

A brazing method for a core transition section assembly
A brazing method and transition section technology are applied in the field of brazing of core transition section components, which can solve the problems of difficult brazing, small brazing area, invisible internal brazing seam, etc., so as to ensure the quality of brazing. , The effect of reducing the difficulty of brazing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The present invention will be described in further detail below in conjunction with the accompanying drawings, which are explanations rather than limitations of the present invention.
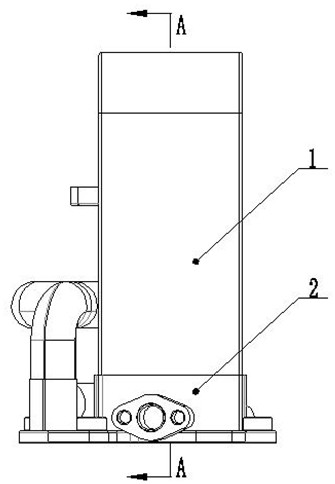
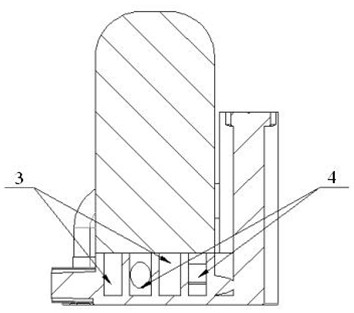
[0036] see Figure 5 and Figure 6 , a brazing method for a core transition section assembly, comprising the following operations;
[0037] (1) Process the surfaces to be brazed of the core assembly 1 and the transition section assembly 2 respectively;
[0038] (2) Evenly coat red lead powder on the surface to be brazed of the transfer section assembly 2, and then assemble the core assembly 1 on the transfer section assembly 2, so that the surface to be brazed of the core assembly 1 and the transfer section assembly 2 The surface to be brazed is attached to each other; the core assembly 1 is removed from the transition section assembly 2, and the distribution of the red powder on the surface to be brazed of the transition section assembly 2 and the surface to be brazed of the core asse...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More