

Rail TIG welding method for black-and-white pipes
A welding method and track technology, applied in welding equipment, welding accessories, arc welding equipment, etc., can solve the problems of restricting wide application, prone to concave, concave, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The implementation of the present invention will be further described below in conjunction with the accompanying drawings.
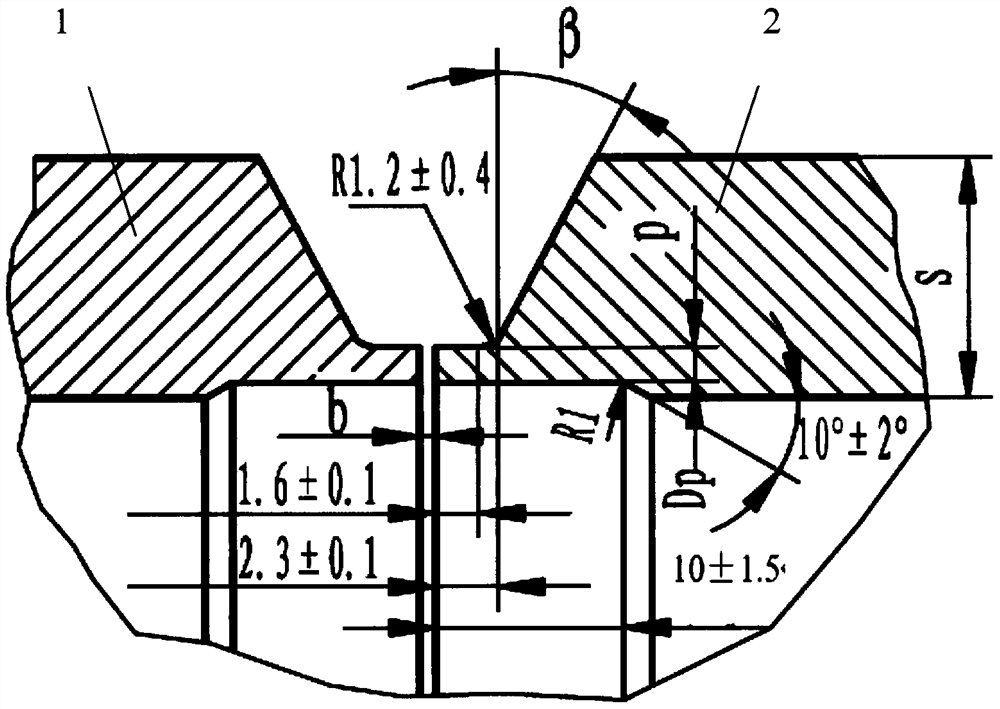
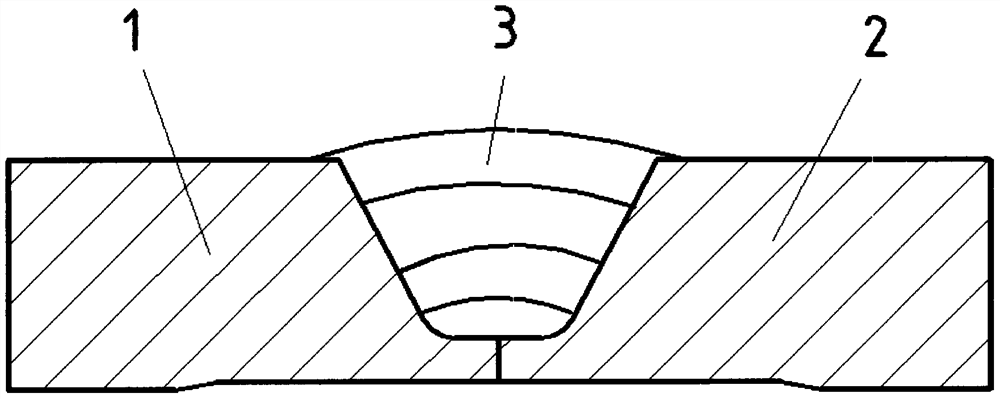
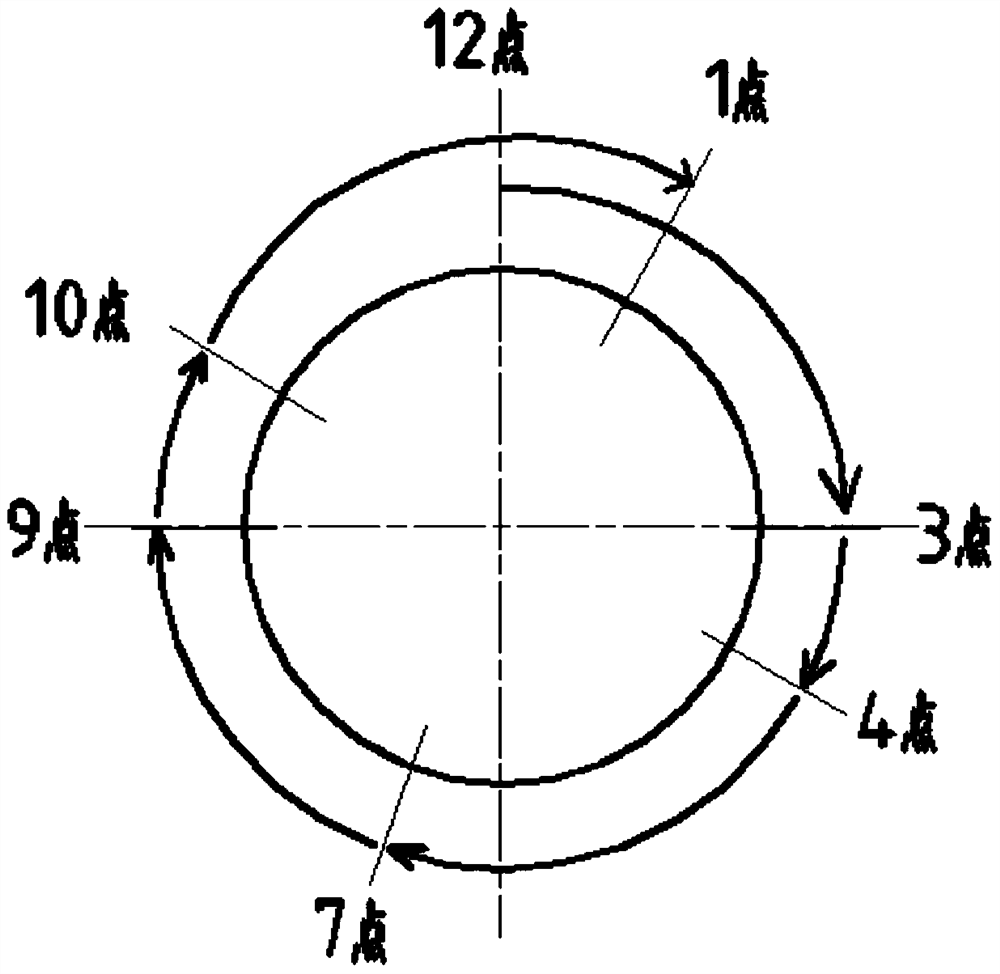
[0028] The invention provides a welding method for orbital TIG welding of black and white pipes. Such as Figure 1 to Figure 5 shown. The welding method includes the following steps:
[0029] Step 1: Machining the welding grooves of the T91 / T92 pipe 1 and the austenitic stainless steel pipe 2 by means of mechanical processing. Groove size such as figure 1 shown. J-shaped groove is adopted. In order to ensure the quality of the track TIG welding groove, the inner wall of the pipe needs to be processed with a welding inner diameter Dp, Dp=Dw-1.8S, where Dw is the nominal outer diameter of the pipe, and S is the nominal thickness of the pipe. When the pipe wall thickness S≤16mm, the blunt edge p of the groove is 1.6mm, and the length of the blunt edge is 1.6mm. 28°.
[0030] Step 2: Grind the area to be welded to see the metallic luster, do no...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More