2
[0091] The drawing process of this embodiment is divided into 6 steps. Before drawing, the drawing depth of each pass is allocated according to the size of the original blank and the set size of the finished deep tube, and the die gap is adjusted, and then the relevant drawing is performed. Under the conditions of parameters (blankholder force, friction coefficient, deep drawing speed), the circular blank with a diameter of 62mm and a thickness of 0.4mm is thinned to a deep tube with a diameter of 21mm and a thickness of 0.2mm.
[0092] 1. Preliminary formation
[0093] Deep drawing step 1: After placing the blank on the die, press the blank with a blank holder. The blank holder force can be 5000N-20000N, and 6500N is used in this embodiment. Next, lubricating fluid is added to control the coefficient of friction between the blank and the mold, and finally the punch is controlled to press down to draw the blank.
[0094] In this step, the coefficient of friction between the b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More