

A kind of manufacturing method of cast aluminum type engine plug cover
A manufacturing method and engine technology, which is applied in the field of mechanical processing, can solve the problems that the flatness of the end face cannot meet the expected requirements, the middle part of the end face is concave, and there is no support, etc., so as to meet the requirements of lightweight, increase the pressing force, and facilitate positioning Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
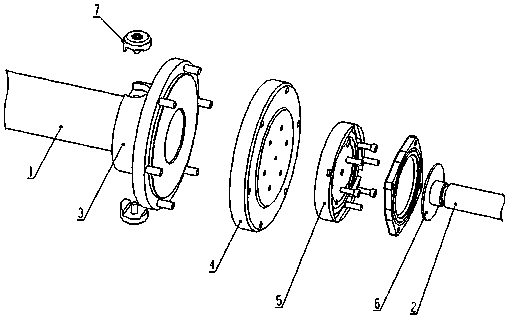
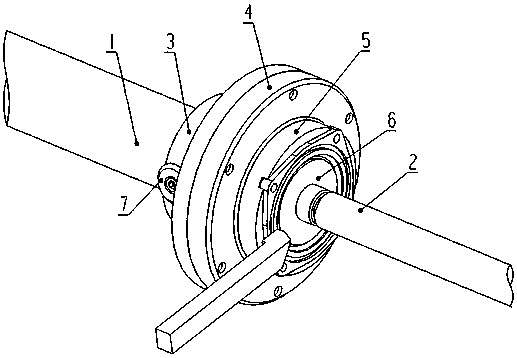
[0042] One end of the flange sleeve 3 with the flange and the seat plate 4 are fixedly installed by bolts. There are two ways of positioning the seat plate 4 and the flange sleeve 3: one is that the side of the seat plate 4 in contact with the flange sleeve 3 is provided with a positioning groove, and the flange sleeve 3 is provided with a groove that passes through the positioning groove. Cooperate with the protrusion for positioning the seat plate 4; the other is that the side of the seat plate 4 in contact with the flange sleeve 3 is provided with a protrusion, and the flange sleeve 3 is provided with a protrusion for positioning the seat plate 4 by cooperating with the protrusion positioning groove. The cooperation mode between the above-mentioned boss and the positioning groove is a transition fit. The other side of the seat plate 4 is fixedly installed with a disc-shaped blocking cover clamping plate 5, and the blocking cover clamping plate 5 completes fastening and pos...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More