

How to Utilize PTFE for Cleanroom Solutions?
JUN 27, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
PatSnap Eureka helps you evaluate technical feasibility & market potential.
PTFE Cleanroom Applications and Objectives
Polytetrafluoroethylene (PTFE), commonly known as Teflon, has emerged as a crucial material in cleanroom solutions due to its unique properties. The primary objective of utilizing PTFE in cleanroom environments is to maintain the highest levels of cleanliness and contamination control. Cleanrooms are essential in various industries, including semiconductor manufacturing, pharmaceuticals, biotechnology, and aerospace, where even microscopic particles can compromise product quality and safety.
PTFE's exceptional chemical resistance, low friction coefficient, and non-stick properties make it an ideal material for cleanroom applications. Its inertness to most chemicals and solvents ensures that it does not react with or contaminate sensitive materials or processes within the cleanroom. This characteristic is particularly valuable in pharmaceutical and semiconductor industries, where chemical purity is paramount.
The hydrophobic nature of PTFE contributes significantly to its effectiveness in cleanroom solutions. By repelling water and other liquids, PTFE surfaces minimize the accumulation of moisture, which could otherwise become a breeding ground for microorganisms. This property is crucial in maintaining the sterile conditions required in biotechnology and medical device manufacturing cleanrooms.
PTFE's low particle shedding is another critical factor in its application to cleanroom environments. Unlike many other materials, PTFE does not easily generate or release particles, even under stress or abrasion. This characteristic helps maintain the ultra-low particle counts necessary in high-grade cleanrooms, particularly in the production of sensitive electronic components and optical devices.
The material's thermal stability allows it to withstand a wide range of temperatures without degradation or off-gassing. This property is essential in cleanroom applications where sterilization processes often involve high temperatures. PTFE components can maintain their integrity and performance even after repeated sterilization cycles, ensuring long-term reliability in cleanroom operations.
In the context of cleanroom solutions, PTFE is utilized in various forms and applications. It is commonly used in gaskets, seals, and O-rings to create airtight and contamination-free connections in equipment and enclosures. PTFE-coated fabrics are employed in cleanroom garments, offering both particle containment and comfort for personnel. Additionally, PTFE membranes play a crucial role in air and liquid filtration systems, effectively removing contaminants while maintaining high flow rates.
The overarching goal of incorporating PTFE in cleanroom solutions is to enhance the overall cleanliness, efficiency, and reliability of controlled environments. By leveraging PTFE's unique properties, industries can achieve higher standards of contamination control, leading to improved product quality, reduced defect rates, and increased operational efficiency in critical manufacturing and research processes.
PTFE's exceptional chemical resistance, low friction coefficient, and non-stick properties make it an ideal material for cleanroom applications. Its inertness to most chemicals and solvents ensures that it does not react with or contaminate sensitive materials or processes within the cleanroom. This characteristic is particularly valuable in pharmaceutical and semiconductor industries, where chemical purity is paramount.
The hydrophobic nature of PTFE contributes significantly to its effectiveness in cleanroom solutions. By repelling water and other liquids, PTFE surfaces minimize the accumulation of moisture, which could otherwise become a breeding ground for microorganisms. This property is crucial in maintaining the sterile conditions required in biotechnology and medical device manufacturing cleanrooms.
PTFE's low particle shedding is another critical factor in its application to cleanroom environments. Unlike many other materials, PTFE does not easily generate or release particles, even under stress or abrasion. This characteristic helps maintain the ultra-low particle counts necessary in high-grade cleanrooms, particularly in the production of sensitive electronic components and optical devices.
The material's thermal stability allows it to withstand a wide range of temperatures without degradation or off-gassing. This property is essential in cleanroom applications where sterilization processes often involve high temperatures. PTFE components can maintain their integrity and performance even after repeated sterilization cycles, ensuring long-term reliability in cleanroom operations.
In the context of cleanroom solutions, PTFE is utilized in various forms and applications. It is commonly used in gaskets, seals, and O-rings to create airtight and contamination-free connections in equipment and enclosures. PTFE-coated fabrics are employed in cleanroom garments, offering both particle containment and comfort for personnel. Additionally, PTFE membranes play a crucial role in air and liquid filtration systems, effectively removing contaminants while maintaining high flow rates.
The overarching goal of incorporating PTFE in cleanroom solutions is to enhance the overall cleanliness, efficiency, and reliability of controlled environments. By leveraging PTFE's unique properties, industries can achieve higher standards of contamination control, leading to improved product quality, reduced defect rates, and increased operational efficiency in critical manufacturing and research processes.
Cleanroom Market Demand Analysis
The cleanroom market has experienced significant growth in recent years, driven by increasing demand across various industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and healthcare. The global cleanroom market size was valued at approximately $4 billion in 2020 and is projected to reach $5.9 billion by 2025, growing at a CAGR of 8.2% during the forecast period.
The semiconductor industry remains the largest end-user segment for cleanroom solutions, accounting for nearly 40% of the market share. This is primarily due to the stringent cleanliness requirements in semiconductor manufacturing processes, where even microscopic contaminants can significantly impact product quality and yield. The ongoing trend of miniaturization in electronics and the increasing demand for advanced semiconductors are further fueling the need for high-performance cleanroom solutions.
In the pharmaceutical and biotechnology sectors, the demand for cleanroom solutions is driven by strict regulatory requirements and the growing focus on quality assurance in drug manufacturing. The COVID-19 pandemic has further accelerated this trend, with increased investments in vaccine production facilities and research laboratories requiring cleanroom environments.
The healthcare sector is another key driver of cleanroom market growth, particularly in hospital operating rooms, intensive care units, and sterile processing departments. The rising awareness of hospital-acquired infections and the need for contamination control in medical device manufacturing are contributing to the increased adoption of cleanroom technologies in healthcare settings.
Geographically, Asia Pacific is expected to be the fastest-growing region in the cleanroom market, with China, Japan, and South Korea leading the way. This growth is attributed to the rapid expansion of semiconductor manufacturing capabilities and the increasing investments in pharmaceutical production facilities in these countries.
The demand for advanced materials in cleanroom construction and equipment is also on the rise. PTFE (Polytetrafluoroethylene) is gaining prominence in this context due to its exceptional properties, including chemical resistance, low friction, and non-stick characteristics. PTFE-based products are increasingly being utilized in cleanroom applications such as filtration systems, gaskets, seals, and surface coatings.
As cleanroom technologies continue to evolve, there is a growing emphasis on energy efficiency and sustainability. This has led to the development of modular cleanroom designs and smart cleanroom management systems that optimize energy consumption while maintaining strict cleanliness standards. The integration of IoT and AI technologies in cleanroom monitoring and control systems is expected to further drive market growth and innovation in the coming years.
The semiconductor industry remains the largest end-user segment for cleanroom solutions, accounting for nearly 40% of the market share. This is primarily due to the stringent cleanliness requirements in semiconductor manufacturing processes, where even microscopic contaminants can significantly impact product quality and yield. The ongoing trend of miniaturization in electronics and the increasing demand for advanced semiconductors are further fueling the need for high-performance cleanroom solutions.
In the pharmaceutical and biotechnology sectors, the demand for cleanroom solutions is driven by strict regulatory requirements and the growing focus on quality assurance in drug manufacturing. The COVID-19 pandemic has further accelerated this trend, with increased investments in vaccine production facilities and research laboratories requiring cleanroom environments.
The healthcare sector is another key driver of cleanroom market growth, particularly in hospital operating rooms, intensive care units, and sterile processing departments. The rising awareness of hospital-acquired infections and the need for contamination control in medical device manufacturing are contributing to the increased adoption of cleanroom technologies in healthcare settings.
Geographically, Asia Pacific is expected to be the fastest-growing region in the cleanroom market, with China, Japan, and South Korea leading the way. This growth is attributed to the rapid expansion of semiconductor manufacturing capabilities and the increasing investments in pharmaceutical production facilities in these countries.
The demand for advanced materials in cleanroom construction and equipment is also on the rise. PTFE (Polytetrafluoroethylene) is gaining prominence in this context due to its exceptional properties, including chemical resistance, low friction, and non-stick characteristics. PTFE-based products are increasingly being utilized in cleanroom applications such as filtration systems, gaskets, seals, and surface coatings.
As cleanroom technologies continue to evolve, there is a growing emphasis on energy efficiency and sustainability. This has led to the development of modular cleanroom designs and smart cleanroom management systems that optimize energy consumption while maintaining strict cleanliness standards. The integration of IoT and AI technologies in cleanroom monitoring and control systems is expected to further drive market growth and innovation in the coming years.
PTFE Technology Status and Challenges
Polytetrafluoroethylene (PTFE) has emerged as a crucial material in cleanroom solutions due to its unique properties. The current status of PTFE technology in cleanroom applications is characterized by widespread adoption across various industries, including semiconductor manufacturing, pharmaceuticals, and biotechnology. PTFE's exceptional chemical resistance, low friction coefficient, and non-stick properties make it ideal for cleanroom environments where contamination control is paramount.
Despite its widespread use, PTFE technology faces several challenges in cleanroom applications. One of the primary issues is the material's tendency to generate particles when subjected to mechanical stress or wear. This particle generation can compromise the cleanliness levels required in critical environments. Researchers and manufacturers are actively working on developing modified PTFE formulations and surface treatments to mitigate this problem.
Another significant challenge is the limited temperature range of standard PTFE, which can restrict its use in certain high-temperature cleanroom processes. While PTFE has excellent thermal stability up to 260°C, some advanced manufacturing processes require materials that can withstand even higher temperatures without degradation or off-gassing.
The integration of PTFE into complex cleanroom equipment and systems presents additional technical hurdles. Engineers must carefully design components to maximize PTFE's benefits while minimizing potential contamination risks. This often requires innovative manufacturing techniques and specialized equipment to process and shape PTFE materials without introducing impurities.
In terms of geographical distribution, PTFE technology development for cleanroom solutions is primarily concentrated in regions with advanced manufacturing capabilities, such as North America, Western Europe, and East Asia. These areas host major research institutions and companies at the forefront of PTFE innovation for high-purity applications.
Recent advancements in PTFE technology have focused on enhancing its performance in cleanroom environments. These include the development of ultra-high molecular weight PTFE grades with improved wear resistance and reduced particle generation. Additionally, researchers are exploring nanocomposite PTFE materials that incorporate additives to enhance specific properties without compromising the material's inherent cleanliness.
The cleanroom industry is also witnessing a growing interest in PTFE alternatives and complementary materials. While PTFE remains a staple in many applications, the search for materials that can overcome its limitations continues. This includes the development of fluoropolymer blends and modified PTFE formulations that aim to combine the best properties of different materials for optimal cleanroom performance.
Despite its widespread use, PTFE technology faces several challenges in cleanroom applications. One of the primary issues is the material's tendency to generate particles when subjected to mechanical stress or wear. This particle generation can compromise the cleanliness levels required in critical environments. Researchers and manufacturers are actively working on developing modified PTFE formulations and surface treatments to mitigate this problem.
Another significant challenge is the limited temperature range of standard PTFE, which can restrict its use in certain high-temperature cleanroom processes. While PTFE has excellent thermal stability up to 260°C, some advanced manufacturing processes require materials that can withstand even higher temperatures without degradation or off-gassing.
The integration of PTFE into complex cleanroom equipment and systems presents additional technical hurdles. Engineers must carefully design components to maximize PTFE's benefits while minimizing potential contamination risks. This often requires innovative manufacturing techniques and specialized equipment to process and shape PTFE materials without introducing impurities.
In terms of geographical distribution, PTFE technology development for cleanroom solutions is primarily concentrated in regions with advanced manufacturing capabilities, such as North America, Western Europe, and East Asia. These areas host major research institutions and companies at the forefront of PTFE innovation for high-purity applications.
Recent advancements in PTFE technology have focused on enhancing its performance in cleanroom environments. These include the development of ultra-high molecular weight PTFE grades with improved wear resistance and reduced particle generation. Additionally, researchers are exploring nanocomposite PTFE materials that incorporate additives to enhance specific properties without compromising the material's inherent cleanliness.
The cleanroom industry is also witnessing a growing interest in PTFE alternatives and complementary materials. While PTFE remains a staple in many applications, the search for materials that can overcome its limitations continues. This includes the development of fluoropolymer blends and modified PTFE formulations that aim to combine the best properties of different materials for optimal cleanroom performance.
Current PTFE Solutions for Cleanrooms
01 PTFE manufacturing and processing methods
Various techniques for manufacturing and processing PTFE, including molding, extrusion, and sintering. These methods aim to improve the material's properties and performance for specific applications.- PTFE manufacturing processes: Various methods for producing PTFE are described, including polymerization techniques, extrusion processes, and molding methods. These processes aim to improve the quality, consistency, and properties of PTFE products for different applications.
- PTFE composites and blends: The development of PTFE composites and blends with other materials to enhance specific properties such as wear resistance, thermal conductivity, or mechanical strength. These combinations aim to create materials with improved performance for specialized applications.
- Surface modification of PTFE: Techniques for modifying the surface of PTFE to improve its adhesion, wettability, or compatibility with other materials. These modifications can include chemical treatments, plasma treatments, or the application of coatings to enhance PTFE's functionality in various applications.
- PTFE in membrane technology: The use of PTFE in the development of advanced membrane technologies for applications such as water treatment, gas separation, or fuel cells. These membranes leverage PTFE's unique properties to achieve high performance in filtration and separation processes.
- PTFE recycling and sustainability: Methods for recycling PTFE products and improving the sustainability of PTFE production and use. This includes techniques for reclaiming PTFE from waste materials, reducing environmental impact, and developing more eco-friendly PTFE-based products.
02 PTFE composites and blends
Development of PTFE-based composites and blends with other materials to enhance specific properties such as wear resistance, thermal conductivity, or chemical resistance. These composites find applications in various industries.Expand Specific Solutions03 PTFE surface modification and coating technologies
Techniques for modifying PTFE surfaces or creating PTFE coatings to improve adhesion, wettability, or other surface properties. These modifications expand the range of applications for PTFE in different industries.Expand Specific Solutions04 PTFE in membrane and filtration applications
Utilization of PTFE in membrane and filtration technologies, leveraging its non-stick and chemical-resistant properties. These applications include water treatment, gas separation, and industrial filtration processes.Expand Specific Solutions05 PTFE in electronic and electrical applications
Integration of PTFE in electronic and electrical components due to its excellent dielectric properties and thermal stability. Applications include insulation materials, printed circuit boards, and high-frequency components.Expand Specific Solutions
Key PTFE Manufacturers and Suppliers
The market for PTFE cleanroom solutions is in a mature growth stage, with a global market size estimated to be in the billions of dollars. The technology has reached a high level of maturity, with established players like Nitto Denko Corp., DAIKIN INDUSTRIES Ltd., and AGC, Inc. leading the field. These companies have extensive experience in developing and manufacturing PTFE-based products for cleanroom applications. Research institutions such as Zhejiang University and Nanjing University are also contributing to advancements in PTFE technology. The competitive landscape is characterized by a mix of large multinational corporations and specialized manufacturers, with ongoing innovation focused on improving performance and sustainability of PTFE cleanroom solutions.
Nitto Denko Corp.
Technical Solution: Nitto Denko has leveraged PTFE technology to create advanced solutions for cleanroom environments. Their PTFE-based products include high-performance filtration membranes that offer exceptional particle retention and chemical resistance[4]. The company has developed a proprietary process for manufacturing ultra-thin PTFE films with controlled porosity, enabling precise control over air and liquid flow rates in cleanroom applications[6]. Nitto Denko's PTFE-coated adhesive tapes are designed for use in cleanrooms, providing secure sealing without particle generation or outgassing[7]. They have also introduced PTFE-based conveyor belts for cleanroom manufacturing processes, offering low friction and contamination-free material handling[8].
Strengths: Innovative PTFE film technology, wide range of cleanroom-specific products, and strong focus on contamination control. Weaknesses: May have limited customization options for some specialized cleanroom requirements.
DAIKIN INDUSTRIES Ltd.
Technical Solution: DAIKIN has developed advanced PTFE-based solutions for cleanroom applications, focusing on filtration and contamination control. Their PTFE membranes are engineered with a unique porous structure that allows for high air permeability while maintaining excellent particle capture efficiency[1]. The company has also introduced PTFE-coated HEPA filters that demonstrate superior chemical resistance and longevity in harsh cleanroom environments[3]. DAIKIN's PTFE products for cleanrooms include specialized fabrics for garments, offering both particle filtration and comfort for personnel[5]. Additionally, they have developed PTFE-based gaskets and seals that provide excellent chemical resistance and low particle generation, crucial for maintaining cleanroom integrity[2].
Strengths: Superior chemical resistance, high filtration efficiency, and durability in harsh environments. Weaknesses: Potentially higher cost compared to traditional materials, and may require specialized handling during installation and maintenance.
PTFE Innovations for Cleanroom Use
Aqueous polytetrafluoroethylene material, preparation method and uses thereof
PatentActiveCN102977276A
Innovation
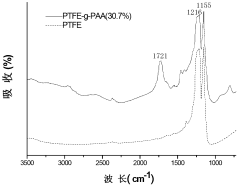
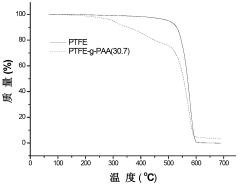
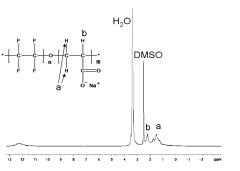
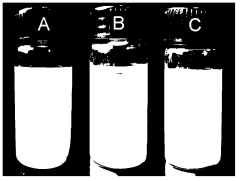
- Use accelerator irradiation or large-dose cobalt source to irradiate PTFE material to generate active peroxyl radicals, and graft acrylic acid with the addition of a small amount of surfactant to improve the hydrophilicity and dispersion properties of PTFE micropowder to prepare highly stable water-based PTFE material.
Polytetrafluoroethylene film surface modification method and modified polytetrafluoroethylene film
PatentPendingCN117504621A
Innovation
- By immersing the polytetrafluoroethylene membrane in an alcohol, ketone or surfactant aqueous solution to moisten it, and using negative pressure suction to adsorb graphene oxide and other nanomaterials on the membrane surface, the membrane can be modified without damaging the membrane. The structure is simple, the operation is simple, and the equipment environment requirements are low.
Cleanroom Regulatory Standards
Cleanroom regulatory standards play a crucial role in ensuring the quality, safety, and consistency of cleanroom environments across various industries. These standards are established by international organizations and regulatory bodies to provide guidelines for the design, construction, operation, and maintenance of cleanrooms. The International Organization for Standardization (ISO) has developed the ISO 14644 series, which is widely recognized as the primary standard for cleanroom classification and monitoring.
ISO 14644-1 defines cleanroom classes based on the maximum allowable concentration of airborne particles per cubic meter of air. The classes range from ISO Class 1 (the cleanest) to ISO Class 9 (the least clean). Each class has specific requirements for particle counts, air change rates, and filtration efficiency. These standards are essential for industries such as pharmaceuticals, semiconductors, and medical device manufacturing, where contamination control is critical.
In addition to ISO standards, other regulatory bodies have established guidelines specific to their industries. For instance, the U.S. Food and Drug Administration (FDA) has developed Good Manufacturing Practice (GMP) regulations for pharmaceutical and medical device production. These regulations include specific requirements for cleanroom design, personnel practices, and environmental monitoring.
The European Union's Good Manufacturing Practice (EU GMP) guidelines also provide detailed requirements for cleanroom operations in pharmaceutical manufacturing. These guidelines emphasize the importance of contamination control, personnel training, and documentation of cleanroom processes.
Compliance with these regulatory standards is not only a legal requirement but also a crucial factor in ensuring product quality and patient safety. Regular monitoring and testing of cleanroom environments are necessary to maintain compliance and detect any deviations from the required standards. This includes particle counting, microbiological testing, and environmental parameter monitoring.
As technology advances, regulatory standards continue to evolve to address new challenges and incorporate improved methodologies. For example, recent updates to cleanroom standards have focused on risk-based approaches to contamination control and the integration of advanced monitoring technologies. Understanding and adhering to these regulatory standards is essential for organizations utilizing PTFE in cleanroom solutions, as it ensures that the material's unique properties are leveraged effectively while maintaining the required level of cleanliness and contamination control.
ISO 14644-1 defines cleanroom classes based on the maximum allowable concentration of airborne particles per cubic meter of air. The classes range from ISO Class 1 (the cleanest) to ISO Class 9 (the least clean). Each class has specific requirements for particle counts, air change rates, and filtration efficiency. These standards are essential for industries such as pharmaceuticals, semiconductors, and medical device manufacturing, where contamination control is critical.
In addition to ISO standards, other regulatory bodies have established guidelines specific to their industries. For instance, the U.S. Food and Drug Administration (FDA) has developed Good Manufacturing Practice (GMP) regulations for pharmaceutical and medical device production. These regulations include specific requirements for cleanroom design, personnel practices, and environmental monitoring.
The European Union's Good Manufacturing Practice (EU GMP) guidelines also provide detailed requirements for cleanroom operations in pharmaceutical manufacturing. These guidelines emphasize the importance of contamination control, personnel training, and documentation of cleanroom processes.
Compliance with these regulatory standards is not only a legal requirement but also a crucial factor in ensuring product quality and patient safety. Regular monitoring and testing of cleanroom environments are necessary to maintain compliance and detect any deviations from the required standards. This includes particle counting, microbiological testing, and environmental parameter monitoring.
As technology advances, regulatory standards continue to evolve to address new challenges and incorporate improved methodologies. For example, recent updates to cleanroom standards have focused on risk-based approaches to contamination control and the integration of advanced monitoring technologies. Understanding and adhering to these regulatory standards is essential for organizations utilizing PTFE in cleanroom solutions, as it ensures that the material's unique properties are leveraged effectively while maintaining the required level of cleanliness and contamination control.
Environmental Impact of PTFE in Cleanrooms
The environmental impact of PTFE in cleanrooms is a critical consideration for industries utilizing this material in controlled environments. PTFE, or polytetrafluoroethylene, is widely used in cleanroom applications due to its excellent chemical resistance, low friction properties, and non-stick characteristics. However, its environmental footprint extends beyond its immediate use in cleanrooms.
During the manufacturing process of PTFE, perfluorooctanoic acid (PFOA) has traditionally been used as a processing aid. PFOA is a persistent organic pollutant that can accumulate in the environment and living organisms, raising concerns about its long-term ecological effects. In response to these concerns, many manufacturers have transitioned to alternative processing methods that eliminate or significantly reduce PFOA use.
In cleanroom settings, PTFE's durability and resistance to wear contribute to its longevity, potentially reducing the frequency of replacement and associated waste. However, when PTFE components do require disposal, they present challenges due to their non-biodegradable nature. Incineration of PTFE can release harmful substances, including hydrogen fluoride and other fluorinated compounds, necessitating specialized disposal methods to mitigate environmental risks.
The production of PTFE is energy-intensive, contributing to its carbon footprint. This aspect is particularly relevant when considering the lifecycle environmental impact of PTFE-based cleanroom solutions. However, the material's long service life and the potential for recycling in some applications can partially offset these initial environmental costs.
PTFE's resistance to chemicals and solvents used in cleanroom environments helps prevent contamination and reduces the need for frequent cleaning or replacement of components. This characteristic indirectly contributes to environmental sustainability by minimizing the use of cleaning agents and reducing waste generation within cleanroom operations.
Recent advancements in PTFE technology have focused on developing more environmentally friendly production methods and exploring bio-based alternatives. These innovations aim to address the environmental concerns associated with traditional PTFE while maintaining its beneficial properties for cleanroom applications. As the industry continues to evolve, the balance between PTFE's performance benefits and its environmental impact remains a key consideration for cleanroom solution providers and end-users alike.
During the manufacturing process of PTFE, perfluorooctanoic acid (PFOA) has traditionally been used as a processing aid. PFOA is a persistent organic pollutant that can accumulate in the environment and living organisms, raising concerns about its long-term ecological effects. In response to these concerns, many manufacturers have transitioned to alternative processing methods that eliminate or significantly reduce PFOA use.
In cleanroom settings, PTFE's durability and resistance to wear contribute to its longevity, potentially reducing the frequency of replacement and associated waste. However, when PTFE components do require disposal, they present challenges due to their non-biodegradable nature. Incineration of PTFE can release harmful substances, including hydrogen fluoride and other fluorinated compounds, necessitating specialized disposal methods to mitigate environmental risks.
The production of PTFE is energy-intensive, contributing to its carbon footprint. This aspect is particularly relevant when considering the lifecycle environmental impact of PTFE-based cleanroom solutions. However, the material's long service life and the potential for recycling in some applications can partially offset these initial environmental costs.
PTFE's resistance to chemicals and solvents used in cleanroom environments helps prevent contamination and reduces the need for frequent cleaning or replacement of components. This characteristic indirectly contributes to environmental sustainability by minimizing the use of cleaning agents and reducing waste generation within cleanroom operations.
Recent advancements in PTFE technology have focused on developing more environmentally friendly production methods and exploring bio-based alternatives. These innovations aim to address the environmental concerns associated with traditional PTFE while maintaining its beneficial properties for cleanroom applications. As the industry continues to evolve, the balance between PTFE's performance benefits and its environmental impact remains a key consideration for cleanroom solution providers and end-users alike.
Unlock deeper insights with PatSnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with PatSnap Eureka AI Agent Platform!