

Method for rolling and forming GH536 high-temperature alloy complicated irregular cross section annular part
A GH536, special-shaped section technology, which is applied in the field of rolling and forming of ring parts, can solve the problems of unfavorable precision rolling and forming of special-shaped cross-section ring parts, scrapping of ring parts, affecting the dimensional accuracy and microstructure performance of final rolling ring parts, etc. The effect of simplifying the interaction interface and increasing the stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0042] The main chemical element content (percentage by weight) of the GH536 superalloy given in the prior art is: C content 0.05% to 0.15%, Cr content 20.5% to 23.0%, W content 0.2% to 1.0%, Mo content 8% to 10%, Al ≤ 0.50%, Ti 0.15%, Fe 17% to 20%, Cu < 0.50%, B < 0.010%, Mn < 1.00%, The content of Co is 0.50%-2.50%, the content of S is <0.015%, the content of Si is <1.0%, the content of P is <0.025%, and the balance is Ni.
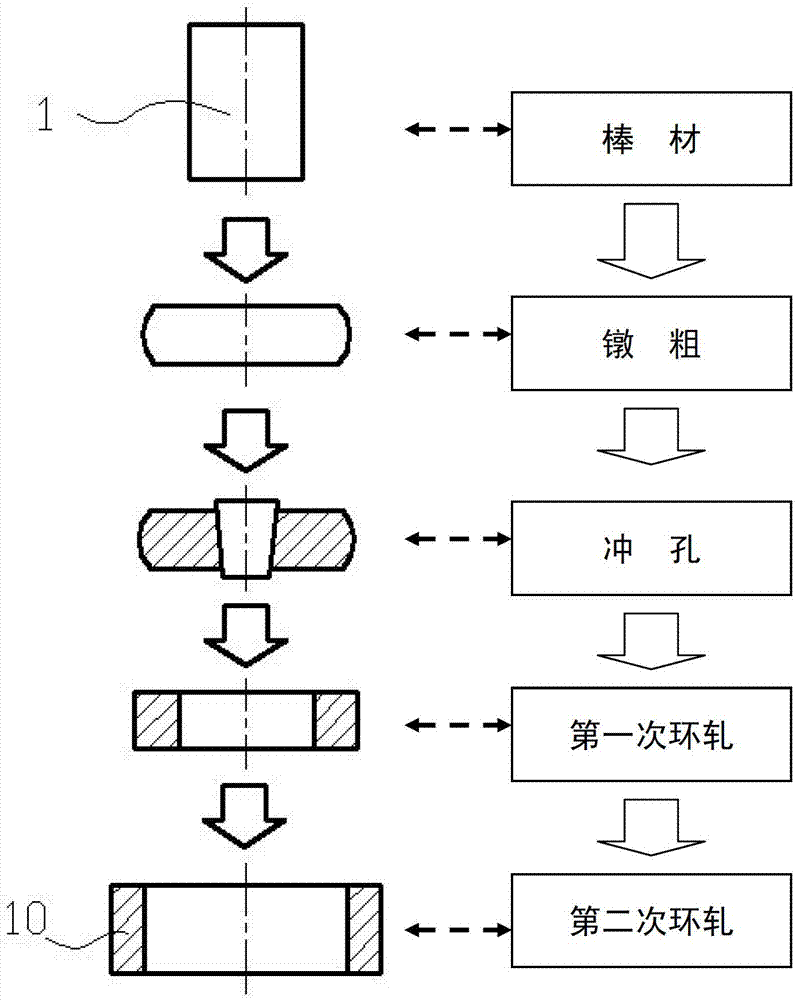
[0043] The process steps of the high-temperature alloy from the bar to the production of qualified ring parts with complex special-shaped cross-sections are as follows:
[0044] Step 1: Billet making of a rectangular pre-rolled billet.
[0045] The billet making of the rectangular pre-rolled billet given in the prior art is as figure 1 As shown, the GH536 superalloy bar 1 blanked according to the specification is heated to the deformation temperature of 900 ° C ~ 1140 ° C in the forging heating furnace, and is formed into a rectangular pre-rolled bill...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More