

Roll shaping method of ultrahigh-strength steel complex deformed section annular piece
A technology of ultra-high-strength steel and special-shaped cross-section, which is applied in the field of rolling forming of ring parts, and can solve the problems affecting the dimensional accuracy and structural performance of final-rolled ring parts, the scrapping of ring parts, and the unfavorable precision rolling forming of ring parts with special-shaped cross-sections. , to achieve the effect of simplifying the interface relationship and increasing the stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0043] The main chemical element content (weight percentage) of the ultra-high-strength steel is: C content 0.27% to 0.32%, Mn content 0.7% to 1.0%, Si content 1.4% to 1.7%, S content ≤0.010%, P content ≤ 0.015%, Ni content ≤ 0.25%, Cr content 1.00% ~ 1.3%, Mo content 0.40% ~ 0.55%, V content 0.08% ~ 0.15%, Cu content ≤ 0.25%, balance For Fe.
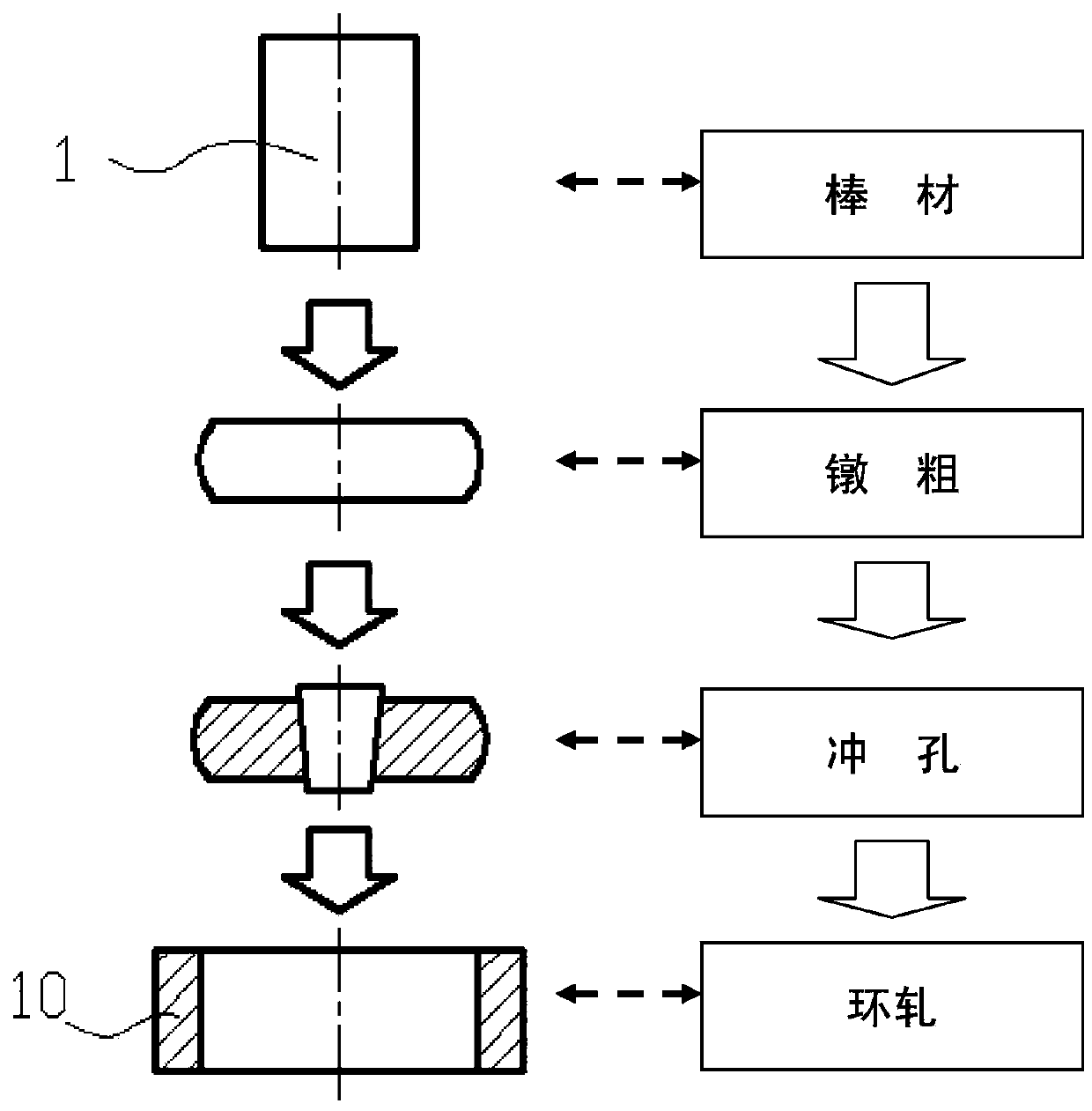
[0044] The process steps of the ultra-high-strength steel from bar stock to production of qualified complex shaped cross-section ring parts are as follows:
[0045] Step 1: Making a rectangular pre-rolled billet.
[0046] The rectangular pre-rolled billet given in the prior art is such as figure 1 As shown, the 30Si2MnCrMoVE ultra-high-strength steel bar material 1 blanked according to the specifications is heated to a deformation temperature of 900°C to 1160°C in a forging heating furnace, and is upset, punched and ring-rolled into a rectangular pre-rolled billet 10.
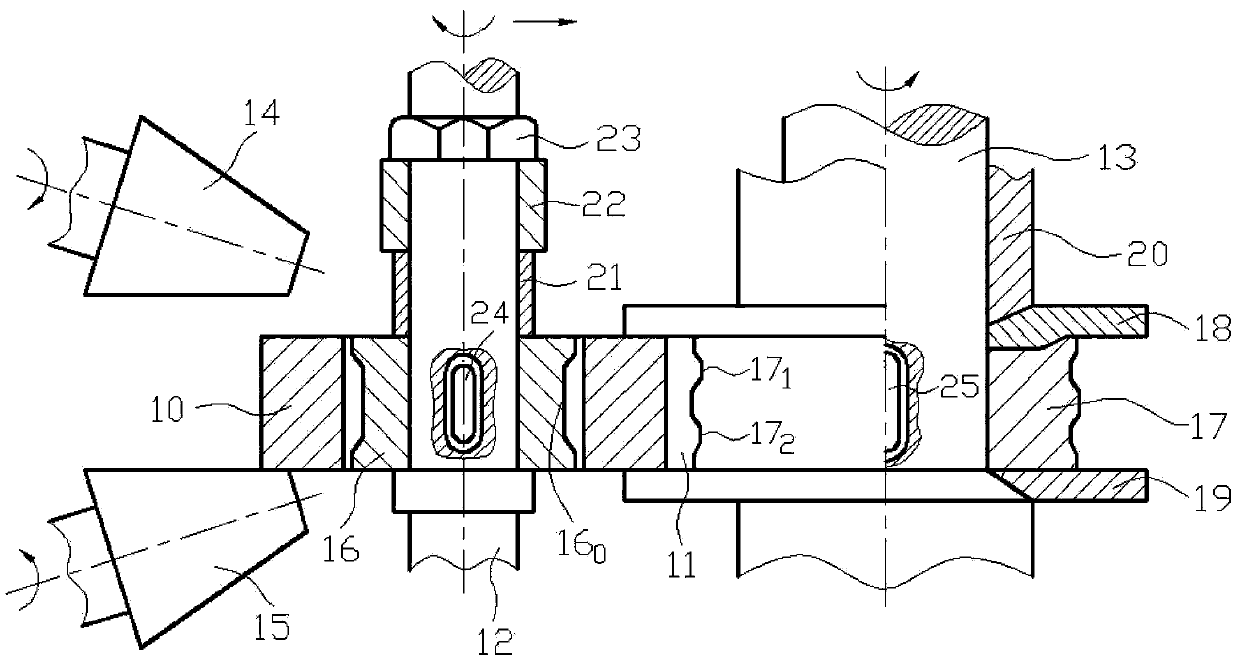
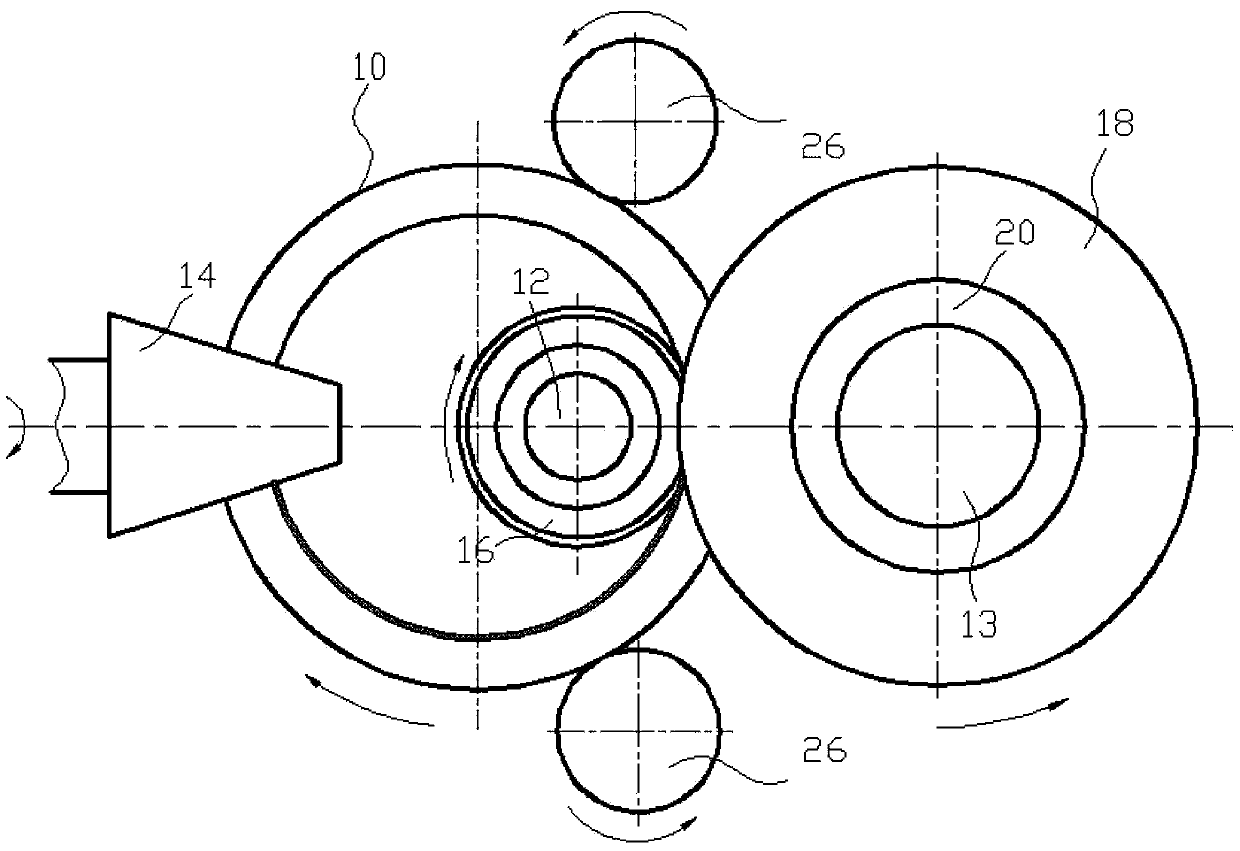
[0047] Step 2: Pre-rolling of special-shaped billets.
[0048] The ring rol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More