Laser incident angle determination method for T-joint full penetration laser hybrid welding
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A laser incident angle, laser incident angle technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of large manpower and material resource consumption, reduce dependence, reduce process test investment, and improve process design efficiency Effect
Active Publication Date: 2020-07-10
CRRC CHANGCHUN RAILWAY VEHICLES CO LTD
View PDF7 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0004] In order to solve the problem of a large amount of manpower and material consumption and the like when designing the laser incidence angle in the process of realizing the existing T-shaped joint, the present invention provides a T-shaped joint. Method for Determining Laser Incidence Angle of Full Penetration Laser Hybrid Welding of Joints
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
specific Embodiment approach 1
[0018] Specific implementation mode 1. Combination Figure 1 to Figure 4 Describe this embodiment, the laser incidence angle determination method for T-joint full penetration laser hybrid welding, for the T-joint laser arc hybrid welding process of medium and thick plates, if the welded joint is required to be full penetration, the following steps can be adopted Calculation and confirmation of laser incident angle:
[0019] 1. Preliminary calculation of laser incident angle;
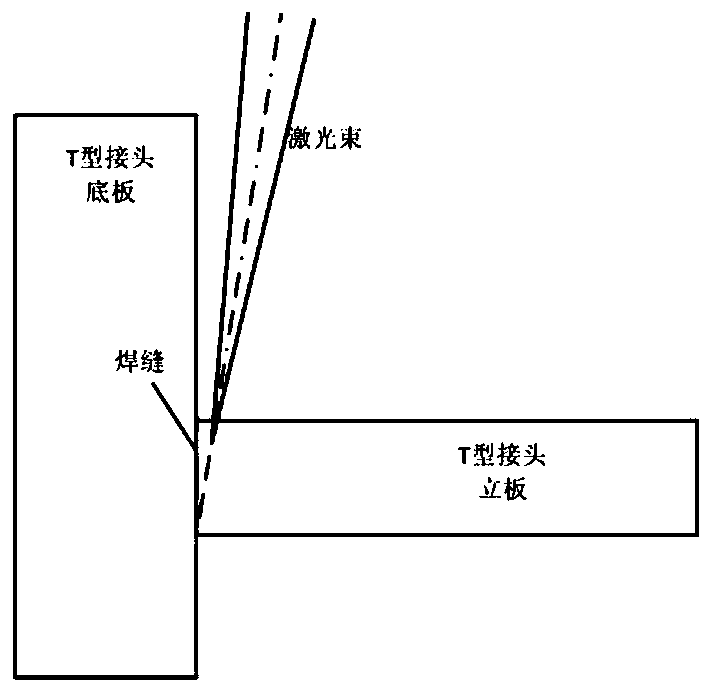
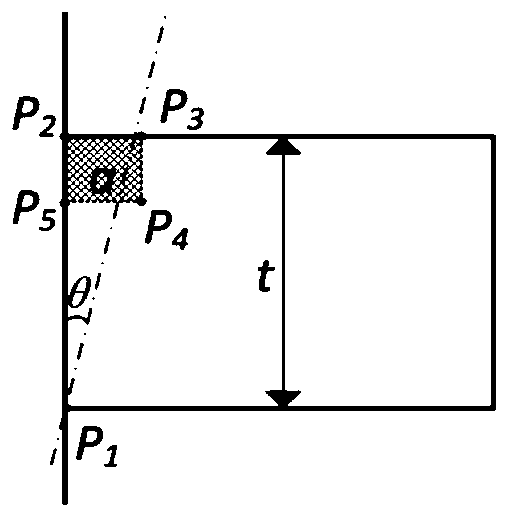
[0020] Preliminary calculation of the incident angle based on the geometric structure of the joint. For a typical T-joint full penetration weld, the beam axis passes through the focal point of the vertical plate and the bottom plate at the root of the weld, and the angle between the laser beam axis and the bottom plate surface is the laser incident angle θ, combined with figure 1 , the laser beam is required to be incident from one side of the vertical plate, and to ensure good fusion on the back of th...
specific Embodiment approach 2
[0027] Specific embodiment two, combine Figure 1 to Figure 4 Describe this embodiment, this embodiment is an example of the laser incidence angle determination method for T-joint full-penetration laser hybrid welding described in the first embodiment,
[0028] Taking the side beam part of S355 material as an example, the T-joint composed of the 12mm vertical plate and the 14mm bottom plate with the inner long weld seam is required to be a full penetration weld seam in the drawing, and the laser incident angle is determined according to the above steps.
[0029] (1) Preliminary calculation of laser incident angle: according to the formula (1) in this method, t=12mm, for the laser-MAG hybrid welding arc action of carbon steel materials, the side length a of the reachable area can be 2.8mm, and the formula ( 1) θ can be obtained max = 16.9°.
[0030] (2) Interference inspection: due to the irregular shape of the bottom plate of the side member, the Figure 4 In the position s...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
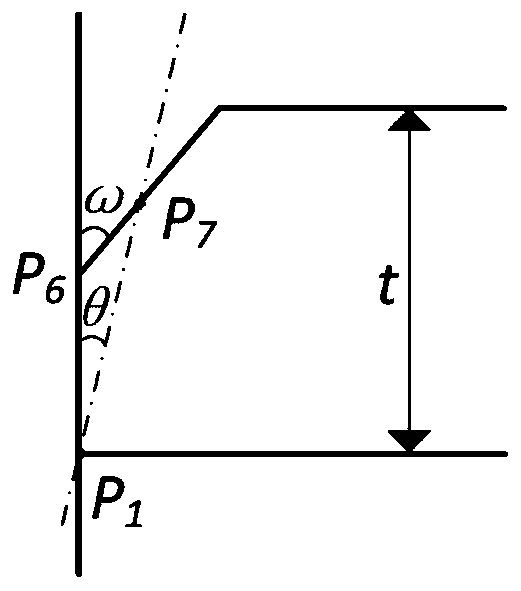
The invention provides a laser incidence angle determining method for full penetration laser hybrid welding of a T-shaped connector, and relates to the professional technical field of laser welding. The problems that in the implementation process of an existing full penetration T-shaped connector, when the laser incidence angle is designed, a large number of process tests are adopted for the trial-and-error process, so that a large quantity of manpower and material resources are consumed are solved. The method includes the steps that the laser incidence angle is preliminarily calculated, wherein a laser beam comes in from one side of a vertical plate, the axis of the laser beam passes through the focal point position, at the root position of a weld joint, of the vertical plate and a bottomplate, the included angle between the axis of the laser beam and the surface of the bottom plate is the laser incidence angle theta, and the maximum value of the laser incidence angle theta is obtained; the size of a groove is designed, wherein whether the depth of penetration is larger than the distance, passing through the vertical plate, of lasers in the optical axis direction or not is judged, if yes, full penetration welding is achieved through square groove welding; if not, the truncated edge thickness and the groove angle of the groove are determined, and the distance, passing throughthe vertical plate, of the lasers in the optical axis direction is smaller than the depth of penetration of hybrid welding; and the laser incidence angle is obtained. By means of the method, the process design efficiency is improved.
Description
technical field [0001] The invention relates to the professional technical field of laser welding, in particular to a method for determining a laser incident angle for full-penetration laser composite welding of a T-shaped joint. Background technique [0002] T-joint is a common joint type in bogie frame welding. At present, gas metal shielded welding is used for welding. This method has a shallow penetration depth and requires a large groove to achieve full penetration welding. As for frame products, the material is mostly medium-thick plate. When the groove is large, a large amount of metal needs to be filled in the welding process, resulting in problems such as low welding efficiency, many welding layers, and large weld deformation. The above problems can be solved well when laser arc hybrid welding is used, but the laser incident angle needs to be reasonably designed to achieve a fully penetrated T-shaped joint. At present, a large number of process tests are used for tr...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More