

Roller-type continuous cold-bending forming method of stainless steel roof side beams
A roof side beam and cold-bending forming technology, which is applied in the roll-type continuous cold-bending forming of stainless steel roof side beams for subway car bodies, and in the field of roller-type continuous cold-bending forming of stainless steel roof side beams. Problems such as low processing efficiency of side beams, difficulty in controlling the size of arcs, and lack of continuous cold-bending forming have achieved the effects of flexible size, fast and flexible delivery, and outstanding performance in corrosion resistance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] Combine below Figure 1 to Figure 7 The present invention is described in detail with specific examples.
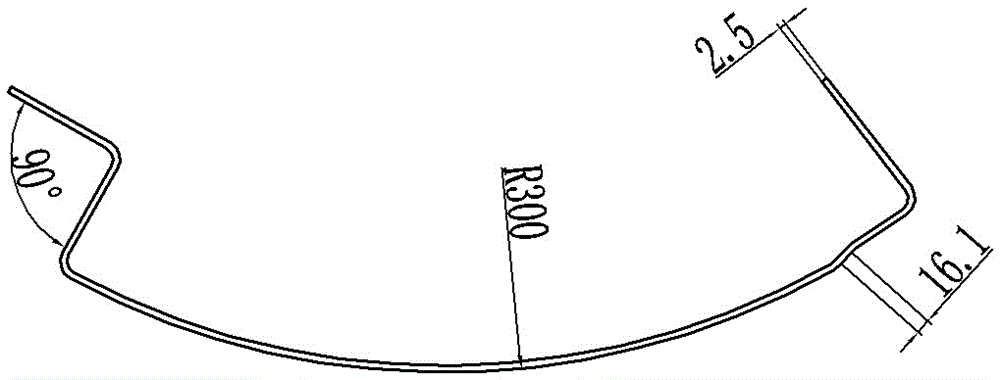
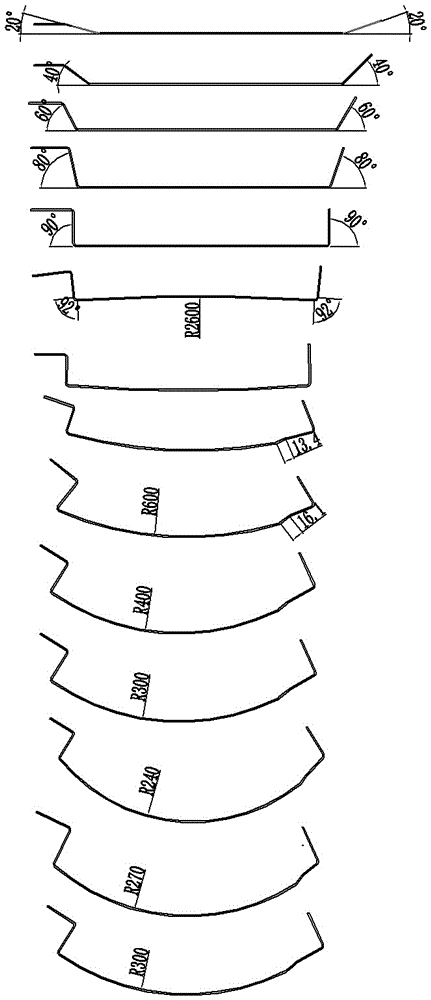
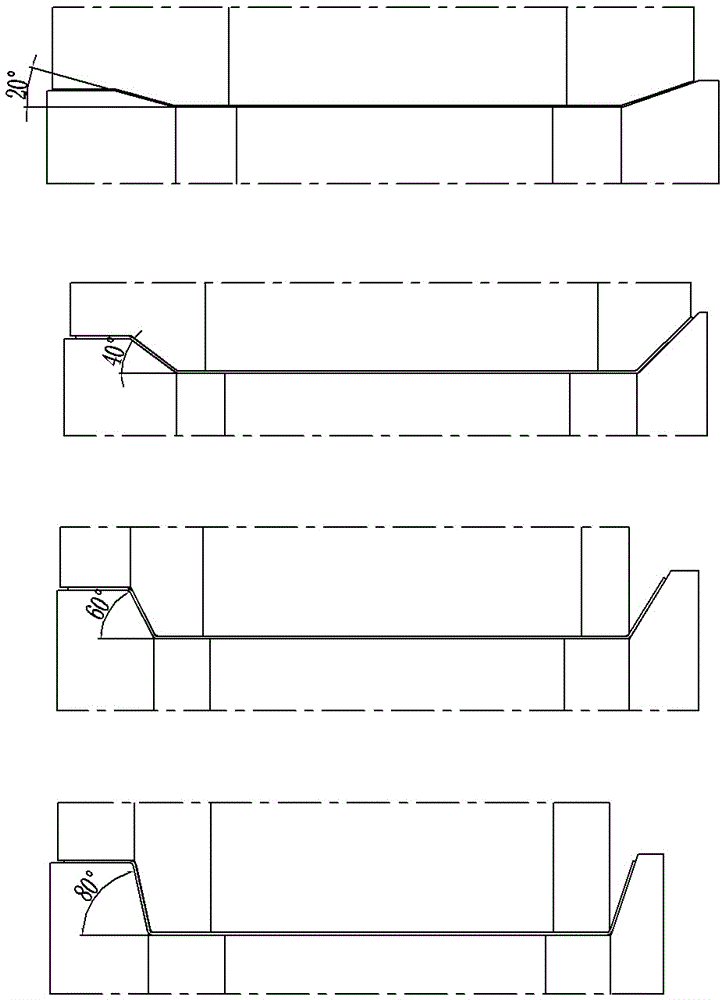
[0029] The important step of utilizing the method of the present invention to manufacture the roof side beam is continuous cold-bending deformation, and the key to continuous cold-bending deformation is the selection of the deformation process, mode and deformation angle. The specific manufacturing process of the roof side beam includes:
[0030] (1) Slitting strip steel: Slitting stainless steel coils into the width designed by the process on the slitting unit to ensure that the surface is clean and free of scratches and other defects;
[0031] (2) Uncoiling and leveling: the slitting stainless steel coil is opened by the uncoiler on the cold roll forming unit, and the strip is leveled by the leveler;
[0032] (3) Shear butt welding: After cutting the head of the strip steel, use a welding machine to weld the head of the strip steel billet and the tail of the str...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More