PTFE and Chemical Resistance: Industry Applications
PTFE Evolution and Objectives
Polytetrafluoroethylene (PTFE), commonly known as Teflon, has revolutionized various industries since its accidental discovery by Roy Plunkett in 1938. This synthetic fluoropolymer has undergone significant evolution over the past eight decades, driven by its exceptional chemical resistance and unique properties.
The development of PTFE can be traced through several key milestones. Initially used in military applications during World War II, PTFE's potential for civilian use became apparent in the post-war era. The 1950s saw the introduction of PTFE-coated cookware, marking its entry into consumer products. Subsequent decades witnessed the expansion of PTFE applications across diverse industries, including aerospace, automotive, and electronics.
PTFE's evolution has been characterized by continuous improvements in its manufacturing processes and the development of specialized grades. The original suspension polymerization method has been refined, and new techniques such as emulsion polymerization have been introduced to produce finer PTFE particles. These advancements have led to enhanced performance characteristics and expanded application possibilities.
The primary objective in PTFE development has been to maximize its chemical resistance while tailoring other properties for specific industrial applications. Researchers have focused on modifying PTFE's molecular structure and incorporating additives to enhance its mechanical strength, thermal stability, and processability. These efforts have resulted in a wide range of PTFE variants, each optimized for particular use cases.
In recent years, the focus has shifted towards developing more environmentally friendly production methods and exploring sustainable alternatives. This includes research into bio-based fluoropolymers and efforts to reduce the use of perfluorooctanoic acid (PFOA) in PTFE manufacturing, addressing growing environmental concerns.
The current technological landscape presents several key objectives for PTFE evolution. These include further improving its already exceptional chemical resistance, especially against aggressive chemicals and extreme pH conditions. Additionally, there is a push to enhance PTFE's mechanical properties, particularly its wear resistance and load-bearing capacity, to expand its use in demanding industrial environments.
Another significant goal is to develop PTFE composites that combine the material's chemical resistance with other desirable properties. This includes creating PTFE-based materials with improved electrical conductivity, thermal conductivity, or specific optical characteristics. Such advancements could open up new applications in emerging technologies like flexible electronics and advanced energy systems.
As industries continue to evolve, the objectives for PTFE development are likely to focus on meeting increasingly stringent regulatory requirements, improving sustainability, and addressing the challenges posed by extreme operating conditions in various sectors. The ongoing research and development in PTFE technology promise to further expand its applications and maintain its status as a crucial material in modern industry.
Chemical Industry Demand Analysis
The chemical industry's demand for PTFE (Polytetrafluoroethylene) and chemically resistant materials has been steadily increasing due to their exceptional properties and versatile applications. PTFE, known for its outstanding chemical resistance, low friction coefficient, and high-temperature stability, has become a crucial material in various chemical processing and manufacturing sectors.
In the petrochemical industry, PTFE is extensively used for lining pipes, valves, and storage tanks that handle corrosive chemicals and aggressive solvents. The material's inertness to most chemicals makes it ideal for protecting equipment from degradation, thereby extending operational lifespans and reducing maintenance costs. This has led to a growing demand for PTFE-lined equipment in refineries and chemical plants worldwide.
The pharmaceutical industry also heavily relies on PTFE for its non-reactive properties. In drug manufacturing processes, where purity is paramount, PTFE is used in reactors, filters, and transfer lines to prevent contamination and ensure product integrity. The increasing focus on quality control and regulatory compliance in pharmaceutical production has further boosted the demand for PTFE components.
In the semiconductor industry, the demand for ultra-pure chemicals has driven the adoption of PTFE in fluid handling systems. The material's resistance to strong acids and bases, commonly used in chip manufacturing, makes it indispensable for maintaining the purity of process chemicals and preventing yield-reducing contamination.
The water treatment sector has seen a rise in PTFE membrane technology for filtration and desalination processes. The material's hydrophobic nature and resistance to chlorine and other disinfectants make it highly effective in removing contaminants from water, addressing the growing global need for clean water solutions.
The food and beverage industry has also embraced PTFE for its non-stick properties and chemical inertness. In food processing equipment, PTFE coatings prevent product adhesion and facilitate easy cleaning, meeting stringent hygiene standards. This application has expanded with the increasing demand for processed foods and beverages.
As environmental regulations become more stringent, the chemical industry is turning to PTFE for emissions control applications. PTFE-based filter bags and membranes are increasingly used in industrial air pollution control systems, capturing fine particulates and acid gases from exhaust streams.
The growing emphasis on sustainability and energy efficiency has spurred research into PTFE recycling and the development of more environmentally friendly production methods. This trend is likely to shape future demand patterns, with a focus on circular economy principles in the chemical industry.
PTFE Challenges and Limitations
Despite its remarkable chemical resistance and unique properties, PTFE faces several challenges and limitations that impact its widespread adoption and application across industries. One of the primary challenges is the high cost associated with PTFE production and processing. The complex manufacturing process, involving specialized equipment and stringent quality control measures, contributes to its elevated price point compared to other polymers. This cost factor often limits its use to high-value applications where its superior properties are essential.
Another significant limitation of PTFE is its poor mechanical strength, particularly under load-bearing conditions. While it exhibits excellent chemical resistance and low friction properties, PTFE's softness and tendency to deform under pressure restrict its use in applications requiring high structural integrity. This weakness necessitates the development of composite materials or alternative designs to overcome mechanical limitations in certain industrial settings.
PTFE's non-stick properties, while beneficial in many applications, pose challenges in bonding and adhesion. The material's low surface energy makes it difficult to adhere to other substances or create strong bonds with other materials. This characteristic complicates the integration of PTFE components in complex assemblies or multi-material products, often requiring specialized surface treatment techniques or adhesive systems.
The thermal limitations of PTFE present another challenge, particularly in high-temperature environments. Although PTFE maintains its properties over a wide temperature range, it begins to degrade at temperatures above 260°C (500°F). This upper temperature limit restricts its use in extreme heat applications, necessitating the development of modified PTFE grades or alternative materials for such environments.
Environmental concerns also pose challenges to PTFE usage. The production of PTFE historically involved the use of perfluorooctanoic acid (PFOA), a persistent environmental pollutant. While many manufacturers have phased out PFOA, concerns about the environmental impact of fluoropolymers persist, driving research into more sustainable production methods and alternative materials.
Lastly, PTFE's inherent properties can sometimes be a double-edged sword. Its extreme chemical inertness, while advantageous in many scenarios, can be problematic when modification or functionalization is required. This limitation hampers the material's versatility in applications where surface interactions or chemical bonding are necessary, prompting ongoing research into surface modification techniques and the development of PTFE variants with enhanced functionality.
Current PTFE Applications
01 Chemical resistance properties of PTFE
PTFE exhibits exceptional chemical resistance to a wide range of substances, including acids, bases, and solvents. This property makes it suitable for use in harsh chemical environments and applications requiring high corrosion resistance.- Chemical resistance properties of PTFE: PTFE exhibits exceptional chemical resistance to a wide range of substances, including acids, bases, solvents, and corrosive chemicals. This property makes it suitable for use in harsh chemical environments and applications requiring high chemical inertness.
- PTFE coatings for chemical resistance: PTFE coatings are applied to various substrates to impart chemical resistance. These coatings protect underlying materials from chemical attack and degradation, extending the lifespan of equipment and components in chemically aggressive environments.
- PTFE composites with enhanced chemical resistance: Composite materials incorporating PTFE are developed to further improve chemical resistance. These composites combine the inherent chemical resistance of PTFE with additional properties such as mechanical strength or thermal stability, making them suitable for specialized applications.
- Chemical-resistant PTFE membranes and filters: PTFE membranes and filters are utilized in various industries for their chemical resistance and separation capabilities. These products are effective in filtering aggressive chemicals and maintaining their integrity in harsh chemical environments.
- PTFE modifications for specific chemical resistance: Modifications to PTFE, such as surface treatments or the incorporation of additives, are developed to enhance its resistance to specific chemicals or improve its performance in particular chemical environments. These modifications expand the range of applications for PTFE in chemically challenging conditions.
02 PTFE composites for enhanced chemical resistance
Composites incorporating PTFE with other materials can further improve chemical resistance. These composites may include fillers, reinforcing agents, or other polymers to enhance specific properties while maintaining PTFE's inherent chemical resistance.Expand Specific Solutions03 Surface modification of PTFE for chemical resistance
Various surface modification techniques can be applied to PTFE to enhance its chemical resistance properties. These may include plasma treatment, chemical etching, or the application of protective coatings to further improve resistance to specific chemicals or environments.Expand Specific Solutions04 PTFE in protective coatings and linings
Expand Specific Solutions05 Testing and characterization of PTFE chemical resistance
Various methods and techniques are used to evaluate and characterize the chemical resistance of PTFE materials. These may include exposure tests, spectroscopic analysis, and mechanical property measurements after chemical exposure to assess the material's performance and durability.Expand Specific Solutions
Key PTFE Manufacturers
The PTFE and chemical resistance industry is in a mature stage, with a global market size estimated to be in the billions of dollars. The technology has reached a high level of maturity, with established players like DuPont, 3M, and W. L. Gore & Associates leading innovation. These companies, along with others such as DAIKIN INDUSTRIES, AGC, and Momentive Performance Materials, are driving advancements in PTFE applications across various sectors. The competitive landscape is characterized by a mix of large multinational corporations and specialized manufacturers, with ongoing research and development efforts focused on enhancing PTFE properties and expanding its industrial applications.
DAIKIN INDUSTRIES Ltd.
DuPont de Nemours, Inc.
PTFE Chemical Resistance Innovations
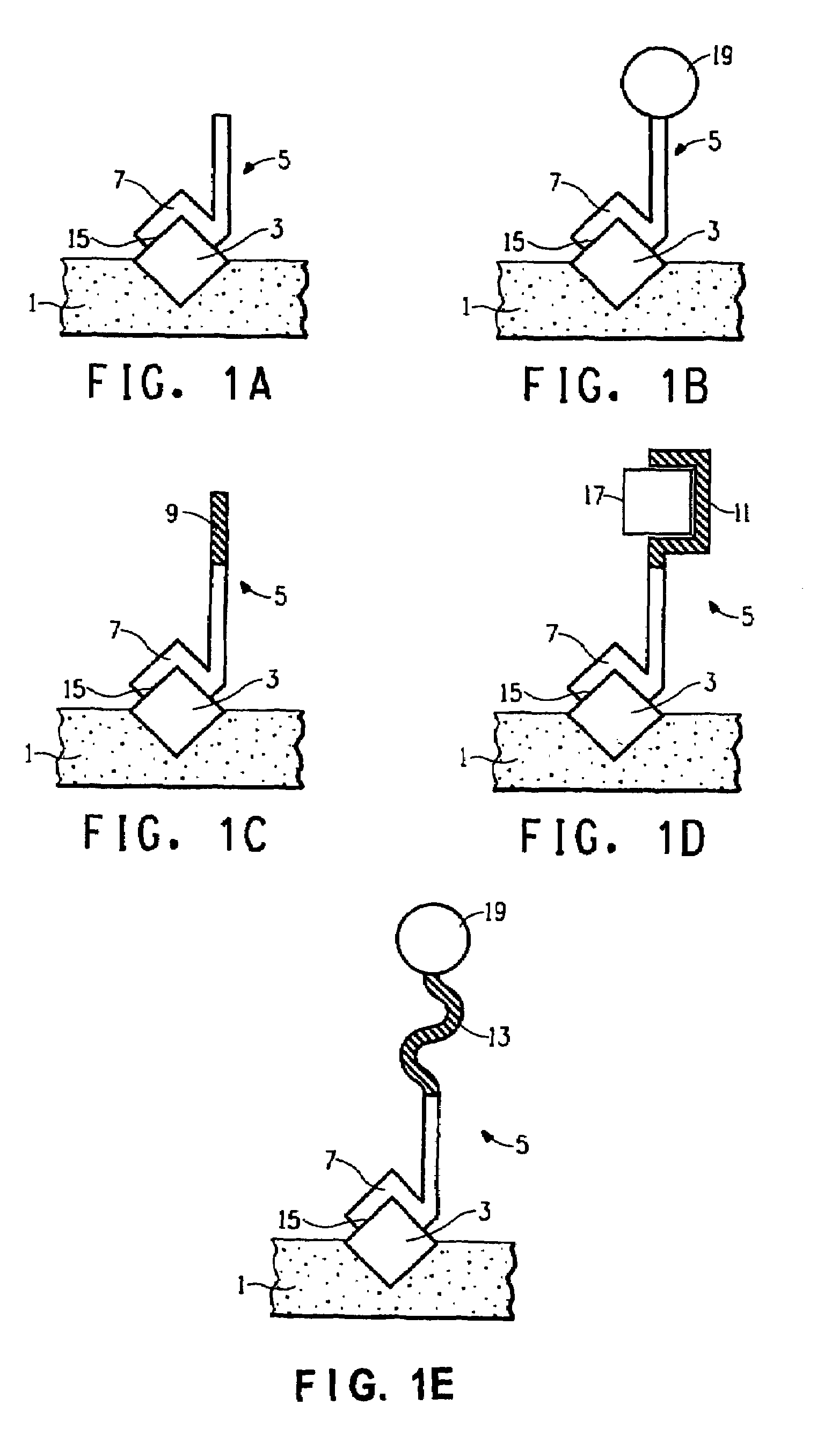
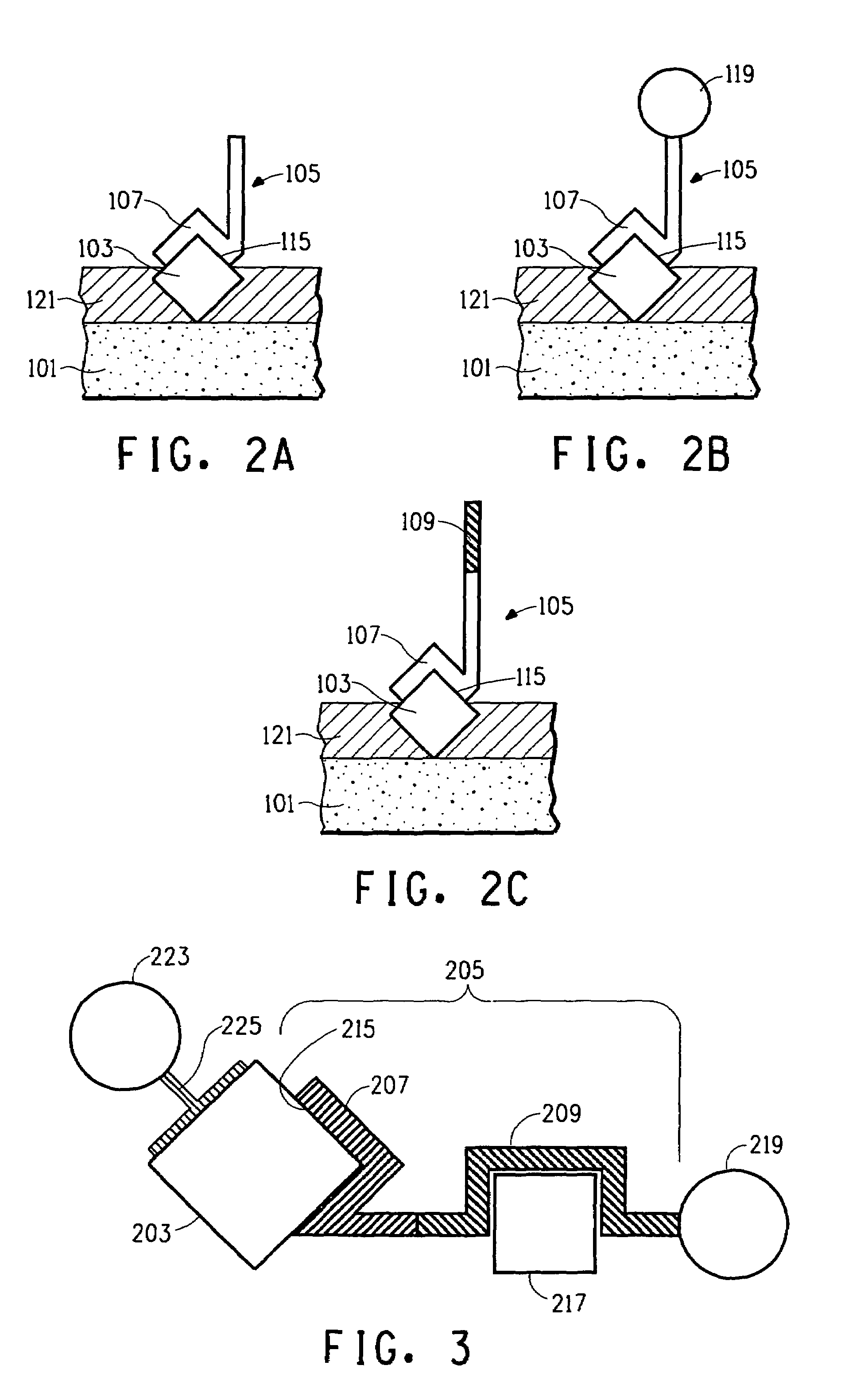
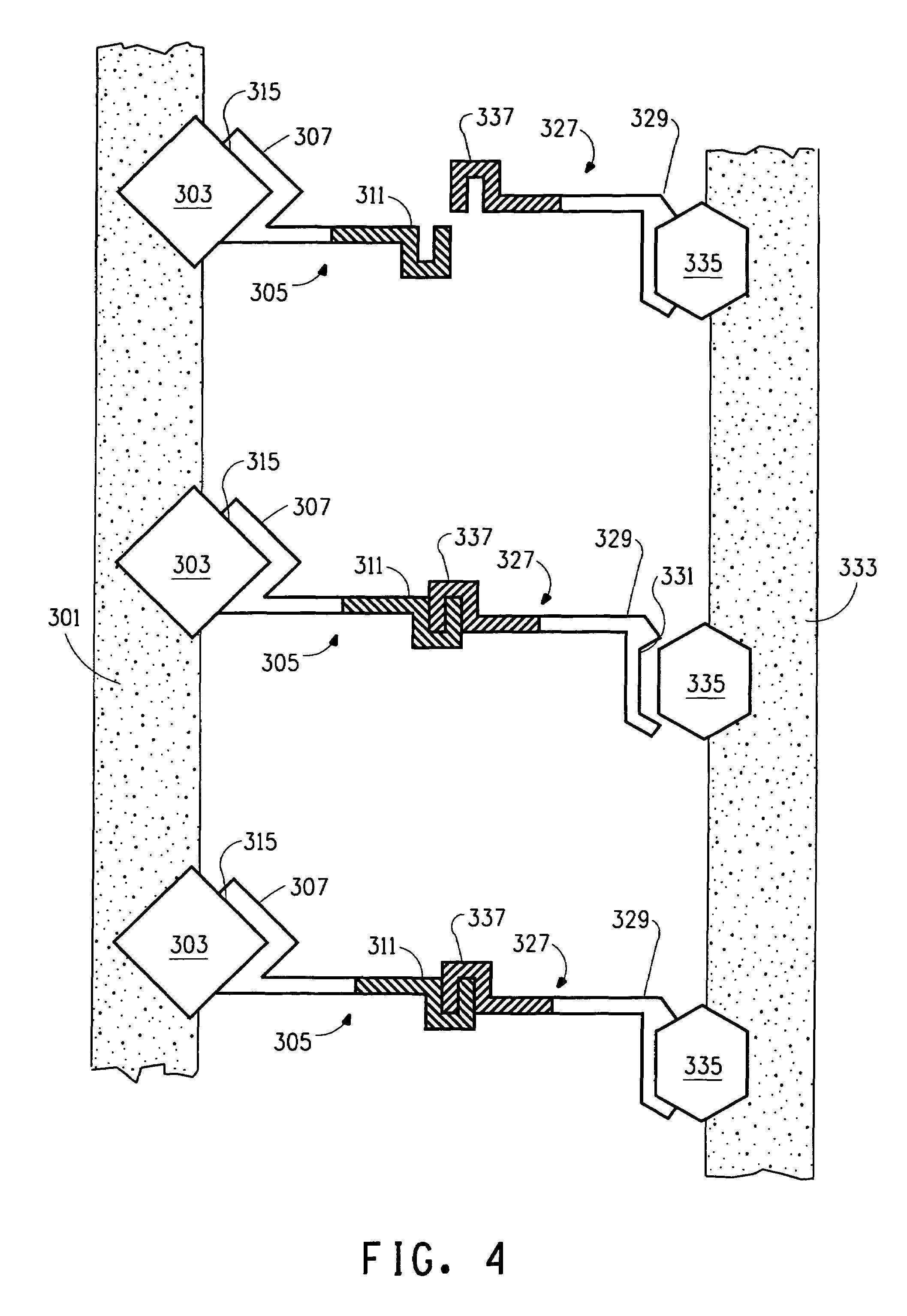
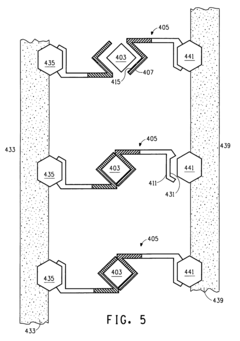
- Development of PTFE binding peptides (PTFEBP) that can be incorporated into peptide reagents, which may include active domains, target binding domains, and linker molecules to bind various benefit agents to PTFE surfaces, enabling the delivery of compounds or adherence of surfaces through specific peptide interactions.
- A method involving the application of force to a PTFE particle dispersion containing a surfactant and water to form a solid material, which is then deformed into a sheet form and dried to reduce water content, enabling continuous production of PTFE sheets and seal tapes without the need for organic solvents.
Environmental Impact of PTFE
The environmental impact of PTFE (Polytetrafluoroethylene) is a complex issue that requires careful consideration. While PTFE offers exceptional chemical resistance and durability, its production and disposal processes raise significant environmental concerns.
PTFE manufacturing involves the use of perfluorooctanoic acid (PFOA), a persistent organic pollutant. PFOA has been linked to various health and environmental issues, including cancer, thyroid disease, and reproductive problems. Although many manufacturers have phased out PFOA use, alternative processing aids may still pose environmental risks.
The production of PTFE also contributes to greenhouse gas emissions. The synthesis of tetrafluoroethylene, the primary monomer for PTFE, releases hexafluoropropylene (HFP) and other fluorinated compounds as by-products. These substances have high global warming potentials, contributing to climate change.
PTFE's extreme durability, while beneficial for many applications, presents challenges in terms of waste management. The material is non-biodegradable and can persist in the environment for centuries. When incinerated, PTFE releases toxic fluorine compounds, including hydrogen fluoride and perfluoroisobutylene, which can harm human health and the ecosystem.
Microplastic pollution is another concern associated with PTFE. As PTFE products wear down, they can release microscopic particles into the environment. These microplastics can accumulate in water bodies and soil, potentially entering the food chain and affecting wildlife.
Despite these challenges, efforts are being made to mitigate the environmental impact of PTFE. Some manufacturers are developing more eco-friendly production methods, such as using water-based dispersions instead of solvent-based systems. Recycling initiatives for PTFE products are also emerging, although the process remains challenging due to the material's chemical stability.
The industry is exploring alternatives to PTFE that offer similar performance with reduced environmental impact. Bio-based polymers and fluorine-free coatings are among the promising options being researched. However, these alternatives often struggle to match PTFE's unique combination of properties, particularly its chemical resistance.
In conclusion, while PTFE's chemical resistance makes it invaluable in many industrial applications, its environmental impact cannot be ignored. Balancing the material's benefits against its ecological drawbacks remains a significant challenge for the industry, driving ongoing research into more sustainable solutions.
PTFE Regulatory Compliance
PTFE, or polytetrafluoroethylene, is subject to various regulatory frameworks worldwide due to its widespread use in industrial applications. In the United States, the Food and Drug Administration (FDA) regulates PTFE under the Food Contact Substances (FCS) program when used in food-contact applications. The FDA has approved PTFE for use in cookware, food processing equipment, and packaging materials, provided it meets specific purity and manufacturing standards.
The Environmental Protection Agency (EPA) also oversees PTFE production and use under the Toxic Substances Control Act (TSCA). The EPA has implemented regulations to control the release of perfluorooctanoic acid (PFOA), a chemical previously used in PTFE manufacturing, due to environmental and health concerns. As a result, many manufacturers have transitioned to PFOA-free production methods to comply with these regulations.
In the European Union, PTFE falls under the Registration, Evaluation, Authorization, and Restriction of Chemicals (REACH) regulation. REACH requires manufacturers and importers to register chemicals and provide safety data. PTFE itself is generally considered inert and non-toxic, but certain precursors used in its production may be subject to stricter controls under REACH.
The medical device industry heavily relies on PTFE for various applications. Regulatory bodies such as the FDA in the US and the European Medicines Agency (EMA) in the EU have established guidelines for the use of PTFE in medical devices. These guidelines typically focus on biocompatibility, sterilization processes, and long-term stability of PTFE-containing devices.
In the aerospace sector, PTFE components must comply with stringent safety and performance standards set by organizations like the Federal Aviation Administration (FAA) and the European Aviation Safety Agency (EASA). These regulations often require extensive testing and certification processes to ensure the reliability of PTFE parts in critical aerospace applications.
Occupational safety regulations also apply to PTFE manufacturing and processing. The Occupational Safety and Health Administration (OSHA) in the US has established exposure limits for PTFE particles and fumes, particularly when the material is heated to high temperatures. Similar workplace safety standards exist in other countries, emphasizing the need for proper ventilation and personal protective equipment when handling PTFE.
As environmental concerns grow, some jurisdictions are implementing stricter regulations on fluoropolymers, including PTFE. For instance, some countries are considering restrictions on certain per- and polyfluoroalkyl substances (PFAS), a broader class of chemicals that includes PTFE precursors. While PTFE itself is generally not targeted, these regulations may impact its production processes and supply chain.