

Ethyl Acetate’s Role in Creating High-Performance Materials
JUN 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
Ethyl Acetate Background
Ethyl acetate, a versatile organic compound with the chemical formula CH3COOC2H5, has played a significant role in the development of high-performance materials. This colorless liquid ester, characterized by its fruity odor, has been widely used in various industries for decades due to its unique properties and chemical reactivity.
The history of ethyl acetate dates back to the early 19th century when it was first synthesized through the esterification of ethanol and acetic acid. Since then, its production methods have evolved, with modern industrial processes utilizing more efficient catalytic reactions and continuous distillation techniques. This evolution has led to increased availability and reduced production costs, making ethyl acetate an attractive component in material science applications.
In the context of high-performance materials, ethyl acetate has gained prominence due to its excellent solvency properties. It effectively dissolves a wide range of organic compounds, including many polymers, resins, and cellulose-based materials. This characteristic has made it an invaluable ingredient in the formulation of advanced coatings, adhesives, and composite materials.
The low boiling point and high vapor pressure of ethyl acetate contribute to its rapid evaporation rate, a property that is particularly beneficial in the production of fast-drying coatings and adhesives. This feature allows for quicker processing times and improved efficiency in manufacturing processes, leading to the development of high-performance materials with enhanced physical and chemical properties.
Furthermore, ethyl acetate's role in creating high-performance materials extends to its use as a reaction medium in polymer synthesis. Its ability to dissolve various monomers and catalysts while remaining relatively inert makes it an ideal solvent for controlled polymerization reactions. This has enabled the production of advanced polymers with tailored molecular weights, structures, and functionalities, opening up new possibilities in material design.
In recent years, the focus on sustainability and environmental concerns has led to increased interest in bio-based ethyl acetate. Derived from renewable resources such as corn or sugarcane, bio-ethyl acetate offers a more environmentally friendly alternative to its petrochemical-based counterpart. This shift aligns with the growing demand for sustainable high-performance materials across various industries, including automotive, aerospace, and consumer goods.
As research in material science continues to advance, ethyl acetate's role in creating high-performance materials is expected to evolve further. Its compatibility with emerging technologies, such as 3D printing and nanocomposite fabrication, positions it as a key component in the development of next-generation materials with enhanced properties and functionalities.
The history of ethyl acetate dates back to the early 19th century when it was first synthesized through the esterification of ethanol and acetic acid. Since then, its production methods have evolved, with modern industrial processes utilizing more efficient catalytic reactions and continuous distillation techniques. This evolution has led to increased availability and reduced production costs, making ethyl acetate an attractive component in material science applications.
In the context of high-performance materials, ethyl acetate has gained prominence due to its excellent solvency properties. It effectively dissolves a wide range of organic compounds, including many polymers, resins, and cellulose-based materials. This characteristic has made it an invaluable ingredient in the formulation of advanced coatings, adhesives, and composite materials.
The low boiling point and high vapor pressure of ethyl acetate contribute to its rapid evaporation rate, a property that is particularly beneficial in the production of fast-drying coatings and adhesives. This feature allows for quicker processing times and improved efficiency in manufacturing processes, leading to the development of high-performance materials with enhanced physical and chemical properties.
Furthermore, ethyl acetate's role in creating high-performance materials extends to its use as a reaction medium in polymer synthesis. Its ability to dissolve various monomers and catalysts while remaining relatively inert makes it an ideal solvent for controlled polymerization reactions. This has enabled the production of advanced polymers with tailored molecular weights, structures, and functionalities, opening up new possibilities in material design.
In recent years, the focus on sustainability and environmental concerns has led to increased interest in bio-based ethyl acetate. Derived from renewable resources such as corn or sugarcane, bio-ethyl acetate offers a more environmentally friendly alternative to its petrochemical-based counterpart. This shift aligns with the growing demand for sustainable high-performance materials across various industries, including automotive, aerospace, and consumer goods.
As research in material science continues to advance, ethyl acetate's role in creating high-performance materials is expected to evolve further. Its compatibility with emerging technologies, such as 3D printing and nanocomposite fabrication, positions it as a key component in the development of next-generation materials with enhanced properties and functionalities.
Market Analysis
The market for high-performance materials incorporating ethyl acetate has shown significant growth in recent years, driven by increasing demand across various industries. The automotive sector, in particular, has emerged as a key consumer of these materials, utilizing them in lightweight components and advanced coatings to improve fuel efficiency and vehicle performance. Similarly, the aerospace industry has adopted ethyl acetate-based materials for their superior strength-to-weight ratio and resistance to extreme conditions.
In the electronics industry, the miniaturization trend has fueled the need for high-performance materials that can withstand high temperatures and provide excellent insulation properties. Ethyl acetate-based polymers and composites have found applications in printed circuit boards, semiconductor packaging, and flexible displays, contributing to the market's expansion.
The construction sector has also embraced these materials for their durability, weather resistance, and energy-efficient properties. High-performance coatings and sealants incorporating ethyl acetate have gained traction in both residential and commercial building applications, driving market growth in this segment.
The global market for high-performance materials is projected to continue its upward trajectory, with a compound annual growth rate (CAGR) expected to exceed 6% over the next five years. This growth is attributed to the increasing adoption of advanced materials in emerging economies and the ongoing development of novel applications in established markets.
Regionally, Asia-Pacific dominates the market, accounting for the largest share of consumption and production. This is primarily due to the rapid industrialization and infrastructure development in countries like China and India. North America and Europe follow, with strong demand from the aerospace, automotive, and healthcare sectors.
The market landscape is characterized by intense competition among key players, including multinational chemical companies and specialized material manufacturers. These companies are investing heavily in research and development to create innovative products that meet the evolving needs of end-users. Collaborations between material suppliers and end-use industries are becoming more common, fostering the development of customized solutions.
Environmental regulations and sustainability concerns are shaping market trends, with a growing emphasis on bio-based and recyclable high-performance materials. This shift is creating new opportunities for ethyl acetate-based products that offer improved environmental profiles without compromising performance.
In the electronics industry, the miniaturization trend has fueled the need for high-performance materials that can withstand high temperatures and provide excellent insulation properties. Ethyl acetate-based polymers and composites have found applications in printed circuit boards, semiconductor packaging, and flexible displays, contributing to the market's expansion.
The construction sector has also embraced these materials for their durability, weather resistance, and energy-efficient properties. High-performance coatings and sealants incorporating ethyl acetate have gained traction in both residential and commercial building applications, driving market growth in this segment.
The global market for high-performance materials is projected to continue its upward trajectory, with a compound annual growth rate (CAGR) expected to exceed 6% over the next five years. This growth is attributed to the increasing adoption of advanced materials in emerging economies and the ongoing development of novel applications in established markets.
Regionally, Asia-Pacific dominates the market, accounting for the largest share of consumption and production. This is primarily due to the rapid industrialization and infrastructure development in countries like China and India. North America and Europe follow, with strong demand from the aerospace, automotive, and healthcare sectors.
The market landscape is characterized by intense competition among key players, including multinational chemical companies and specialized material manufacturers. These companies are investing heavily in research and development to create innovative products that meet the evolving needs of end-users. Collaborations between material suppliers and end-use industries are becoming more common, fostering the development of customized solutions.
Environmental regulations and sustainability concerns are shaping market trends, with a growing emphasis on bio-based and recyclable high-performance materials. This shift is creating new opportunities for ethyl acetate-based products that offer improved environmental profiles without compromising performance.
Technical Challenges
The development of high-performance materials using ethyl acetate faces several technical challenges that researchers and manufacturers must overcome. One of the primary obstacles is achieving consistent and uniform dispersion of ethyl acetate within the material matrix. This is crucial for ensuring homogeneous properties throughout the final product, but can be difficult due to ethyl acetate's volatile nature and tendency to form clusters or aggregates.
Another significant challenge lies in controlling the evaporation rate of ethyl acetate during the material processing stages. The solvent's low boiling point and high vapor pressure can lead to rapid evaporation, potentially causing defects in the material structure or altering its intended properties. Balancing the evaporation rate with the curing or solidification process of the host material requires precise control over temperature, pressure, and processing time.
The interaction between ethyl acetate and other components in high-performance materials presents additional complexities. Compatibility issues may arise when ethyl acetate is combined with certain polymers, resins, or additives, potentially leading to phase separation, degradation, or unwanted chemical reactions. Researchers must carefully consider these interactions and develop strategies to mitigate any adverse effects on the material's performance.
Scaling up production processes from laboratory to industrial levels introduces further technical hurdles. Maintaining consistent quality and properties in large-scale manufacturing requires sophisticated process control systems and may necessitate modifications to equipment design. Additionally, ensuring worker safety and environmental compliance becomes more challenging when handling larger quantities of ethyl acetate, given its flammability and potential for atmospheric emissions.
The long-term stability of high-performance materials incorporating ethyl acetate is another area of concern. Over time, residual solvent trapped within the material may gradually evaporate or migrate, potentially altering the material's properties or performance. Developing methods to either completely remove the solvent or securely encapsulate it within the material structure is crucial for ensuring product longevity and reliability.
Lastly, the optimization of ethyl acetate's role in enhancing specific material properties, such as mechanical strength, thermal stability, or electrical conductivity, requires extensive research and experimentation. Identifying the optimal concentration, processing conditions, and synergistic effects with other components to maximize desired properties while minimizing trade-offs remains an ongoing challenge in the field of high-performance materials.
Another significant challenge lies in controlling the evaporation rate of ethyl acetate during the material processing stages. The solvent's low boiling point and high vapor pressure can lead to rapid evaporation, potentially causing defects in the material structure or altering its intended properties. Balancing the evaporation rate with the curing or solidification process of the host material requires precise control over temperature, pressure, and processing time.
The interaction between ethyl acetate and other components in high-performance materials presents additional complexities. Compatibility issues may arise when ethyl acetate is combined with certain polymers, resins, or additives, potentially leading to phase separation, degradation, or unwanted chemical reactions. Researchers must carefully consider these interactions and develop strategies to mitigate any adverse effects on the material's performance.
Scaling up production processes from laboratory to industrial levels introduces further technical hurdles. Maintaining consistent quality and properties in large-scale manufacturing requires sophisticated process control systems and may necessitate modifications to equipment design. Additionally, ensuring worker safety and environmental compliance becomes more challenging when handling larger quantities of ethyl acetate, given its flammability and potential for atmospheric emissions.
The long-term stability of high-performance materials incorporating ethyl acetate is another area of concern. Over time, residual solvent trapped within the material may gradually evaporate or migrate, potentially altering the material's properties or performance. Developing methods to either completely remove the solvent or securely encapsulate it within the material structure is crucial for ensuring product longevity and reliability.
Lastly, the optimization of ethyl acetate's role in enhancing specific material properties, such as mechanical strength, thermal stability, or electrical conductivity, requires extensive research and experimentation. Identifying the optimal concentration, processing conditions, and synergistic effects with other components to maximize desired properties while minimizing trade-offs remains an ongoing challenge in the field of high-performance materials.
Current Applications
01 Production and purification of ethyl acetate
Various methods for producing and purifying ethyl acetate are described. These include esterification processes, distillation techniques, and the use of specific catalysts to improve yield and purity. The production methods aim to optimize the synthesis of ethyl acetate from ethanol and acetic acid or other precursors.- Production and purification of ethyl acetate: Various methods for producing and purifying ethyl acetate are described, including esterification processes, distillation techniques, and the use of catalysts. These processes aim to improve yield, efficiency, and purity of the final product.
- Applications of ethyl acetate in industrial processes: Ethyl acetate is utilized in diverse industrial applications, such as solvent extraction, coating formulations, and as a reaction medium. Its properties make it suitable for use in various manufacturing processes and chemical syntheses.
- Ethyl acetate in pharmaceutical and cosmetic formulations: The use of ethyl acetate in pharmaceutical and cosmetic products is explored, including its role as a solvent, excipient, or active ingredient. Its applications range from drug delivery systems to personal care products.
- Environmental and safety considerations for ethyl acetate: Research focuses on improving the environmental impact and safety aspects of ethyl acetate production and use. This includes developing greener production methods, reducing emissions, and enhancing handling procedures.
- Novel derivatives and modifications of ethyl acetate: Innovations in creating new derivatives or modified forms of ethyl acetate are presented. These modifications aim to enhance its properties or create new compounds with unique characteristics for specific applications.
02 Applications of ethyl acetate in industrial processes
Ethyl acetate finds diverse applications in industrial processes. It is used as a solvent in various industries, including pharmaceuticals, coatings, and adhesives. The compound is also utilized in extraction processes, particularly in the food and beverage industry for flavor extraction.Expand Specific Solutions03 Ethyl acetate in polymer and material science
Ethyl acetate plays a role in polymer and material science applications. It is used in the preparation of various polymers and composites, serving as a solvent or reagent. The compound is also involved in the development of novel materials with specific properties for industrial or consumer use.Expand Specific Solutions04 Environmental and safety considerations for ethyl acetate
Research and development efforts focus on addressing environmental and safety concerns related to ethyl acetate use. This includes developing eco-friendly production methods, improving handling and storage practices, and exploring alternatives in certain applications to reduce environmental impact and enhance worker safety.Expand Specific Solutions05 Analytical methods for ethyl acetate detection and quantification
Various analytical techniques are employed for the detection and quantification of ethyl acetate in different matrices. These methods are crucial for quality control in production processes, environmental monitoring, and ensuring compliance with regulatory standards. Chromatographic and spectroscopic techniques are commonly used for these purposes.Expand Specific Solutions
Industry Players
The market for ethyl acetate in high-performance materials is in a growth phase, driven by increasing demand across various industries. The global market size is projected to expand significantly in the coming years, with a compound annual growth rate expected to be in the high single digits. Technologically, ethyl acetate production and application in high-performance materials are relatively mature, but ongoing research and development efforts by key players are focused on enhancing efficiency and sustainability. Companies like Celanese International Corp., Eastman Chemical Co., and DuPont de Nemours, Inc. are at the forefront of innovation in this field, leveraging their extensive experience and research capabilities to develop advanced applications. Emerging players such as Viridis Chemical LLC are also making strides in sustainable, bio-based ethyl acetate production, indicating a shift towards more environmentally friendly solutions in the industry.
Celanese International Corp.
Technical Solution: Celanese has developed advanced ethyl acetate-based solutions for high-performance materials. Their approach involves using ethyl acetate as a key solvent in the production of specialty polymers and resins. The company has implemented a proprietary process that utilizes ethyl acetate's unique solvent properties to enhance the mechanical and thermal characteristics of their materials[1]. This process allows for better control of polymer chain length and molecular weight distribution, resulting in materials with improved strength, flexibility, and heat resistance[2]. Celanese has also explored the use of ethyl acetate in the development of sustainable bio-based polymers, leveraging its low toxicity and biodegradability[3].
Strengths: Improved material properties, versatile application range, and potential for sustainable solutions. Weaknesses: Dependency on ethyl acetate supply and potential cost fluctuations.
Eastman Chemical Co.
Technical Solution: Eastman Chemical has innovated in the use of ethyl acetate for high-performance material creation. Their approach focuses on utilizing ethyl acetate as a reactive solvent in the synthesis of specialty copolymers. The company has developed a patented process that employs ethyl acetate's esterification capabilities to introduce specific functional groups into polymer chains, enhancing their performance characteristics[4]. This method has been particularly successful in producing advanced coatings and adhesives with superior durability and chemical resistance. Eastman has also explored the use of ethyl acetate in the development of high-performance fibers, leveraging its ability to dissolve cellulose and other natural polymers[5].
Strengths: Enhanced material functionality, broad application potential in coatings and adhesives. Weaknesses: Process complexity and potential scalability challenges.
Key Innovations
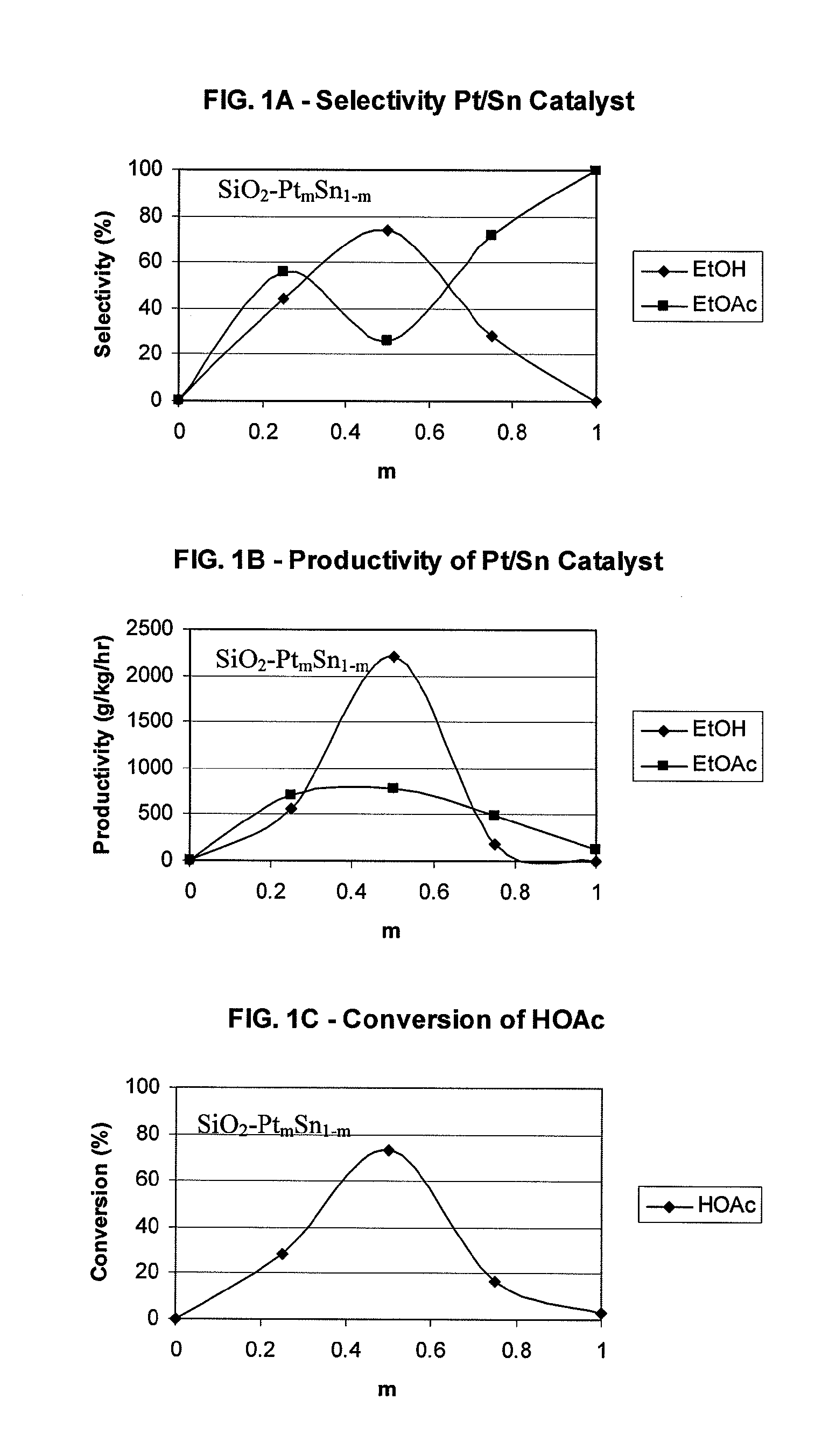
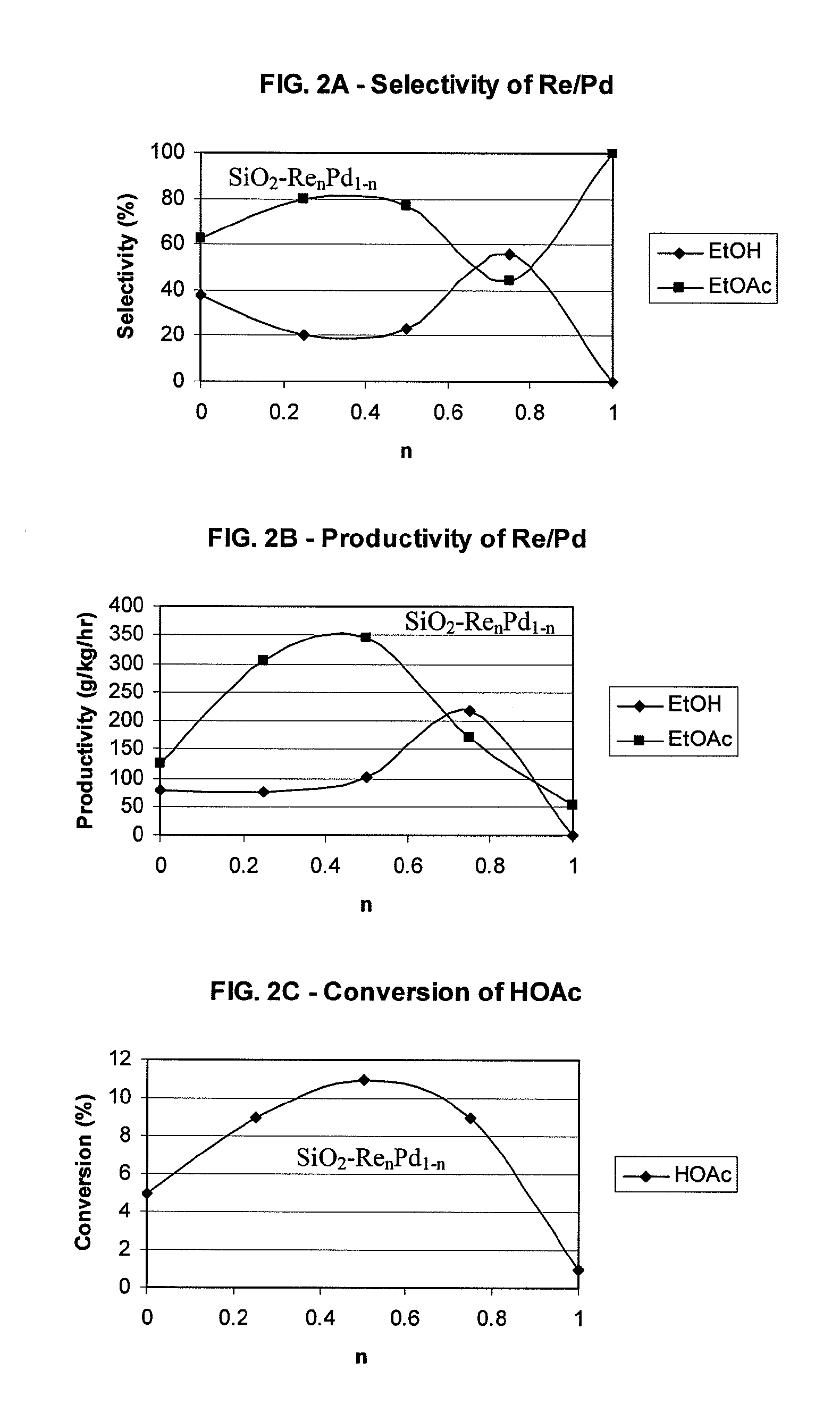
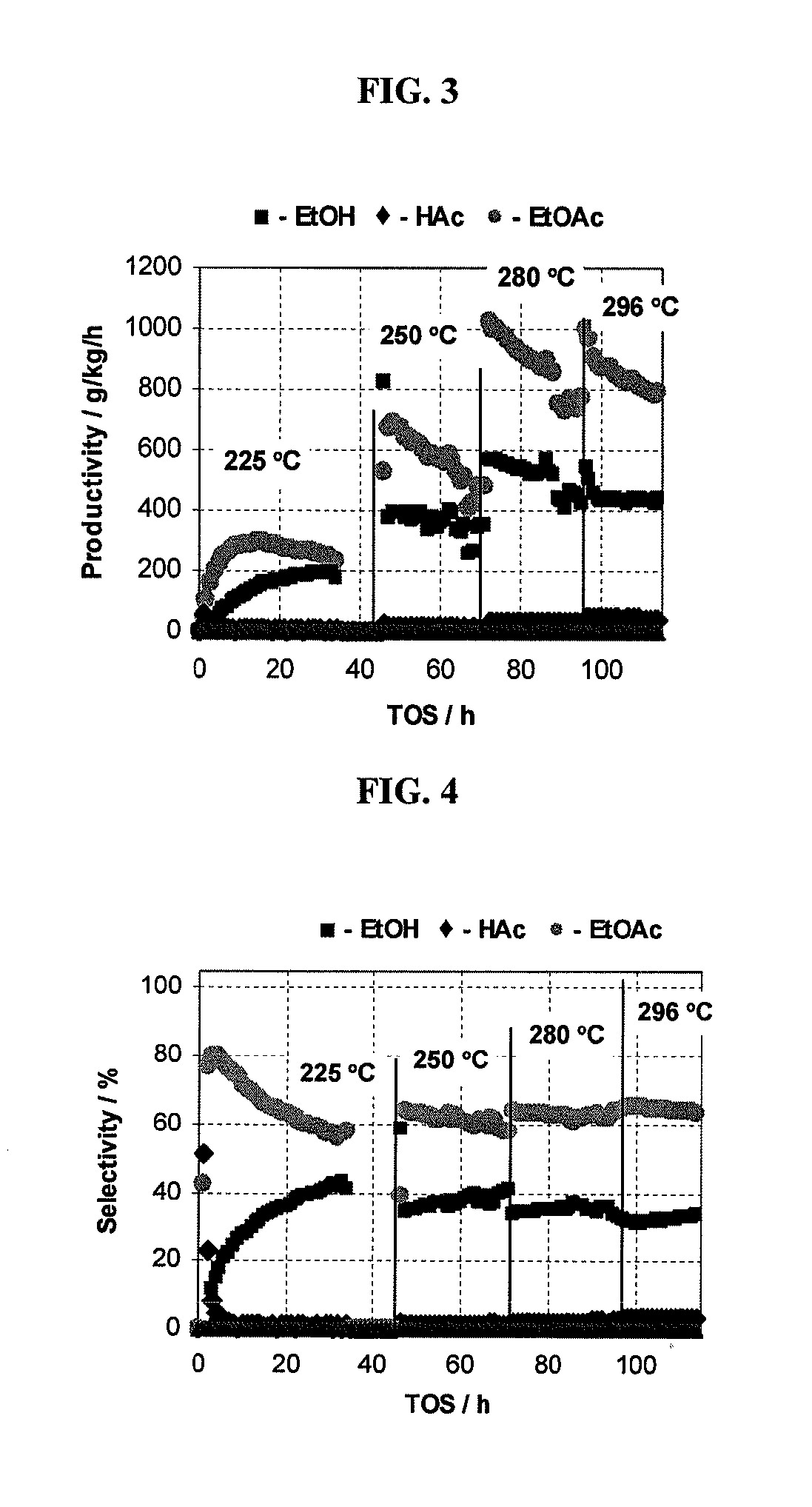
Direct and selective production of ethyl acetate from acetic acid utilizing a bimetal supported catalyst
PatentWO2010014145A2
Innovation
- A process utilizing a bimetallic catalyst supported on a suitable catalyst support, comprising metals like platinum, palladium, copper, and cobalt, which selectively hydrogenates acetic acid to ethyl acetate with high yield and selectivity, minimizing by-product formation.

Processes for making ethyl acetate from acetic acid
PatentInactiveUS20100197959A1
Innovation
- A process utilizing catalysts comprising metals like nickel, palladium, or platinum, combined with support materials like silica or titania, and modified with oxides of Group IVB, VB, or VIB metals, which are effective in hydrogenating acetic acid to produce ethyl acetate with high selectivity and minimizing by-product formation.

Environmental Impact
The environmental impact of ethyl acetate in the production of high-performance materials is a critical consideration for sustainable manufacturing practices. As a widely used solvent in various industries, ethyl acetate's role extends beyond its functional properties to its ecological footprint throughout its lifecycle.
In the manufacturing process of high-performance materials, ethyl acetate serves as an effective solvent due to its low toxicity and high solvency power. However, its volatile nature raises concerns about air quality and emissions. When released into the atmosphere, ethyl acetate can contribute to the formation of ground-level ozone and photochemical smog, potentially impacting both human health and ecosystems.
Water pollution is another environmental aspect to consider. Although ethyl acetate is biodegradable and has low persistence in aquatic environments, improper disposal or accidental spills can lead to short-term contamination of water bodies. This can affect aquatic life and potentially enter the food chain, albeit temporarily.
From a lifecycle perspective, the production of ethyl acetate itself has environmental implications. Traditionally synthesized from ethanol and acetic acid, its manufacturing process consumes energy and resources. However, recent advancements in green chemistry have led to more sustainable production methods, including the use of bio-based feedstocks and catalytic processes that reduce energy consumption and waste generation.
The end-of-life phase of high-performance materials containing ethyl acetate also warrants attention. While the solvent itself evaporates during the material's use or curing process, the disposal or recycling of these materials may release residual amounts. Proper waste management and recycling protocols are essential to mitigate potential environmental impacts.
On a positive note, the use of ethyl acetate in creating high-performance materials can indirectly contribute to environmental benefits. These advanced materials often lead to more durable, lightweight, and efficient products, potentially reducing overall resource consumption and energy use in various applications. For instance, high-performance composites in aerospace can lead to fuel-efficient aircraft, thereby reducing carbon emissions over the long term.
Efforts to minimize the environmental impact of ethyl acetate in high-performance material production include the development of closed-loop systems for solvent recovery and reuse, implementation of advanced emission control technologies, and exploration of bio-based alternatives. Additionally, ongoing research focuses on enhancing the efficiency of ethyl acetate use in material formulations, potentially reducing the overall quantity required and thus lessening environmental burden.
In the manufacturing process of high-performance materials, ethyl acetate serves as an effective solvent due to its low toxicity and high solvency power. However, its volatile nature raises concerns about air quality and emissions. When released into the atmosphere, ethyl acetate can contribute to the formation of ground-level ozone and photochemical smog, potentially impacting both human health and ecosystems.
Water pollution is another environmental aspect to consider. Although ethyl acetate is biodegradable and has low persistence in aquatic environments, improper disposal or accidental spills can lead to short-term contamination of water bodies. This can affect aquatic life and potentially enter the food chain, albeit temporarily.
From a lifecycle perspective, the production of ethyl acetate itself has environmental implications. Traditionally synthesized from ethanol and acetic acid, its manufacturing process consumes energy and resources. However, recent advancements in green chemistry have led to more sustainable production methods, including the use of bio-based feedstocks and catalytic processes that reduce energy consumption and waste generation.
The end-of-life phase of high-performance materials containing ethyl acetate also warrants attention. While the solvent itself evaporates during the material's use or curing process, the disposal or recycling of these materials may release residual amounts. Proper waste management and recycling protocols are essential to mitigate potential environmental impacts.
On a positive note, the use of ethyl acetate in creating high-performance materials can indirectly contribute to environmental benefits. These advanced materials often lead to more durable, lightweight, and efficient products, potentially reducing overall resource consumption and energy use in various applications. For instance, high-performance composites in aerospace can lead to fuel-efficient aircraft, thereby reducing carbon emissions over the long term.
Efforts to minimize the environmental impact of ethyl acetate in high-performance material production include the development of closed-loop systems for solvent recovery and reuse, implementation of advanced emission control technologies, and exploration of bio-based alternatives. Additionally, ongoing research focuses on enhancing the efficiency of ethyl acetate use in material formulations, potentially reducing the overall quantity required and thus lessening environmental burden.
Regulatory Framework
The regulatory framework surrounding ethyl acetate and its use in high-performance materials is complex and multifaceted, involving various governmental agencies and international bodies. This framework is crucial in ensuring the safe production, handling, and application of ethyl acetate in advanced material development.
In the United States, the Environmental Protection Agency (EPA) plays a significant role in regulating ethyl acetate under the Toxic Substances Control Act (TSCA). The EPA has established guidelines for the manufacture, import, and use of ethyl acetate, including reporting requirements and risk assessment protocols. Additionally, the Occupational Safety and Health Administration (OSHA) has set permissible exposure limits for workers in industries utilizing ethyl acetate.
The European Union has implemented REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulations, which apply to ethyl acetate and its applications in high-performance materials. Under REACH, manufacturers and importers must register substances and provide safety data, ensuring a comprehensive approach to chemical management and risk mitigation.
Globally, the United Nations' Globally Harmonized System of Classification and Labelling of Chemicals (GHS) provides a standardized framework for communicating chemical hazards. This system is particularly relevant for ethyl acetate, as it ensures consistent labeling and safety data sheets across international borders, facilitating safe trade and use in various industries.
In the context of high-performance materials, regulatory bodies often focus on the end-use applications. For instance, when ethyl acetate is used in the production of materials for food packaging, it falls under the purview of food safety regulations. In the United States, the Food and Drug Administration (FDA) regulates such applications, while in the EU, the European Food Safety Authority (EFSA) provides guidelines.
Environmental regulations also play a crucial role, as ethyl acetate is considered a volatile organic compound (VOC). Many countries and regions have implemented VOC emission limits and control measures, which directly impact the use of ethyl acetate in industrial processes related to high-performance materials.
As sustainability becomes increasingly important, regulations are evolving to encourage the development of bio-based alternatives to traditional petrochemical-derived ethyl acetate. This shift is reflected in policies promoting green chemistry and circular economy principles, influencing research and development in high-performance materials.
The regulatory landscape for ethyl acetate in high-performance materials is dynamic, with ongoing updates and revisions to existing frameworks. Manufacturers and researchers must stay informed about these changes to ensure compliance and to leverage opportunities for innovation within the regulatory boundaries.
In the United States, the Environmental Protection Agency (EPA) plays a significant role in regulating ethyl acetate under the Toxic Substances Control Act (TSCA). The EPA has established guidelines for the manufacture, import, and use of ethyl acetate, including reporting requirements and risk assessment protocols. Additionally, the Occupational Safety and Health Administration (OSHA) has set permissible exposure limits for workers in industries utilizing ethyl acetate.
The European Union has implemented REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulations, which apply to ethyl acetate and its applications in high-performance materials. Under REACH, manufacturers and importers must register substances and provide safety data, ensuring a comprehensive approach to chemical management and risk mitigation.
Globally, the United Nations' Globally Harmonized System of Classification and Labelling of Chemicals (GHS) provides a standardized framework for communicating chemical hazards. This system is particularly relevant for ethyl acetate, as it ensures consistent labeling and safety data sheets across international borders, facilitating safe trade and use in various industries.
In the context of high-performance materials, regulatory bodies often focus on the end-use applications. For instance, when ethyl acetate is used in the production of materials for food packaging, it falls under the purview of food safety regulations. In the United States, the Food and Drug Administration (FDA) regulates such applications, while in the EU, the European Food Safety Authority (EFSA) provides guidelines.
Environmental regulations also play a crucial role, as ethyl acetate is considered a volatile organic compound (VOC). Many countries and regions have implemented VOC emission limits and control measures, which directly impact the use of ethyl acetate in industrial processes related to high-performance materials.
As sustainability becomes increasingly important, regulations are evolving to encourage the development of bio-based alternatives to traditional petrochemical-derived ethyl acetate. This shift is reflected in policies promoting green chemistry and circular economy principles, influencing research and development in high-performance materials.
The regulatory landscape for ethyl acetate in high-performance materials is dynamic, with ongoing updates and revisions to existing frameworks. Manufacturers and researchers must stay informed about these changes to ensure compliance and to leverage opportunities for innovation within the regulatory boundaries.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!