

An overall heating and local cooling heat treatment process for welding seams of tube groups
An overall heating and heat dissipation technology, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc., can solve the problems of hardness out of control, lack of solutions, unusable, etc., and achieve the effect of low cost, easy temperature control, and reasonable layout
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
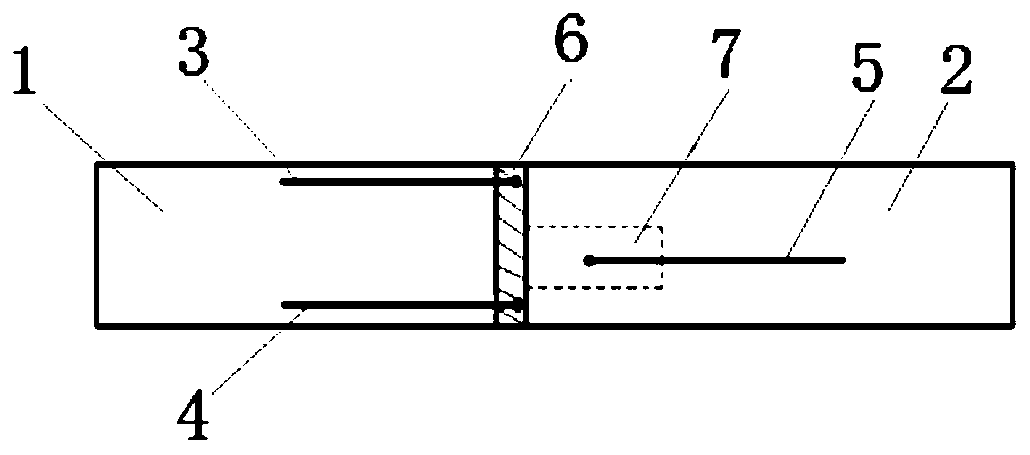
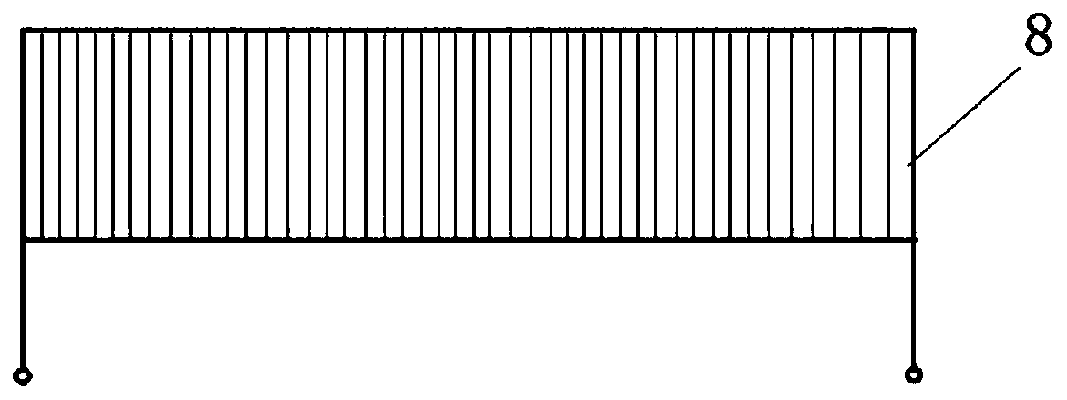
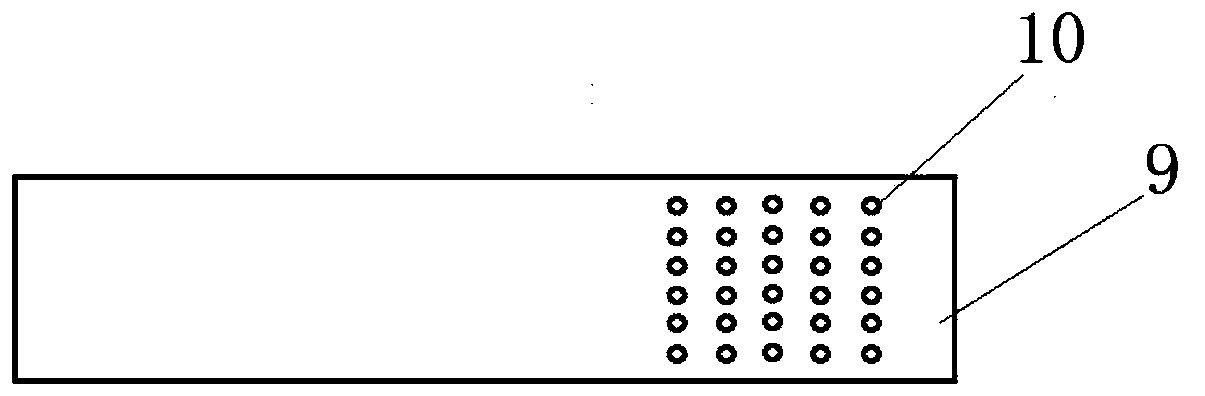
[0046] An overall heating and local heat dissipation type pipe group weld seam heat treatment process, such as figure 1 As shown, the tube group includes a first pipeline 1, a second pipeline 2, a first thermal insulation cotton 9 and a second thermal insulation cotton 11, and the first thermal insulation cotton 9 is formed by welding the first pipeline 1 and the second pipeline 2 Above the low hardness region 7 of the weld 6, the first thermal insulation cotton 9 is provided with a hole area 10, and the second thermal insulation cotton 11 is laid above the hole area 10, and also includes a first temperature control thermocouple 3, a second thermal insulation cotton Two temperature control thermocouples 4, detection thermocouple 5 and heater 8, the first temperature control thermocouple 3, the second temperature control thermocouple 4, detection thermocouple 5 and heater 8 are all connected to the weld 6, so Described heat treatment process comprises the steps:
[0047] A) he...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More