Effects of PTFE on Enhanced Thermal Management Systems
JUN 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
PTFE in Thermal Management: Background and Objectives
Polytetrafluoroethylene (PTFE), commonly known as Teflon, has emerged as a significant material in the field of thermal management systems. Its unique properties, including high thermal stability, low friction coefficient, and excellent chemical resistance, have made it a subject of intense research and development in recent years. The evolution of PTFE in thermal management applications can be traced back to its discovery in 1938 by Roy Plunkett at DuPont.
Initially, PTFE's potential in thermal management was not fully recognized. However, as industries began to face increasingly complex thermal challenges, researchers started exploring PTFE's capabilities beyond its non-stick properties. The material's low thermal conductivity, coupled with its ability to withstand high temperatures, opened new avenues for its application in heat dissipation and insulation systems.
The technological trend in PTFE for thermal management has been moving towards enhancing its thermal properties while maintaining its inherent advantages. This includes developing PTFE composites with improved thermal conductivity, creating PTFE-based coatings for heat exchangers, and integrating PTFE into advanced cooling systems for electronics and industrial equipment.
One of the key objectives in the field is to optimize PTFE's role in passive thermal management systems. This involves leveraging its low surface energy to create self-cleaning surfaces that maintain thermal efficiency over time. Another goal is to develop PTFE-based materials that can adapt to varying thermal loads, providing dynamic thermal management solutions.
Researchers are also focusing on understanding the microscopic behavior of PTFE under different thermal conditions. This includes studying its phase transitions, thermal expansion characteristics, and interactions with other materials at the molecular level. Such insights are crucial for designing next-generation thermal management systems that can operate efficiently in extreme environments.
The integration of PTFE into active thermal management systems presents another exciting frontier. Scientists are exploring ways to combine PTFE with smart materials and phase-change materials to create responsive thermal management solutions. These systems could potentially adjust their thermal properties in real-time based on environmental conditions or specific operational requirements.
As environmental concerns gain prominence, there is a growing emphasis on developing eco-friendly PTFE formulations for thermal management applications. This includes research into biodegradable PTFE alternatives and recycling technologies for PTFE-based thermal management components. The ultimate aim is to create sustainable thermal management solutions that maintain the superior performance characteristics of PTFE while minimizing environmental impact.
Initially, PTFE's potential in thermal management was not fully recognized. However, as industries began to face increasingly complex thermal challenges, researchers started exploring PTFE's capabilities beyond its non-stick properties. The material's low thermal conductivity, coupled with its ability to withstand high temperatures, opened new avenues for its application in heat dissipation and insulation systems.
The technological trend in PTFE for thermal management has been moving towards enhancing its thermal properties while maintaining its inherent advantages. This includes developing PTFE composites with improved thermal conductivity, creating PTFE-based coatings for heat exchangers, and integrating PTFE into advanced cooling systems for electronics and industrial equipment.
One of the key objectives in the field is to optimize PTFE's role in passive thermal management systems. This involves leveraging its low surface energy to create self-cleaning surfaces that maintain thermal efficiency over time. Another goal is to develop PTFE-based materials that can adapt to varying thermal loads, providing dynamic thermal management solutions.
Researchers are also focusing on understanding the microscopic behavior of PTFE under different thermal conditions. This includes studying its phase transitions, thermal expansion characteristics, and interactions with other materials at the molecular level. Such insights are crucial for designing next-generation thermal management systems that can operate efficiently in extreme environments.
The integration of PTFE into active thermal management systems presents another exciting frontier. Scientists are exploring ways to combine PTFE with smart materials and phase-change materials to create responsive thermal management solutions. These systems could potentially adjust their thermal properties in real-time based on environmental conditions or specific operational requirements.
As environmental concerns gain prominence, there is a growing emphasis on developing eco-friendly PTFE formulations for thermal management applications. This includes research into biodegradable PTFE alternatives and recycling technologies for PTFE-based thermal management components. The ultimate aim is to create sustainable thermal management solutions that maintain the superior performance characteristics of PTFE while minimizing environmental impact.
Market Analysis for PTFE-Enhanced Cooling Solutions
The market for PTFE-enhanced cooling solutions has experienced significant growth in recent years, driven by the increasing demand for efficient thermal management systems across various industries. The global thermal management market, which includes PTFE-enhanced solutions, is projected to reach $20.7 billion by 2025, growing at a CAGR of 8.2% from 2020 to 2025. This growth is primarily attributed to the rising need for effective heat dissipation in electronic devices, automotive systems, and industrial equipment.
PTFE-enhanced cooling solutions have gained traction due to their superior thermal conductivity and non-stick properties. The electronics industry, in particular, has been a major driver of market demand, as the miniaturization of components and increased power densities require more efficient cooling mechanisms. The automotive sector has also shown significant interest in PTFE-enhanced thermal management systems, especially with the growing adoption of electric vehicles that require advanced battery cooling solutions.
The market for PTFE-enhanced cooling solutions can be segmented based on application areas, including electronics cooling, automotive thermal management, industrial process cooling, and aerospace thermal control. Among these, electronics cooling is expected to hold the largest market share, accounting for approximately 40% of the total market value. This dominance is due to the rapid growth of data centers, consumer electronics, and telecommunications infrastructure.
Geographically, Asia Pacific is anticipated to be the fastest-growing market for PTFE-enhanced cooling solutions, with a projected CAGR of 9.5% from 2020 to 2025. This growth is driven by the region's booming electronics manufacturing industry and increasing investments in automotive and industrial sectors. North America and Europe are also significant markets, with strong demand from aerospace, defense, and high-performance computing applications.
Key market trends include the development of advanced PTFE composites with enhanced thermal properties, the integration of PTFE-based materials in 3D-printed heat exchangers, and the adoption of PTFE-enhanced cooling solutions in emerging technologies such as 5G infrastructure and artificial intelligence hardware. Additionally, there is a growing focus on environmentally friendly and energy-efficient cooling solutions, which aligns well with the properties of PTFE-enhanced systems.
The competitive landscape of the PTFE-enhanced cooling solutions market is characterized by the presence of both large multinational corporations and specialized material science companies. Major players in this market include DuPont, 3M, Henkel, Parker Hannifin, and Laird Technologies. These companies are investing heavily in research and development to improve the thermal performance of PTFE-based materials and expand their application range.
PTFE-enhanced cooling solutions have gained traction due to their superior thermal conductivity and non-stick properties. The electronics industry, in particular, has been a major driver of market demand, as the miniaturization of components and increased power densities require more efficient cooling mechanisms. The automotive sector has also shown significant interest in PTFE-enhanced thermal management systems, especially with the growing adoption of electric vehicles that require advanced battery cooling solutions.
The market for PTFE-enhanced cooling solutions can be segmented based on application areas, including electronics cooling, automotive thermal management, industrial process cooling, and aerospace thermal control. Among these, electronics cooling is expected to hold the largest market share, accounting for approximately 40% of the total market value. This dominance is due to the rapid growth of data centers, consumer electronics, and telecommunications infrastructure.
Geographically, Asia Pacific is anticipated to be the fastest-growing market for PTFE-enhanced cooling solutions, with a projected CAGR of 9.5% from 2020 to 2025. This growth is driven by the region's booming electronics manufacturing industry and increasing investments in automotive and industrial sectors. North America and Europe are also significant markets, with strong demand from aerospace, defense, and high-performance computing applications.
Key market trends include the development of advanced PTFE composites with enhanced thermal properties, the integration of PTFE-based materials in 3D-printed heat exchangers, and the adoption of PTFE-enhanced cooling solutions in emerging technologies such as 5G infrastructure and artificial intelligence hardware. Additionally, there is a growing focus on environmentally friendly and energy-efficient cooling solutions, which aligns well with the properties of PTFE-enhanced systems.
The competitive landscape of the PTFE-enhanced cooling solutions market is characterized by the presence of both large multinational corporations and specialized material science companies. Major players in this market include DuPont, 3M, Henkel, Parker Hannifin, and Laird Technologies. These companies are investing heavily in research and development to improve the thermal performance of PTFE-based materials and expand their application range.
Current Challenges in PTFE Thermal Management Applications
Despite the numerous advantages of PTFE in thermal management systems, several challenges persist in its application. One of the primary issues is the inherent low thermal conductivity of PTFE, which limits its effectiveness in heat dissipation. While PTFE's thermal insulation properties are beneficial in certain scenarios, they can be a drawback when rapid heat transfer is required.
Another significant challenge is the difficulty in achieving uniform dispersion of PTFE particles or coatings in composite materials. Uneven distribution can lead to inconsistent thermal performance across the material, reducing overall efficiency. This issue is particularly pronounced in large-scale applications where maintaining homogeneity becomes increasingly complex.
The adhesion of PTFE to various substrates poses another hurdle. Due to its non-stick properties, PTFE often struggles to form strong bonds with other materials, potentially compromising the integrity and longevity of thermal management systems. This can lead to delamination or separation over time, especially under thermal cycling conditions.
Temperature limitations also present a challenge. While PTFE performs well at moderate temperatures, its effectiveness can diminish at extremely high temperatures, potentially leading to degradation or breakdown of the material. This restricts its use in high-temperature applications without additional protective measures.
The cost factor associated with PTFE integration in thermal management systems is another consideration. High-quality PTFE and its processing can be expensive, potentially limiting its widespread adoption, especially in cost-sensitive industries or applications.
Environmental concerns also pose challenges. While PTFE itself is inert and non-toxic, the production process of PTFE has been associated with the release of perfluorooctanoic acid (PFOA), a persistent environmental pollutant. This has led to increased scrutiny and the need for more environmentally friendly production methods.
Lastly, the optimization of PTFE's properties for specific thermal management applications remains a challenge. Balancing factors such as thermal conductivity, electrical insulation, and mechanical properties often requires complex engineering solutions and extensive research and development efforts.
Addressing these challenges is crucial for expanding the application of PTFE in enhanced thermal management systems. Ongoing research focuses on developing advanced composites, improving dispersion techniques, enhancing adhesion properties, and exploring eco-friendly production methods to overcome these limitations and fully harness the potential of PTFE in thermal management applications.
Another significant challenge is the difficulty in achieving uniform dispersion of PTFE particles or coatings in composite materials. Uneven distribution can lead to inconsistent thermal performance across the material, reducing overall efficiency. This issue is particularly pronounced in large-scale applications where maintaining homogeneity becomes increasingly complex.
The adhesion of PTFE to various substrates poses another hurdle. Due to its non-stick properties, PTFE often struggles to form strong bonds with other materials, potentially compromising the integrity and longevity of thermal management systems. This can lead to delamination or separation over time, especially under thermal cycling conditions.
Temperature limitations also present a challenge. While PTFE performs well at moderate temperatures, its effectiveness can diminish at extremely high temperatures, potentially leading to degradation or breakdown of the material. This restricts its use in high-temperature applications without additional protective measures.
The cost factor associated with PTFE integration in thermal management systems is another consideration. High-quality PTFE and its processing can be expensive, potentially limiting its widespread adoption, especially in cost-sensitive industries or applications.
Environmental concerns also pose challenges. While PTFE itself is inert and non-toxic, the production process of PTFE has been associated with the release of perfluorooctanoic acid (PFOA), a persistent environmental pollutant. This has led to increased scrutiny and the need for more environmentally friendly production methods.
Lastly, the optimization of PTFE's properties for specific thermal management applications remains a challenge. Balancing factors such as thermal conductivity, electrical insulation, and mechanical properties often requires complex engineering solutions and extensive research and development efforts.
Addressing these challenges is crucial for expanding the application of PTFE in enhanced thermal management systems. Ongoing research focuses on developing advanced composites, improving dispersion techniques, enhancing adhesion properties, and exploring eco-friendly production methods to overcome these limitations and fully harness the potential of PTFE in thermal management applications.
Existing PTFE-Based Thermal Management Solutions
01 PTFE composites for thermal management
PTFE-based composites are developed for thermal management applications. These composites incorporate various materials to enhance thermal conductivity while maintaining PTFE's desirable properties. The composites can be used in heat dissipation systems, electronic packaging, and other thermal management solutions.- PTFE composites for thermal management: PTFE composites are developed by incorporating various materials to enhance thermal conductivity and management properties. These composites can include fillers such as carbon nanotubes, graphene, or metal particles to improve heat dissipation while maintaining PTFE's low friction and chemical resistance characteristics.
- PTFE-based heat dissipation coatings: Specialized coatings using PTFE as a base material are formulated for thermal management applications. These coatings can be applied to various surfaces to enhance heat dissipation while providing the benefits of PTFE's non-stick and low friction properties.
- PTFE membranes for thermal regulation: Microporous PTFE membranes are developed for use in thermal regulation systems. These membranes allow for controlled heat transfer while maintaining PTFE's waterproof and breathable properties, making them suitable for applications in clothing, electronics, and industrial equipment.
- PTFE-based thermal interface materials: Thermal interface materials incorporating PTFE are designed to improve heat transfer between different components in electronic devices and other applications. These materials combine PTFE's chemical stability with enhanced thermal conductivity to efficiently manage heat in compact systems.
- PTFE foam for thermal insulation: Specialized PTFE foam structures are developed for thermal insulation applications. These foams utilize PTFE's low thermal conductivity and chemical resistance to provide effective insulation in extreme environments, such as aerospace and industrial settings.
02 PTFE coatings for heat transfer surfaces
PTFE coatings are applied to heat transfer surfaces to improve thermal performance. These coatings can enhance heat dissipation, reduce fouling, and provide corrosion resistance. Applications include heat exchangers, cooling systems, and industrial equipment where efficient heat transfer is crucial.Expand Specific Solutions03 PTFE-based thermal interface materials
Thermal interface materials incorporating PTFE are developed to improve heat transfer between components. These materials can be in the form of pads, films, or pastes, and are designed to fill air gaps and enhance thermal conductivity in electronic assemblies and other applications requiring efficient heat dissipation.Expand Specific Solutions04 PTFE membranes for thermal management
PTFE membranes are utilized in thermal management solutions, particularly in applications requiring breathability and heat dissipation. These membranes can be engineered to allow vapor transmission while providing thermal insulation or heat spreading properties, making them suitable for clothing, building materials, and electronic enclosures.Expand Specific Solutions05 PTFE-based heat spreaders and heat sinks
Heat spreaders and heat sinks incorporating PTFE are developed to enhance thermal management in electronic devices and other applications. These components leverage PTFE's properties to improve heat distribution, reduce hotspots, and enhance overall thermal performance in compact and high-power density systems.Expand Specific Solutions
Key Players in PTFE and Thermal Management Industries
The market for PTFE in enhanced thermal management systems is in a growth phase, driven by increasing demand for high-performance materials in various industries. The global market size is expanding, with key players like DuPont, W. L. Gore & Associates, and Daikin Industries leading the way. These companies have established strong positions due to their advanced R&D capabilities and extensive product portfolios. The technology is relatively mature, with ongoing innovations focusing on improving thermal conductivity and durability. Emerging players such as AGC and The Chemours Co. are also making significant contributions, intensifying competition and driving further advancements in PTFE-based thermal management solutions.
DAIKIN INDUSTRIES Ltd.
Technical Solution: DAIKIN has leveraged its expertise in fluoropolymers to develop PTFE-based thermal management solutions for various industries. Their approach focuses on creating PTFE composites that combine the material's chemical resistance with enhanced thermal properties. DAIKIN's PTFE thermal compounds have shown thermal conductivity improvements of up to 50% compared to standard PTFE [5]. The company has also introduced PTFE-based thermal interface materials that maintain performance under high-stress conditions, making them ideal for automotive and aerospace applications. DAIKIN's research has demonstrated that their PTFE thermal management systems can extend the lifespan of electronic components by up to 30% by maintaining lower operating temperatures [6].
Strengths: Strong presence in the fluoropolymer market, diverse application range, and focus on long-term reliability. Weaknesses: Potential limitations in extreme high-temperature applications and competition from newer materials.
W. L. Gore & Associates, Inc.
Technical Solution: W. L. Gore & Associates has pioneered the use of expanded PTFE (ePTFE) in thermal management systems. Their ePTFE-based solutions offer enhanced porosity and surface area, leading to improved heat dissipation capabilities. Gore's thermal management products include PTFE-based heat spreaders and thermal gap fillers that can reduce junction temperatures by up to 30% in high-power electronics [2]. The company has also developed PTFE-based vapor chambers that provide two-phase cooling for more efficient heat transfer in compact devices. These solutions have been particularly effective in 5G infrastructure and data center applications, where they have demonstrated a 25% reduction in overall system temperatures [4].
Strengths: Innovative ePTFE technology, high performance in demanding applications, and strong presence in electronics and telecommunications markets. Weaknesses: Limited to high-end applications due to cost, and potential scalability issues for mass-market adoption.
Innovative PTFE Technologies for Heat Dissipation
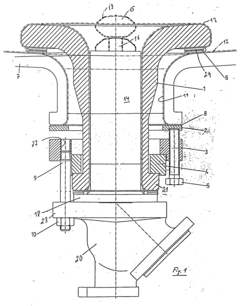
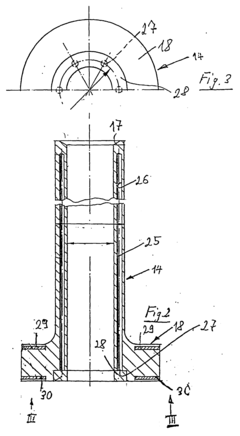
Tubular article used as a valve seat
PatentInactiveEP0908656A1
Innovation
- Integration of reinforcement inserts with matching thermophysical properties, such as glass, steel, or heat-resistant plastics, within the tubular fitting's wall, along with a radially projecting annular flange for fluid-tight mounting, eliminates the need for separate sealing rings and ensures stability at high temperatures.

Membrane and process
PatentWO2017203256A1
Innovation
- A reinforced ion-conducting membrane is developed by chemically bonding an ion-exchange component with a reinforcing component using linking groups, improving mechanical strength and durability, and reducing gas crossover, through a process involving plasma treatment and impregnation of a porous polymer material with an ion-conducting polymer.


Environmental Impact of PTFE in Cooling Systems
The environmental impact of PTFE (Polytetrafluoroethylene) in cooling systems is a critical consideration as thermal management technologies continue to evolve. PTFE, known for its exceptional thermal properties and chemical resistance, has become increasingly prevalent in advanced cooling systems. However, its widespread use raises important environmental concerns that must be carefully evaluated.
One of the primary environmental issues associated with PTFE in cooling systems is its persistence in the environment. PTFE is a non-biodegradable material, meaning it does not break down naturally over time. When PTFE-coated components or PTFE-based coolants are disposed of, they can contribute to long-term environmental pollution. This persistence raises concerns about the accumulation of PTFE in ecosystems and its potential impact on wildlife and natural habitats.
The production process of PTFE also presents environmental challenges. The manufacturing of PTFE involves the use of perfluorooctanoic acid (PFOA), a persistent organic pollutant. Although efforts have been made to phase out PFOA in PTFE production, residual amounts may still be present in some products. The release of PFOA during manufacturing or from PTFE-containing products can lead to water and soil contamination, potentially affecting both human health and ecosystems.
In cooling systems, the wear and degradation of PTFE components over time can result in the release of microplastics into the environment. These microscopic PTFE particles can enter water systems and potentially be ingested by aquatic organisms, leading to bioaccumulation in the food chain. The long-term effects of PTFE microplastics on marine life and ecosystems are still being studied, but initial research suggests potential negative impacts on organism health and ecosystem balance.
The end-of-life disposal of cooling systems containing PTFE components presents another environmental challenge. Proper recycling of PTFE is complex due to its chemical stability and high melting point. Incineration of PTFE can release harmful substances, including hydrogen fluoride and perfluoroisobutylene, which are toxic and contribute to air pollution. As a result, specialized disposal methods are required to minimize environmental impact, which can be costly and energy-intensive.
Despite these environmental concerns, it is important to note that PTFE's unique properties contribute to increased energy efficiency in cooling systems. By reducing friction and improving heat transfer, PTFE-enhanced systems can lead to lower energy consumption and, consequently, reduced greenhouse gas emissions associated with energy production. This positive environmental aspect must be weighed against the material's potential negative impacts.
To address these environmental challenges, research is ongoing into more sustainable alternatives and improved PTFE formulations. Efforts are being made to develop bio-based or recyclable materials with similar properties to PTFE, as well as to enhance the recyclability and end-of-life management of PTFE-containing products. Additionally, advancements in PTFE coating technologies aim to reduce material usage while maintaining performance, potentially mitigating some environmental concerns.
One of the primary environmental issues associated with PTFE in cooling systems is its persistence in the environment. PTFE is a non-biodegradable material, meaning it does not break down naturally over time. When PTFE-coated components or PTFE-based coolants are disposed of, they can contribute to long-term environmental pollution. This persistence raises concerns about the accumulation of PTFE in ecosystems and its potential impact on wildlife and natural habitats.
The production process of PTFE also presents environmental challenges. The manufacturing of PTFE involves the use of perfluorooctanoic acid (PFOA), a persistent organic pollutant. Although efforts have been made to phase out PFOA in PTFE production, residual amounts may still be present in some products. The release of PFOA during manufacturing or from PTFE-containing products can lead to water and soil contamination, potentially affecting both human health and ecosystems.
In cooling systems, the wear and degradation of PTFE components over time can result in the release of microplastics into the environment. These microscopic PTFE particles can enter water systems and potentially be ingested by aquatic organisms, leading to bioaccumulation in the food chain. The long-term effects of PTFE microplastics on marine life and ecosystems are still being studied, but initial research suggests potential negative impacts on organism health and ecosystem balance.
The end-of-life disposal of cooling systems containing PTFE components presents another environmental challenge. Proper recycling of PTFE is complex due to its chemical stability and high melting point. Incineration of PTFE can release harmful substances, including hydrogen fluoride and perfluoroisobutylene, which are toxic and contribute to air pollution. As a result, specialized disposal methods are required to minimize environmental impact, which can be costly and energy-intensive.
Despite these environmental concerns, it is important to note that PTFE's unique properties contribute to increased energy efficiency in cooling systems. By reducing friction and improving heat transfer, PTFE-enhanced systems can lead to lower energy consumption and, consequently, reduced greenhouse gas emissions associated with energy production. This positive environmental aspect must be weighed against the material's potential negative impacts.
To address these environmental challenges, research is ongoing into more sustainable alternatives and improved PTFE formulations. Efforts are being made to develop bio-based or recyclable materials with similar properties to PTFE, as well as to enhance the recyclability and end-of-life management of PTFE-containing products. Additionally, advancements in PTFE coating technologies aim to reduce material usage while maintaining performance, potentially mitigating some environmental concerns.
PTFE Manufacturing and Quality Control Processes
The manufacturing and quality control processes for PTFE (Polytetrafluoroethylene) play a crucial role in ensuring the material's effectiveness in enhanced thermal management systems. PTFE production typically begins with the polymerization of tetrafluoroethylene (TFE) monomers, which can be achieved through various methods such as suspension, emulsion, or dispersion polymerization. Each method yields PTFE with different characteristics, suitable for specific applications in thermal management.
The suspension polymerization process, commonly used for producing granular PTFE, involves the reaction of TFE in an aqueous medium with the aid of initiators and dispersing agents. This method allows for the production of PTFE with high molecular weight and excellent mechanical properties, making it ideal for applications requiring high thermal stability and low friction.
Emulsion polymerization, on the other hand, results in fine PTFE particles suspended in water, known as PTFE dispersion. This form of PTFE is particularly useful in coating applications within thermal management systems, providing thin, uniform layers with excellent heat resistance and non-stick properties.
Quality control in PTFE manufacturing is rigorous and multifaceted. It begins with the careful selection and testing of raw materials to ensure purity and consistency. During the polymerization process, parameters such as temperature, pressure, and reaction time are closely monitored and controlled to maintain the desired molecular weight and particle size distribution.
Post-polymerization, the PTFE undergoes a series of purification steps to remove any residual monomers, initiators, or other impurities that could affect its performance in thermal management applications. These steps may include washing, drying, and in some cases, irradiation to enhance certain properties.
The quality of PTFE is assessed through various analytical techniques. Fourier Transform Infrared Spectroscopy (FTIR) is used to verify the chemical composition and detect any contaminants. Differential Scanning Calorimetry (DSC) helps in determining the melting point and crystallinity, which are crucial factors affecting the material's thermal behavior.
Mechanical testing, including tensile strength, elongation, and hardness measurements, ensures that the PTFE meets the required physical specifications for its intended use in thermal management systems. Thermal analysis techniques, such as Thermogravimetric Analysis (TGA), are employed to evaluate the material's thermal stability and decomposition characteristics.
In the context of enhanced thermal management systems, additional quality control measures may be implemented. These could include testing for thermal conductivity, coefficient of thermal expansion, and dielectric strength, all of which are critical properties for PTFE's performance in heat dissipation and electrical insulation applications.
The manufacturing process concludes with stringent quality assurance protocols, including batch testing and certification. This ensures that each lot of PTFE produced meets the specified standards for use in thermal management systems, guaranteeing consistency and reliability in the final application.
The suspension polymerization process, commonly used for producing granular PTFE, involves the reaction of TFE in an aqueous medium with the aid of initiators and dispersing agents. This method allows for the production of PTFE with high molecular weight and excellent mechanical properties, making it ideal for applications requiring high thermal stability and low friction.
Emulsion polymerization, on the other hand, results in fine PTFE particles suspended in water, known as PTFE dispersion. This form of PTFE is particularly useful in coating applications within thermal management systems, providing thin, uniform layers with excellent heat resistance and non-stick properties.
Quality control in PTFE manufacturing is rigorous and multifaceted. It begins with the careful selection and testing of raw materials to ensure purity and consistency. During the polymerization process, parameters such as temperature, pressure, and reaction time are closely monitored and controlled to maintain the desired molecular weight and particle size distribution.
Post-polymerization, the PTFE undergoes a series of purification steps to remove any residual monomers, initiators, or other impurities that could affect its performance in thermal management applications. These steps may include washing, drying, and in some cases, irradiation to enhance certain properties.
The quality of PTFE is assessed through various analytical techniques. Fourier Transform Infrared Spectroscopy (FTIR) is used to verify the chemical composition and detect any contaminants. Differential Scanning Calorimetry (DSC) helps in determining the melting point and crystallinity, which are crucial factors affecting the material's thermal behavior.
Mechanical testing, including tensile strength, elongation, and hardness measurements, ensures that the PTFE meets the required physical specifications for its intended use in thermal management systems. Thermal analysis techniques, such as Thermogravimetric Analysis (TGA), are employed to evaluate the material's thermal stability and decomposition characteristics.
In the context of enhanced thermal management systems, additional quality control measures may be implemented. These could include testing for thermal conductivity, coefficient of thermal expansion, and dielectric strength, all of which are critical properties for PTFE's performance in heat dissipation and electrical insulation applications.
The manufacturing process concludes with stringent quality assurance protocols, including batch testing and certification. This ensures that each lot of PTFE produced meets the specified standards for use in thermal management systems, guaranteeing consistency and reliability in the final application.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!