

Device and method of pulse current assisting lsaw pipe welding process
A pulse current and welding process technology, applied in welding equipment, arc welding equipment, applications, etc., can solve the problems of uneven distribution of heat-affected zone, failure to reflect the toughness of welded joints, and uneven distribution of tissue in the heat-affected zone, so as to avoid High cost and low efficiency, improved strength, enhanced solid solution ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] Below in conjunction with accompanying drawing and specific embodiment the present invention is described in further detail:
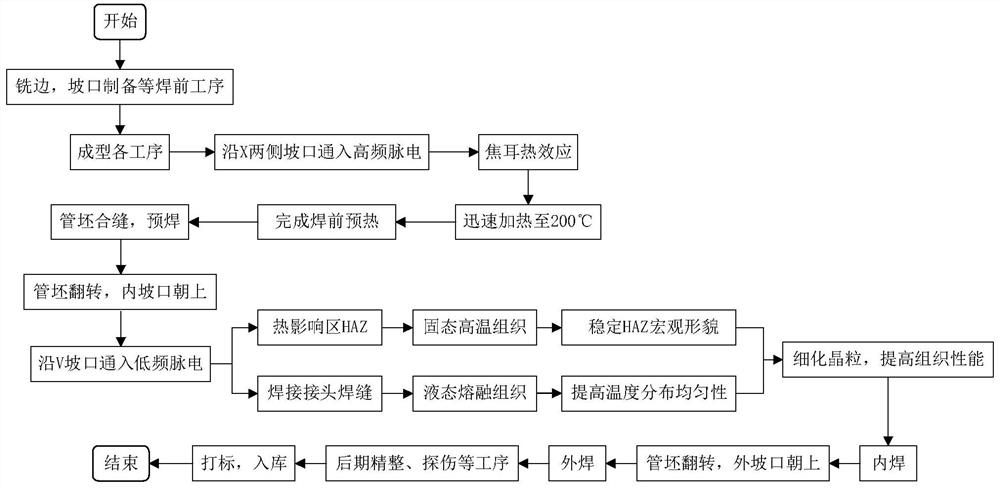
[0037] The present invention aims to provide a pulse current assisted welding process device and method for LSAW pipes to refine the structure of the heat-affected zone of the LSAW pipe and improve the uniformity of the distribution of the structure, thereby improving the overall welding quality of the welded joint and further improving the service life of the LSAW pipe. process reliability.
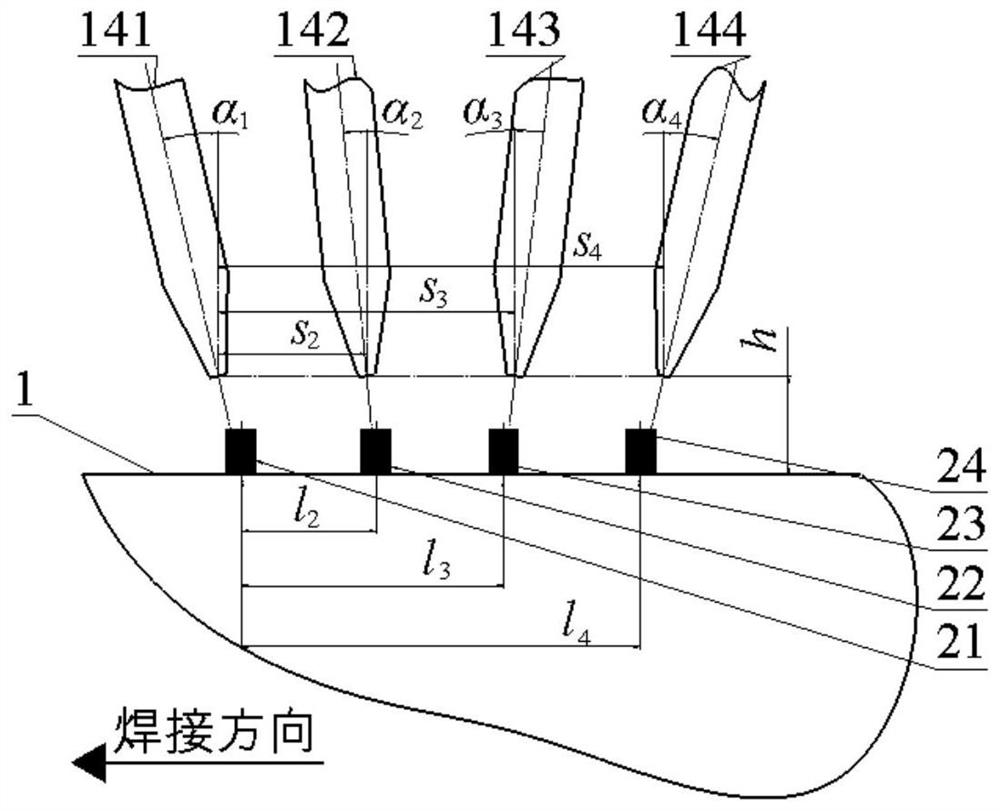
[0038] Such as Figure 4-7 As shown, a pulse current assisted LSAW pipe welding process device of the present invention includes graphite electrodes 2, base 4, beam 6, first bracket 7, second bracket 9, mounting ring 8 and mounting arm 10, nut 3 and the graphite electrode 2 are coaxially installed on the base 4, the graphite electrode 2 protrudes from the nut 3 at a distance of 15-20mm, a spring 15 is arranged between the graphite electrode 2 and the base...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More