

A water-cooled crystallization process for steel ingots with risers
A steel ingot, water cooling technology, applied in the steel ingot water cooling crystallization process and its special water cooling mold. It can solve the problems of water-cooled mold deformation, low service life, and accumulation of impurities, and achieve the effects of reducing the degree of central segregation, compact internal structure, and uniform cooling speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] Type: high-quality carbon steel, steel type: 20, carbon content: 0.17-0.23%; tonnage: 8 tons;
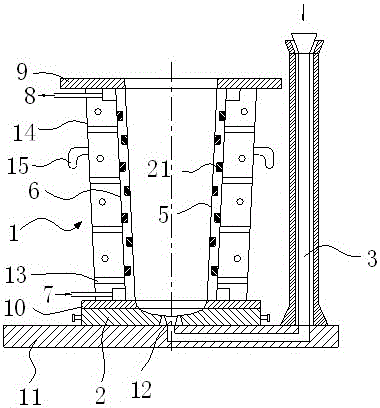
[0028] After the front and rear parts of the water-cooled mold are fixed by bolts, the condensed water is fed into the water-cooled mold in advance, the temperature of the incoming water is less than 36°C, and the pressure of the incoming water is 0.5 MPa;
[0029] After the VD furnace is released, the temperature of the molten steel is 1585±5°C. After the temperature is controlled to 1570-1580°C, it is slowly poured into the mold of the water-cooled mold through the sprue, and the pouring time of the ingot body is 24-26min;
[0030] The pouring speed of the riser is lower than the pouring speed of the ingot body, and the pouring time of the riser is 6-8min;
[0031] Continuously feed condensed water, keep warm for 30 minutes, and release the steel ingot from the mold after condensation;
[0032] The steel ingot after demoulding is put into the insulation cover without the i...
Embodiment 2
[0035] Type: high-quality carbon steel, steel type: 65Mn, carbon content: 0.62-0.70%, tonnage: 11 tons;
[0036] After the front and rear parts of the water-cooled mold are fixed by bolts, the condensed water is fed into the water-cooled mold in advance, the temperature of the incoming water is less than 36°C, and the pressure of the incoming water is 0.5 MPa;
[0037] After the VD furnace is released, the temperature of the molten steel is 1550±5°C. After the temperature is controlled to 1535-1545°C, it is slowly injected into the mold of the water-cooled mold through the runner, and the pouring time of the ingot body is 15 minutes;
[0038] The pouring speed of the riser is lower than the pouring speed of the ingot body, and the pouring time of the riser is 10 minutes;
[0039] Continuously feed condensed water, keep warm for 70 minutes, and release the steel ingot from the mold after condensation;
[0040] The steel ingot after demoulding is put into the insulation cover w...
Embodiment 3
[0043] Type: alloy steel, steel type: 5CrMnMo, carbon content: 0.50-0.60%, tonnage 18 tons;
[0044] After the front and rear parts of the water-cooled mold are fixed by bolts, the condensed water is fed into the water-cooled mold in advance, the temperature of the incoming water is less than 36°C, and the pressure of the incoming water is 0.5 MPa;
[0045] After the VD furnace is released, the temperature of the molten steel is 1555±5°C. After the temperature is controlled to 1540-1550°C, it is slowly poured into the mold of the water-cooled mold through the runner, and the pouring time of the ingot body is 18 minutes;
[0046] The pouring speed of the riser is lower than the pouring speed of the ingot body, and the pouring time of the riser is 10 minutes;
[0047] Continue to feed condensed water, keep warm for 90 minutes, and release the steel ingot from the mold after condensation;
[0048] The steel ingot after demoulding is put into the heat preservation cover without h...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More