

Water jet propelling device guide blade processing method
A technology of water jet propulsion and processing method, which is applied in the direction of propulsion components, ship propulsion, metal processing equipment, etc., can solve the problems of scrap guide vane 1, difficult to find the oil hole 25, affecting the efficiency of the jet pump, etc. Machining efficiency and machining accuracy, improvement of type value control ability, and the effect of improving machining efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0041] Embodiment: The processing method of guide vane body 1 comprises the following steps:
[0042] 1. Blank casting
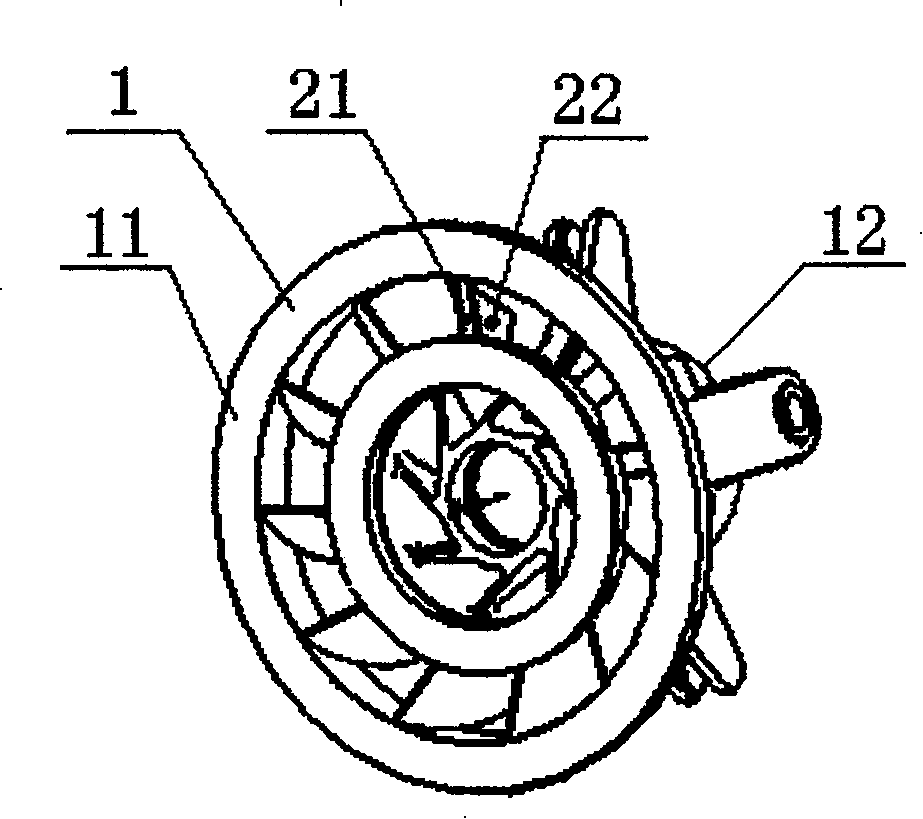
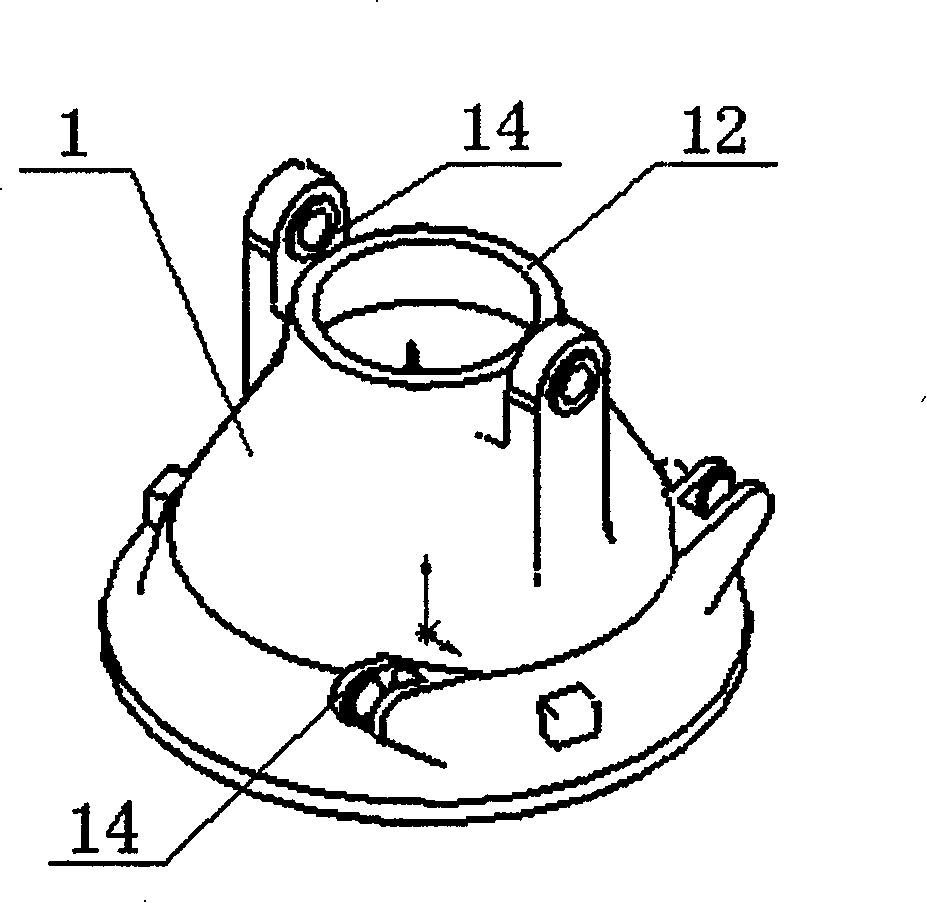
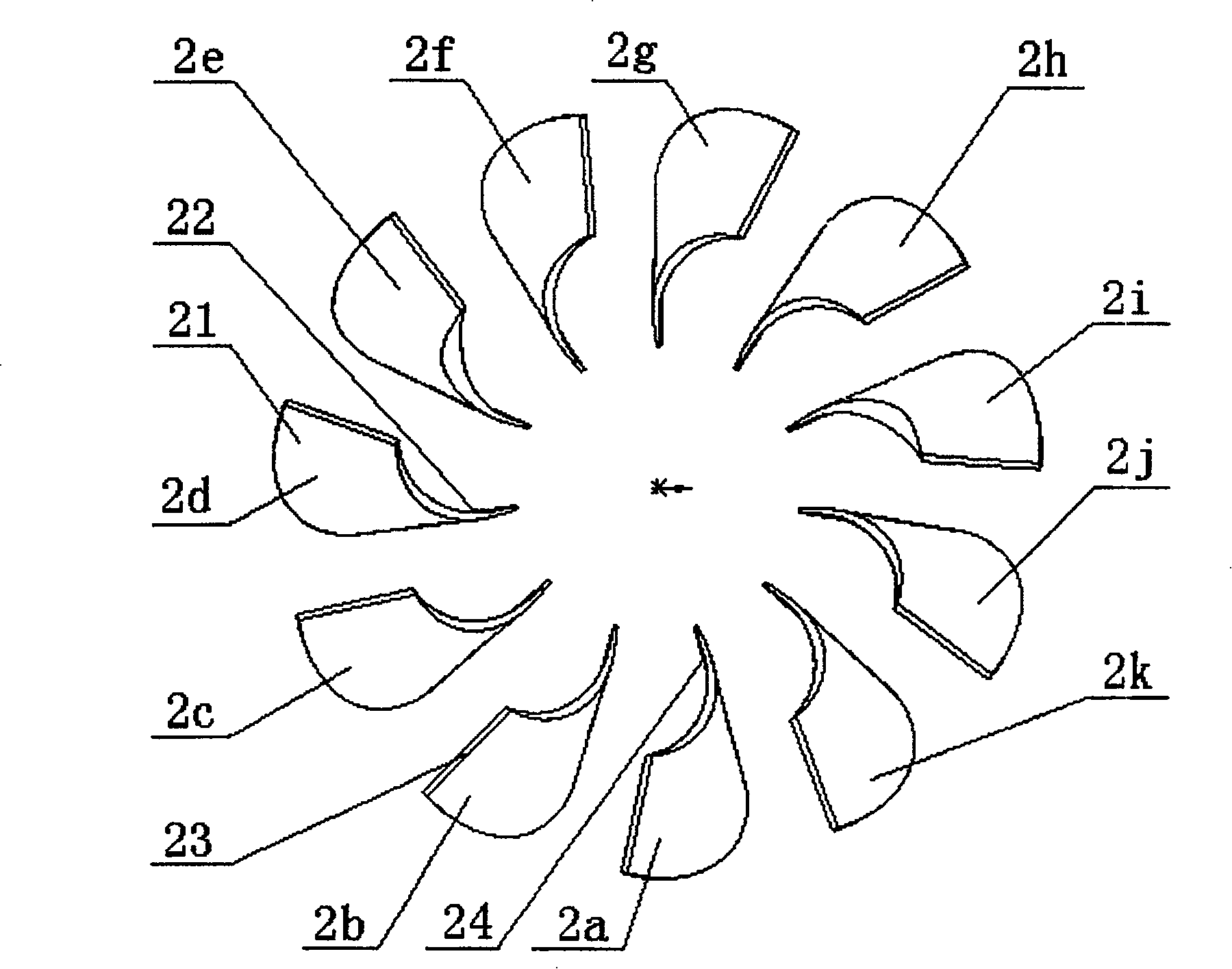
[0043] For the shapes of guide vane body 1 and guide vane 2, see figure 1 , figure 2 , image 3 with Figure 4. If there is no margin on the surface of the guide vane 2 during casting of the guide vane body 1, it is not only difficult to ensure the line shape and indexing, but also prone to cracks; because the space between two adjacent guide vanes 2 is small, it is not conducive to the entire curved surface. For CNC machining, excessive placement of the margin will increase the difficulty of machining. In order to reduce the difficulty of processing and improve the yield of products, we put 2 to 3 mm margin on the suction surface 21 and pressure surface 22 of the guide vane 2 during casting, and at the same time, the water inlet edge 23 and the water outlet edge 24 are thinner and easier The processing part is processed according to the casting routi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More