

Pipe and pipe sheet expanded connection method
A technology for expansion joints and tubes, which is applied in the field of tube-tube-sheet expansion joints, can solve problems such as stress corrosion at pipe ends, complex contact process, and low labor productivity, and achieve improved seismic performance, quick and easy operation, and stable expansion joint quality Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
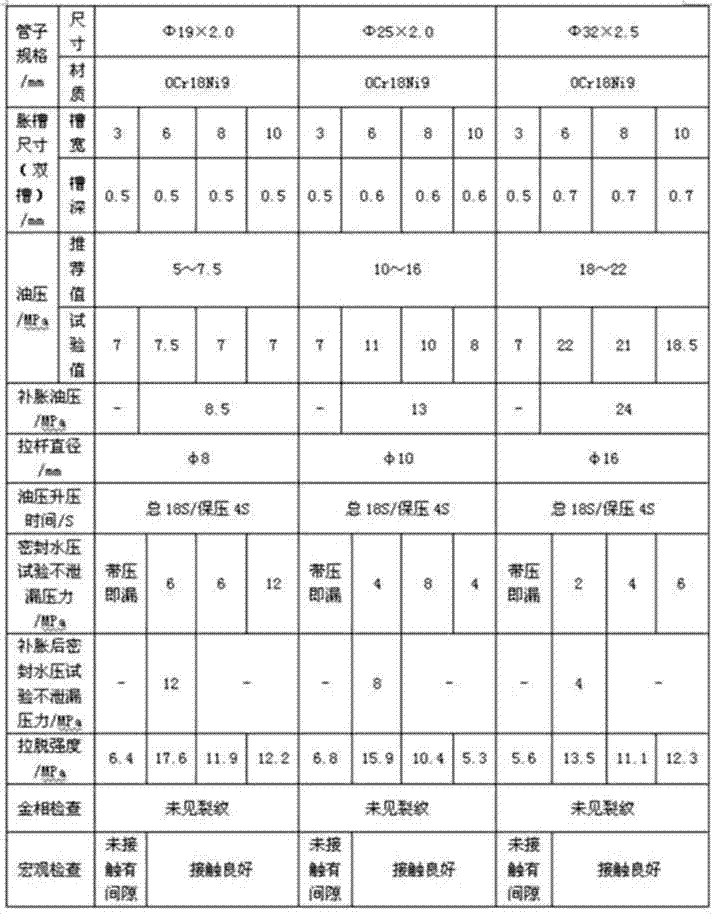
[0038] Select a tube with a size (mm) of 19×1.5 / 2.0 / 2.5, and clean the iron filings, burrs and oil stains on the tube plate holes one by one; polish the surface of the test tube to be expanded, insert the tubes into the tube plate hole from the back of the tube plate in turn, and stretch The surface of the tube plate is 3mm, and the width of the expansion groove is 10mm; the groove depth is 0.7mm.
[0039] Adjust the expansion joint oil pressure and pressure holding time, the total boost time is 20s, and the pressure holding time is 6s; adjust the expansion joint pressure, the expansion joint oil pressure is 7.5MPa. If there is no visible deformation in the expansion joint of the pipe after the rubber is withdrawn, the expansion joint pressure should be appropriately increased for supplementary expansion. The supplementary expansion oil pressure is 1MPa.
[0040] For the expansion of the tube-tube-sheet joint, after the expansion of the same specification of tubes on each tube...
Embodiment 2
[0042] Select a tube with a size (mm) of 19×1.5 / 2.0 / 2.5, and clean the iron filings, burrs and oil stains on the tube plate holes one by one; polish the surface of the test tube to be expanded, insert the tubes into the tube plate hole from the back of the tube plate in turn, and stretch The surface of the tube plate is 3mm, and the width of the expansion groove is 3mm; the groove depth is 0.5mm. Adjust the expansion joint oil pressure and pressure holding time, the total boost time is 15s, and the pressure holding time is 4s; adjust the expansion joint pressure, the expansion joint oil pressure is 5MPa. If there is no visible deformation in the expansion joint of the pipe after the rubber is withdrawn, the expansion joint pressure should be appropriately increased for supplementary expansion. The supplementary expansion oil pressure is 2.5MPa. For the expansion of the tube-tube-sheet joint, after the expansion of the same specification of tubes on each tube sheet is completed...
Embodiment 3
[0044] Select a tube with a size (mm) of 25×1.5 / 2.0 / 2.5, and clean the iron filings, burrs and oil stains on the tube plate holes one by one; polish the surface of the test tube to be expanded, insert the tubes into the tube plate hole from the back of the tube plate in turn, and stretch The surface of the tube plate is 3mm, and the width of the expansion groove is 8mm; the groove depth is 0.5mm.
[0045] Adjust the expansion joint oil pressure and pressure holding time, the total boost time is 18s, and the pressure holding time is 4s; adjust the expansion joint pressure, the expansion joint oil pressure is 15MPa. If there is no visible deformation in the expansion joint of the pipe after the rubber is withdrawn, the expansion joint pressure should be appropriately increased for supplementary expansion. The supplementary expansion oil pressure is 1MPa.
[0046] For the expansion of the tube-tube-sheet joint, after the expansion of the same specification of tubes on each tube s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More