

Milling grooving machining method for high-temperature alloy integral blade ring and blade part
A high-temperature alloy and integral leaf technology, applied in the field of mechanical processing, can solve the problems that a single cutter shaft cannot be rough-grooved, the space for the cutter is small, and the shape of the transfer R is complicated, so as to improve the material removal rate and processing efficiency, avoid The sharp increase in cutting force and the effect of improving machining stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
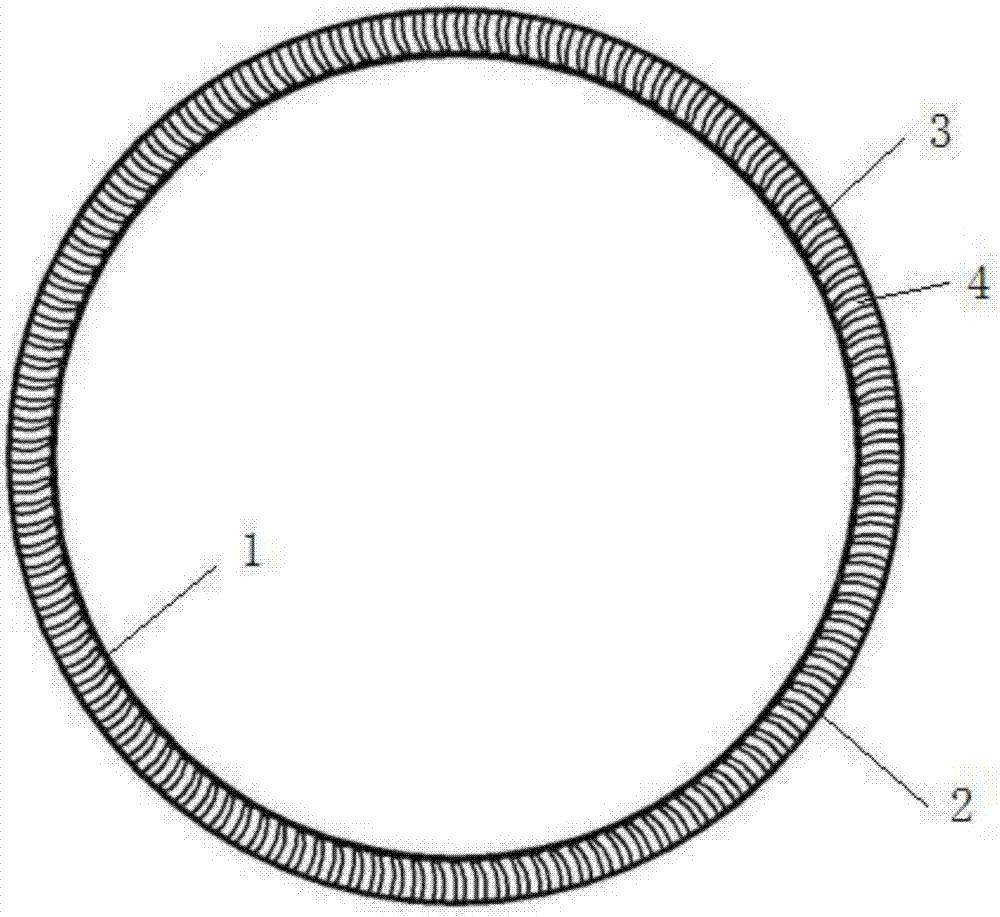
[0032] Such as figure 1 As shown, the integral leaf ring blade parts include inner ring 1, outer ring 2 and blade 3, the material grade is GH4169, the largest outer diameter size: Φ530mm; the smallest inner flow channel diameter size: Φ460mm; the thickness of the part is 30mm; the largest diameter of the blade 3 Chord width: 40mm; total number of blades 3: 130 pieces; minimum distance between adjacent blades 3: 9mm; thickness of inner ring 1 and outer ring 2 is 2-5mm; length of blade 3 is 30-33mm; R=2.5mm; between adjacent blades 3 is the entity 4 that needs to be slotted and removed.
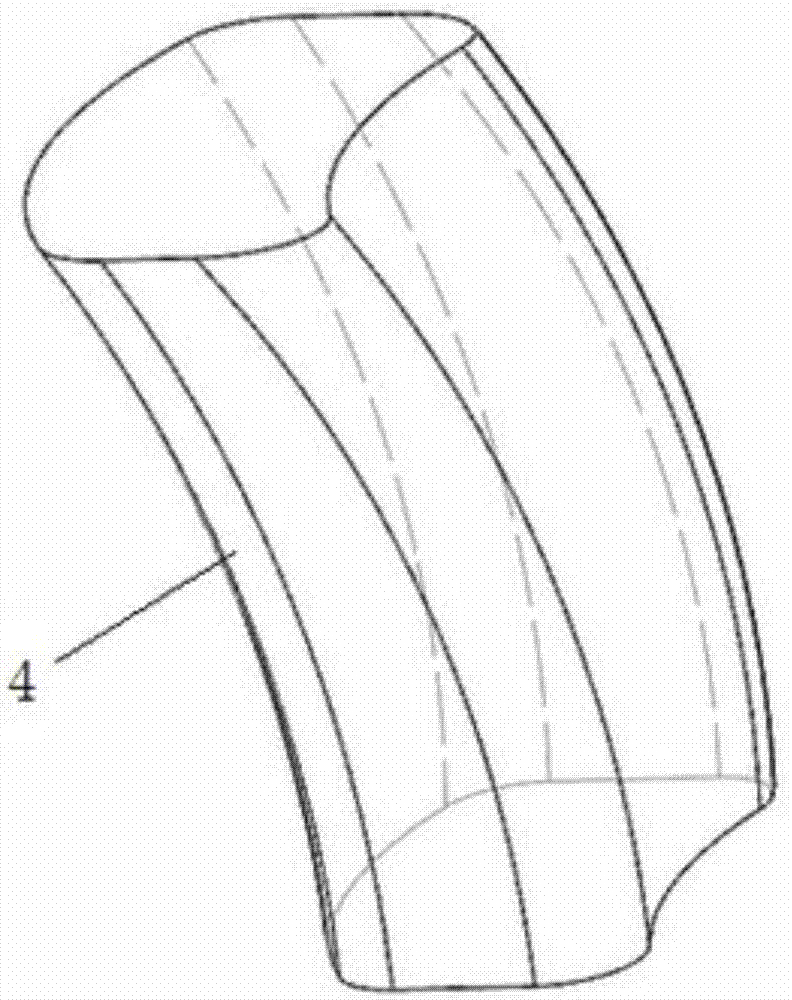
[0033] Such as figure 2 As shown, the entity 4 that needs to be slotted and removed can be simplified as an inverted conical hexahedron with a certain curvature, the length of the upper end is 35mm, the width is 10mm, the length of the lower end is 30mm, the width is 10mm, the narrowest position is 9mm, the height is 30mm, and the rounded corner R is 3mm.
[0034] The processing process incl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More