

Tooling and method for processing micro-groove structure at the outlet end of inner plug of engine injector
A processing method and injector technology, which are used in electric processing equipment, metal processing equipment, manufacturing tools, etc., can solve the difficulty of clamping, difficult to meet the requirements of parts, and the consistency of uniformly distributed micro-grooves is difficult to ensure design requirements, etc. problems, to achieve the effect of ensuring the consistency of size and position, improving positioning accuracy, and ensuring dimensional accuracy and roughness requirements
Active Publication Date: 2021-06-11
BEIJING INST OF CONTROL ENG
View PDF0 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
At present, the precision machining methods for the micro-groove structure mainly include cutting and wire-cutting, but the cutting process is limited by the high-precision size and high-position requirements of the micro-groove structure, and it is difficult to meet the requirements of the parts. Wire-cut processing is based on its Non-contact processing has the advantages of no obvious macro stress, small size processing and high positioning accuracy, and can realize the precision processing of high-density micro-grooves. However, because the flange of the inner bolt part has a square structure, it is very difficult to accurately position and clamp. At the same time, There are also many factors that affect wire cutting processing. Improper alignment methods and electrical processing parameters will cause the size uniformity and surface finish of the high-density symmetrical micro-groove structure to be difficult to meet the requirements.
At the same time, there are a total of 36 micro-groove structures in the injector, which require up to 18 repeated flips. During the processing, it is easy to accumulate clamping and positioning errors. It is difficult to ensure the consistency of uniformly distributed micro-grooves. Therefore, it is necessary to Using a dedicated method to ensure the area and position of multiple microgroove structures
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
[0057] Use the designed special tooling to clamp the inner bolt parts, the wire cutting machine tool is used to align the outer circle of the inner bolt to 0.01mm, and the electrode wire is aligned to 0.003mm. The wire cutting processing parameters are designed as follows: electrode polarity, positive polarity; discharge waveform , rectangle; pulse width, 2μs; pulse interval, 18μs; wire speed: 2m / s; feed rate: 1; peak current, 1A.
[0058] Implementation effect: The dimensional accuracy and consistency of the microgroove structure of the 36 internal bolt parts processed under the high-magnification imager are relatively good.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| surface smoothness | aaaaa | aaaaa |
Login to View More
Abstract
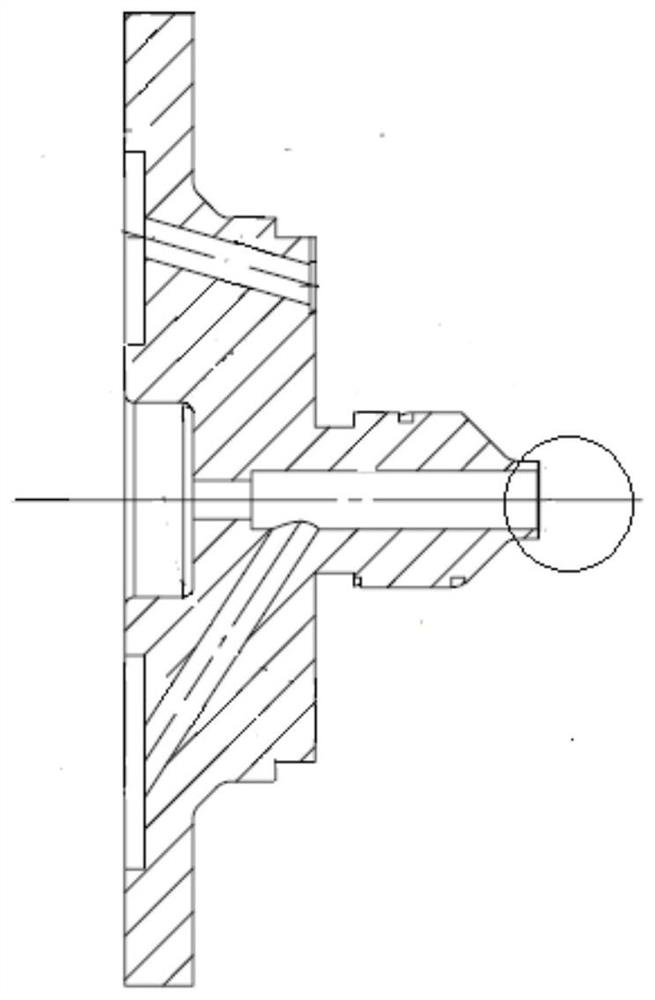
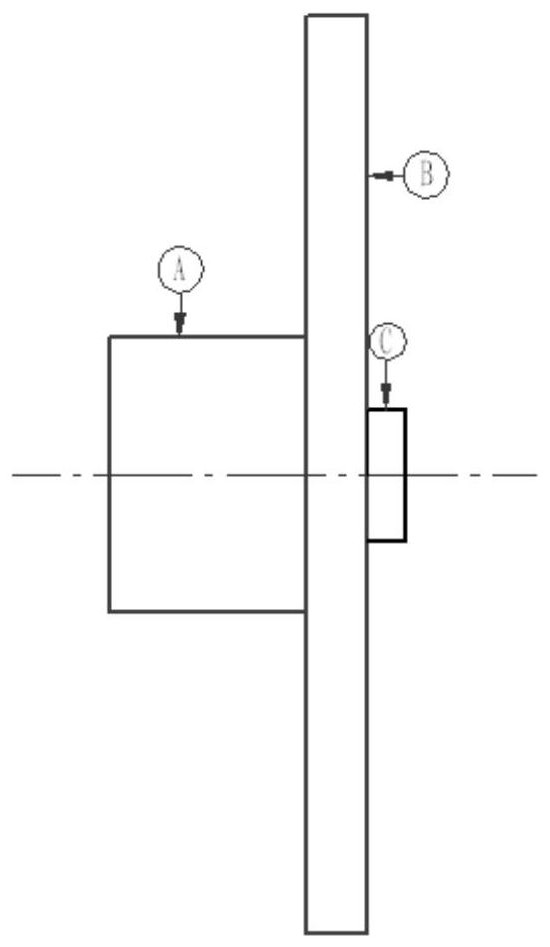
The invention relates to a micro-groove structure processing tool and method at the outlet end of an inner plug of an engine injector. The method is as follows: designing a clamping tool that is convenient for clamping of a wire cutting machine tool and can ensure accurate positioning of the inner plug parts, and then the wire cutting equipment is precisely located. Clamp it on the inner bolt of the tooling, then precisely align the initial position of the electrode wire according to the position of the micro-groove structure to be processed, then set the electric machining parameters to process the first pair of micro-groove structures, and finally repeat the precision when processing the subsequent micro-groove structures. Find out. The tooling includes a cylindrical alignment part, and there are bosses on both sides of the alignment part. The boss on one side is recorded as the clamping part, which is used to clamp the wire cutting equipment, and the boss on the other side is recorded as the positioning part. The outer surface of the positioning part is closely matched with the central concave hole of the mounting flange, the clamping part, the alignment part and the positioning part are coaxial, and the bottom surface of the alignment part is perpendicular to the cylindrical surface of the clamping part. The invention solves the processing problem required by the high precision of the outlet structure of the inner plug in the injector.
Description
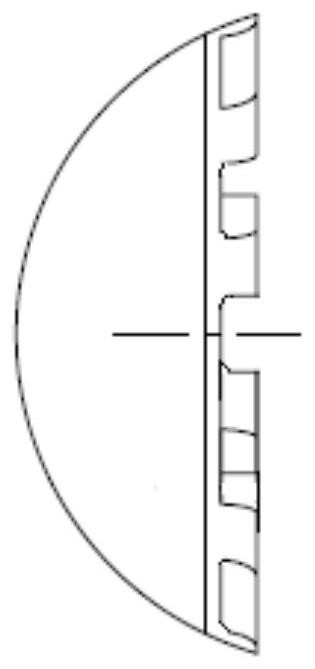
technical field [0001] The invention relates to the technical field of special processing, in particular to a precision processing method for a high-density symmetrical micro-groove structure of an injector. Background technique [0002] In the field of aerospace, the pintle injector is a common injector mode, and the outlet structure of the inner plug part in the injector directly determines the control of the flow rate and uniformity. In order to achieve the purpose of precise flow control, a newly developed engine injector adopts the combination of high-density symmetrical micro-groove structure + annular seam for the first time, and the outlet end of the inner plug contains 36 (a total of 18) Right) micro-groove structure, its size is small (depth 0.14mm, width 0.3mm), high precision requirements, and the consistency and position of the micro-groove are extremely demanding, the area and position of the micro-groove structure directly affect the flow rate of the injector ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): B23H7/02B23H9/00
CPCB23H7/02B23H9/00B23H2500/20
Inventor杨春雷汪凤山申坤张志伟赵连清武胜勇黎月明陈曦李海明牛少鹏李晋军张林尹兆刚陈颖李桐
OwnerBEIJING INST OF CONTROL ENG