

Heat treatment process for large 35CrMo steel axis forgings
A forging and large-scale technology, which is applied in the field of heat treatment of 35CrMo steel large shaft forgings, can solve the problems of slow forging and forming processing speed, insufficient machine tool processing capacity, coarse grains in the core of forgings, etc., to reduce energy consumption and ensure mechanical properties. Performance requirements, effect of shortened heating time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
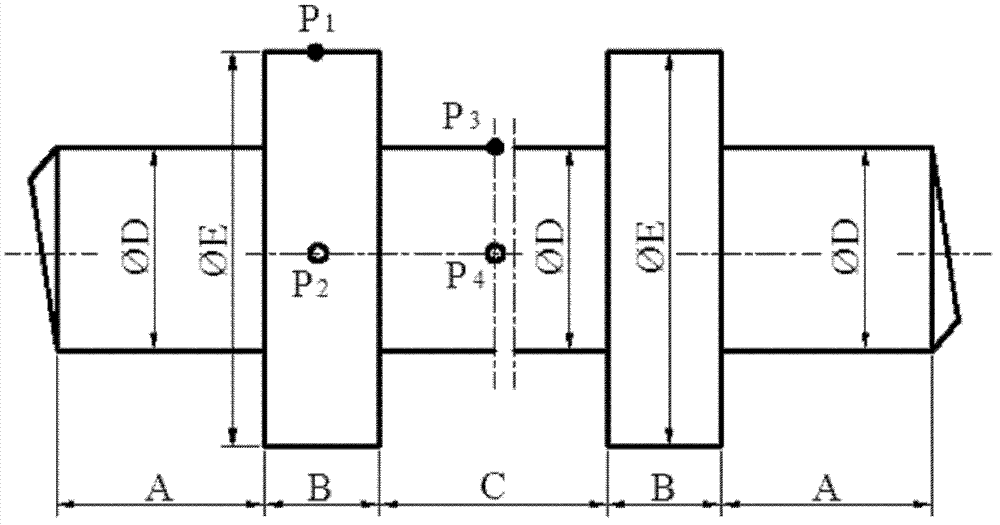
[0034] like figure 1 As shown, the diameter of the main body of a 35CrMo steel large-scale shaft forging is D=230mm. The large-scale shaft forging has two thickened sections (flanges), which separate the large-scale shaft forging into two end sections and a middle section; The length of the head section A=300mm, the length of the middle section C=14000mm, the length of the two thickened sections B=110mm; the diameter of the thickened section E=450mm; the middle section is the main body of a large shaft forging, and its diameter D=230mm. The total weight of the large shaft forging is 5 tons. The material components of 35CrMo steel except iron are all in the range of Table 1.
[0035] First of all, according to the requirements of the conventional forging process, one-fire forging is completed, that is, the standard steel ingot is forged into figure 1 Shaft forging shown with stock removals required for roughing and finishing. When the forging is just completed, the surface t...
Embodiment 2
[0047] like figure 1 As shown, a 35CrMo steel large-scale shaft forging has a main body diameter D=280mm, and the large-scale shaft forging has two thickened sections (flanges), which separate the large-scale shaft forging into two end sections and a middle section; The length of the head section A=200mm, the length of the middle section C=10000mm, the length of the two thickened sections B=120mm; the diameter of the thickened section E=500mm; the middle section is the main body of a large shaft forging, and its diameter D=280mm. The total weight of the large shaft forging is 5.36 tons. The material components of 35CrMo steel except iron are all in the range of Table 1.
[0048] First of all, according to the requirements of the conventional forging process, one-fire forging is completed, that is, the standard steel ingot is forged into figure 1 Shaft forging shown with stock removals required for roughing and finishing. When the forging is just completed, the surface tempe...
Embodiment 3
[0060] like figure 1 As shown, the main body diameter of a 35CrMo steel large-scale shaft forging is D=325mm. The large-scale shaft forging has two thickened sections, which divide the large-scale shaft forging into two end sections and a middle section; the length of the two end sections is A = 200mm, the length of the middle section C = 5300mm, the length of the two thickened sections B = 2650mm; the diameter of the thickened section E = 350mm; the middle section is the main body of a large shaft forging, and its diameter D = 325mm. The total weight of the large shaft forging is 7.67 tons. The material components of 35CrMo steel except iron are all in the range of Table 1.
[0061] First of all, according to the requirements of the conventional forging process, one-fire forging is completed, that is, the standard steel ingot is forged into figure 1 Shaft forging shown with stock removals required for roughing and finishing. When the forging is just completed, the surface ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More